También podría gustarte
- Instalación de equipos y elementos de sistemas de automatización industrial. ELEM0311De EverandInstalación de equipos y elementos de sistemas de automatización industrial. ELEM0311Calificación: 2 de 5 estrellas2/5 (1)
- Identificación experimental del motor QuanserDocumento17 páginasIdentificación experimental del motor QuanserHumberto RodriguezAún no hay calificaciones
- Piramide de AutomatizacionDocumento7 páginasPiramide de AutomatizacionLuisGerardAún no hay calificaciones
- Puesta en marcha de sistemas de automatización industrial. ELEM0311De EverandPuesta en marcha de sistemas de automatización industrial. ELEM0311Calificación: 3 de 5 estrellas3/5 (1)
- Examen 1Documento5 páginasExamen 1segundo juan montalvo riosAún no hay calificaciones
- Fundamentos de Control de Movimiento.Documento7 páginasFundamentos de Control de Movimiento.Armando TamezAún no hay calificaciones
- Control Velocidad Motor Inducción PLC-SCADADocumento16 páginasControl Velocidad Motor Inducción PLC-SCADACarlos A. Chalco DelgadoAún no hay calificaciones
- Subsistemas de ControlDocumento5 páginasSubsistemas de ControleloyzeaAún no hay calificaciones
- CRS Robotics CorporationDocumento5 páginasCRS Robotics CorporationAlfredoAún no hay calificaciones
- Control en Posicion de Un Servomotor CC Mediante Realimentacin Del EstadoDocumento29 páginasControl en Posicion de Un Servomotor CC Mediante Realimentacin Del EstadoMiguel DelgadoAún no hay calificaciones
- Elementos Del CNCDocumento3 páginasElementos Del CNCAlbert RuizAún no hay calificaciones
- Control Por EnclavamientoDocumento10 páginasControl Por EnclavamientoAlberto SubelzaAún no hay calificaciones
- Presentación Manufactura CNC 232604Documento36 páginasPresentación Manufactura CNC 232604Susy FgAún no hay calificaciones
- Autómatas ProgramablesDocumento12 páginasAutómatas Programableslupita sernaAún no hay calificaciones
- Sistemas de control numérico: historia y componentes básicosDocumento79 páginasSistemas de control numérico: historia y componentes básicosJavier Paredes AvilaAún no hay calificaciones
- Controladores Lógicos Programables IDocumento30 páginasControladores Lógicos Programables Idilmer cruzadoAún no hay calificaciones
- Controladores Logicos Programables - Unidad 1Documento142 páginasControladores Logicos Programables - Unidad 1Victor Felipe Domínguez Malo100% (1)
- Equipo 4Documento20 páginasEquipo 4REYNA LEONOR MORALES BALCAZARAún no hay calificaciones
- Introducción a los PLC en sistemas industrialesDocumento16 páginasIntroducción a los PLC en sistemas industrialesPedro Martin Quiroz TapiaAún no hay calificaciones
- Tema 5 APLICACIONES DE LA NEUMATICA-ELECTRONICA E HIDRAULICA-ELECTRONICADocumento16 páginasTema 5 APLICACIONES DE LA NEUMATICA-ELECTRONICA E HIDRAULICA-ELECTRONICAitzel perez de la cruzAún no hay calificaciones
- Variaodor Con s7Documento46 páginasVariaodor Con s71e2f3gAún no hay calificaciones
- Control de Un Circuito Electroneumàtico A Travès de UnDocumento20 páginasControl de Un Circuito Electroneumàtico A Travès de UnRyukBaSakaLykosAún no hay calificaciones
- Control de Velocidad Por Cambio de Frecuencia de Motor Trifásico PDFDocumento8 páginasControl de Velocidad Por Cambio de Frecuencia de Motor Trifásico PDFFernando GYAún no hay calificaciones
- Objetivos GeneralesDocumento59 páginasObjetivos GeneralesFernando CelorrioAún no hay calificaciones
- Lab 4 Actuadores UmngDocumento3 páginasLab 4 Actuadores UmngFernan FortichAún no hay calificaciones
- Computer Numeric Control Machine - A. Mosaja E. AmpueroDocumento5 páginasComputer Numeric Control Machine - A. Mosaja E. AmpueroAlejandro MosajaAún no hay calificaciones
- Servoaccionamientos PDFDocumento13 páginasServoaccionamientos PDFreycer1Aún no hay calificaciones
- Robot Carro A Control RemotoDocumento4 páginasRobot Carro A Control RemotoMrcds QRAún no hay calificaciones
- Tema Estructura de Los Autómatas Programables y de Los Sistemas AutomatizadosDocumento14 páginasTema Estructura de Los Autómatas Programables y de Los Sistemas AutomatizadosReynaldo Espino AltamiranoAún no hay calificaciones
- I - Estructura, Manejo e Instalación de Los Autómatas ProgramablesDocumento102 páginasI - Estructura, Manejo e Instalación de Los Autómatas ProgramablesNuria paredesAún no hay calificaciones
- Implementación Del Sistema de ControlDocumento4 páginasImplementación Del Sistema de ControlALVARO FABRICIO SANCHEZ CAIZAAún no hay calificaciones
- PLC ToshibaDocumento58 páginasPLC Toshibafitz2012Aún no hay calificaciones
- Curso PLC TOSHIBADocumento58 páginasCurso PLC TOSHIBACarmen Grillet100% (1)
- Estructura de Control Del Variador de CADocumento3 páginasEstructura de Control Del Variador de CAFabian PerezAún no hay calificaciones
- Control PID de Velocidad de Un Motor DC Manejado Comandado Mediante JoystickDocumento7 páginasControl PID de Velocidad de Un Motor DC Manejado Comandado Mediante JoystickWilliam SánchezAún no hay calificaciones
- Generalidades de RoboticaDocumento12 páginasGeneralidades de RoboticaEder Rosales PonteAún no hay calificaciones
- Autómatas ProgramablesDocumento26 páginasAutómatas ProgramablesMichelle Blum100% (1)
- Introduccion A Los Sistemas de Medida y Control Javier Barragan UHUDocumento36 páginasIntroduccion A Los Sistemas de Medida y Control Javier Barragan UHUSalvador Rezáá FernándezAún no hay calificaciones
- Sistemas DigitalesDocumento12 páginasSistemas DigitalesSebastian LopezAún no hay calificaciones
- Ensayo 5 - PWM Y SERVOMOTORESDocumento6 páginasEnsayo 5 - PWM Y SERVOMOTORESAlexander LudeñaAún no hay calificaciones
- Pract2 DSMDocumento9 páginasPract2 DSMMiguel SalasAún no hay calificaciones
- Control de Velocidad de Motores Trifasicos Conectados en Cascada Utilizando El PLC Siemens Simatic S7-200Documento128 páginasControl de Velocidad de Motores Trifasicos Conectados en Cascada Utilizando El PLC Siemens Simatic S7-200Francisco Javier Vera TorresAún no hay calificaciones
- PLC ExpoDocumento52 páginasPLC ExpoRoberto Manuel Perezfana MartínezAún no hay calificaciones
- GUÍA 2 - Sistema SCADA. Características Generales - v1 - VeranoDocumento9 páginasGUÍA 2 - Sistema SCADA. Características Generales - v1 - VeranoOrlando ZenhiaAún no hay calificaciones
- UntitledDocumento209 páginasUntitledMarco VasquezAún no hay calificaciones
- 2 - Servomotores y SensoresDocumento59 páginas2 - Servomotores y SensoresJose YepesAún no hay calificaciones
- Tema 5 Instrumentación en La IndustriaDocumento9 páginasTema 5 Instrumentación en La IndustriaDjcafetero MixAún no hay calificaciones
- Control velocidad motor DC MATLABDocumento22 páginasControl velocidad motor DC MATLABDirce BaltazarAún no hay calificaciones
- Trabajo de InvestigacionDocumento10 páginasTrabajo de InvestigacionivanAún no hay calificaciones
- Materia de ApoyoDocumento39 páginasMateria de ApoyoEstudiantilAún no hay calificaciones
- Practica 2Documento13 páginasPractica 2Carlos Flores100% (1)
- Control de VelocidadDocumento4 páginasControl de Velocidadeusebio2012Aún no hay calificaciones
- Control y Automatizacion de Sistemas NeumaticosDocumento7 páginasControl y Automatizacion de Sistemas NeumaticosEfrain CastilloAún no hay calificaciones
- Motor DSPICDocumento10 páginasMotor DSPICGustavo Choque CuevaAún no hay calificaciones
- ServosDocumento8 páginasServosVictor CirioAún no hay calificaciones
- Montaje de instalaciones automatizadas. ELEE0109De EverandMontaje de instalaciones automatizadas. ELEE0109Aún no hay calificaciones
- Reparación de instalaciones automatizadas. ELEE0109De EverandReparación de instalaciones automatizadas. ELEE0109Aún no hay calificaciones
- Mantenimiento preventivo de sistemas de automatización industrial. ELEM0311De EverandMantenimiento preventivo de sistemas de automatización industrial. ELEM0311Calificación: 4.5 de 5 estrellas4.5/5 (2)
- Procesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209De EverandProcesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Control de movimiento en manufactura. Automatización CNC fundamentos de diseño y modelamiento experimentalDe EverandControl de movimiento en manufactura. Automatización CNC fundamentos de diseño y modelamiento experimentalCalificación: 5 de 5 estrellas5/5 (4)
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109De EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Aún no hay calificaciones
- Libro Ejes XYDocumento93 páginasLibro Ejes XYjulio cidAún no hay calificaciones
- Infraestuctura de Red PROFINETDocumento37 páginasInfraestuctura de Red PROFINETJuan Rodriguez ArevaloAún no hay calificaciones
- Servo MecanismoDocumento10 páginasServo Mecanismojulio cidAún no hay calificaciones
- Dinámicas para hacer reírDocumento8 páginasDinámicas para hacer reírlalucilu100% (1)
- Dinámicas para hacer reírDocumento8 páginasDinámicas para hacer reírlalucilu100% (1)
- Cómo Se Escribe Una Página Web Bien Estructurada Modulo 5Documento70 páginasCómo Se Escribe Una Página Web Bien Estructurada Modulo 5JULIAN TRUJILLOAún no hay calificaciones
- Monitoria 1 AutocorrelaciónDocumento22 páginasMonitoria 1 AutocorrelaciónTomas UrregoAún no hay calificaciones
- Trabajo Dirigido PLCDocumento13 páginasTrabajo Dirigido PLCEusebio GonzálezAún no hay calificaciones
- Instrumental de Protesis CaderaDocumento12 páginasInstrumental de Protesis Caderaignacia perezAún no hay calificaciones
- Universidad Nacional Autónoma de MéxicoDocumento9 páginasUniversidad Nacional Autónoma de MéxicoJairAún no hay calificaciones
- Soporte cambios montos EPS HCMDocumento3 páginasSoporte cambios montos EPS HCMbrimaxAún no hay calificaciones
- Estudio Del Trabajo: Sesión 04: Inecuaciones Racionales. Inecuaciones Con Valor AbsolutoDocumento27 páginasEstudio Del Trabajo: Sesión 04: Inecuaciones Racionales. Inecuaciones Con Valor AbsolutoDiego AlegriaAún no hay calificaciones
- Aplicación de Software de Simulación PDFDocumento8 páginasAplicación de Software de Simulación PDFLesley GudiñoAún no hay calificaciones
- Ficha Practica 1-22Documento2 páginasFicha Practica 1-22Edwin H QuiñonesAún no hay calificaciones
- EjerciciosWriter ISEP MODIFICA01Documento40 páginasEjerciciosWriter ISEP MODIFICA01Pachu ChulitaAún no hay calificaciones
- Cuaderno de InformaticaDocumento8 páginasCuaderno de Informaticaapi-595277361Aún no hay calificaciones
- Programa Satelital Worldview 1 David Felipe Diaz BuitragoDocumento49 páginasPrograma Satelital Worldview 1 David Felipe Diaz BuitragoDAVID FELIPE DIAZ BUITRAGOAún no hay calificaciones
- rs30523 2013-10Documento8 páginasrs30523 2013-10Franklin Alvarez AlcantaraAún no hay calificaciones
- Control Semana 7 ABDDocumento12 páginasControl Semana 7 ABDfrancoco420 sierraAún no hay calificaciones
- Revisión de herramientas para evaluar la accesibilidad en la definición de requerimientos no funcionalesDocumento8 páginasRevisión de herramientas para evaluar la accesibilidad en la definición de requerimientos no funcionalesLeoForconesiAún no hay calificaciones
- Sesión 1. LEGODocumento16 páginasSesión 1. LEGORuben Luque MamaniAún no hay calificaciones
- Lab #1 SM 2019Documento6 páginasLab #1 SM 2019Sergio RomeroAún no hay calificaciones
- Resolución de Actividades - Ampliación de MicrobitDocumento4 páginasResolución de Actividades - Ampliación de MicrobitIgnacio Campos MartínAún no hay calificaciones
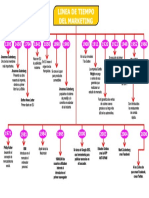
- Linea de Tiempo de MarketingDocumento1 páginaLinea de Tiempo de MarketingCARLOS ALBERTO SANCHEZ MOLLEDAAún no hay calificaciones
- Tarea 1 Contabilidad ComputarizadaDocumento6 páginasTarea 1 Contabilidad ComputarizadaFranyely Batista ColonAún no hay calificaciones
- 1 s2.0 S1738573322005265 TRADUCIDODocumento12 páginas1 s2.0 S1738573322005265 TRADUCIDOabi.xime2020Aún no hay calificaciones
- Ejercicios Metodos NumeriosDocumento3 páginasEjercicios Metodos NumeriosOnniverAvilez0% (1)
- Foro Temático Características de La Evolución de Las Bases de Datos en Cada Una de Sus EtapasDocumento1 páginaForo Temático Características de La Evolución de Las Bases de Datos en Cada Una de Sus Etapasbruno amayaAún no hay calificaciones
- Cuadro Comparativo Lectura Tradicional y DigitalDocumento2 páginasCuadro Comparativo Lectura Tradicional y Digitalmileidy vasquez garciaAún no hay calificaciones
- Pruebas de RecorridoDocumento12 páginasPruebas de RecorridoJesus Gregorio Tamayo AcunaAún no hay calificaciones
- Dejo Hasta El Punto 14Documento28 páginasDejo Hasta El Punto 14Christhian LaurentAún no hay calificaciones
- Evidencia 10 ProduccionDocumento22 páginasEvidencia 10 ProduccionJOSE DAVID VIVAS HERNANDEZAún no hay calificaciones
- Semana 16 Ex FINAL - MGCZDocumento2 páginasSemana 16 Ex FINAL - MGCZJohn HamsAún no hay calificaciones
- PowerSeries Neo HSMHOST9 Spec Lat-EsDocumento2 páginasPowerSeries Neo HSMHOST9 Spec Lat-EsEdwin Aranya HuamaniAún no hay calificaciones