También podría gustarte
- La Refrigeracion de La LecheDocumento12 páginasLa Refrigeracion de La LecheJesus TiradoAún no hay calificaciones
- Refrigeración y CongerlacionDocumento14 páginasRefrigeración y CongerlacionJesus TiradoAún no hay calificaciones
- Refrigeración de La LecheDocumento4 páginasRefrigeración de La LecheMiguel Angel TempestiraAún no hay calificaciones
- Administración Científica de TaylorDocumento6 páginasAdministración Científica de TaylorPatricioVacaAún no hay calificaciones
- Refrigeracion de La LecheDocumento11 páginasRefrigeracion de La LecheJENNY PAOLA CARDENAS BRUGES100% (1)
- Proceso de PasteurizaciónDocumento6 páginasProceso de PasteurizaciónTatty EsparzaAún no hay calificaciones
- Planta Piloto de LecheDocumento18 páginasPlanta Piloto de LecheJudy AyalaAún no hay calificaciones
- Proceso de Leche FluidaDocumento6 páginasProceso de Leche FluidaIng Alejandro Cabrejos Higgins100% (4)
- LIOFILIZACIÓNDocumento5 páginasLIOFILIZACIÓNKevin MendezAún no hay calificaciones
- Trabajo de Leche Entera UhtDocumento9 páginasTrabajo de Leche Entera UhtkayssaAún no hay calificaciones
- Resumen de Procesos de ConservacionDocumento3 páginasResumen de Procesos de ConservacionMeiler Karina TinocoAún no hay calificaciones
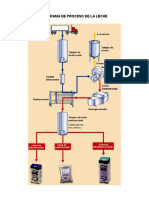
- Proceso de La LecheDocumento10 páginasProceso de La LecheNathaly Maldonado MuñozAún no hay calificaciones
- Curvas de SecadoDocumento7 páginasCurvas de SecadoCristian Becerra PereyraAún no hay calificaciones
- Leche EvaporadaDocumento6 páginasLeche EvaporadaAlex MelchorAún no hay calificaciones
- Técnicas de Congelació MaribelDocumento12 páginasTécnicas de Congelació MaribelMelixa Anali Sanchez LopezAún no hay calificaciones
- UNIDAD 4 - TratamientosDocumento8 páginasUNIDAD 4 - TratamientosEva GarvAún no hay calificaciones
- Tanques de AlmacenamientoDocumento17 páginasTanques de AlmacenamientoGuilloAgudeloPAún no hay calificaciones
- Opus 2 PlacasDocumento27 páginasOpus 2 Placasvanesa19921107Aún no hay calificaciones
- La Leche y Su TemperaturaDocumento35 páginasLa Leche y Su TemperaturaGénesis MendozaAún no hay calificaciones
- Equipos de PasteurizacionDocumento8 páginasEquipos de PasteurizacionVeronica Trejo0% (1)
- Equipo 2 Trabajo GrupalDocumento12 páginasEquipo 2 Trabajo GrupalahurtadolandaetaAún no hay calificaciones
- Monografia de La CongelacionDocumento15 páginasMonografia de La CongelacionJuan Carlos Castillo ZamoraAún no hay calificaciones
- Almacenamiento de La Leche.1Documento14 páginasAlmacenamiento de La Leche.1Leiton Alvin Ramos VillenaAún no hay calificaciones
- Principios de LiofilizaciónDocumento19 páginasPrincipios de LiofilizaciónGABRIEL ALEJANDRO LARREA CEDEÑOAún no hay calificaciones
- Tanque de LecheDocumento73 páginasTanque de LecheCUIDAITOAún no hay calificaciones
- Sub Proceso de PasteurizaciónDocumento12 páginasSub Proceso de PasteurizaciónMarco Antonio Ojeda PradoAún no hay calificaciones
- Lacteos FinalDocumento14 páginasLacteos FinalMaría Fernanda LoaizaAún no hay calificaciones
- Modelos Matemáticos - CongelaciónDocumento34 páginasModelos Matemáticos - Congelaciónrogger_9lib100% (1)
- Tanque de LecheDocumento4 páginasTanque de LecheRichi MamaniAún no hay calificaciones
- CuestionarioDocumento5 páginasCuestionarioMAHER EMANUEL CABALLERO VASQUEZAún no hay calificaciones
- Proyecto de Leche 2.0Documento17 páginasProyecto de Leche 2.0Gabriela MerloAún no hay calificaciones
- Conservación Por Frío, Regriferación y Congelación - Procesos Lácteos, 2022-2Documento21 páginasConservación Por Frío, Regriferación y Congelación - Procesos Lácteos, 2022-2JeikAún no hay calificaciones
- Liofilizacion de PapaDocumento24 páginasLiofilizacion de PapaMARIA DEL PILAR SOCORRO PASAPERA CALLEAún no hay calificaciones
- LiofilizaciónDocumento6 páginasLiofilizaciónAlberto TAún no hay calificaciones
- Calentador SolarDocumento10 páginasCalentador SolarMiguel Baizabal100% (1)
- Informe 3Documento16 páginasInforme 3KarinaEstefanyRoqueAún no hay calificaciones
- Pasteurización y EscaldadoDocumento15 páginasPasteurización y EscaldadoJonathanColmenaresAún no hay calificaciones
- Tipos de EvaporadoresDocumento34 páginasTipos de EvaporadoresDavid Bacilio100% (2)
- EquipotratamientotermicoDocumento63 páginasEquipotratamientotermicoNicolas GomezAún no hay calificaciones
- Practica 2 LacteosDocumento28 páginasPractica 2 LacteosLiwman PorrasAún no hay calificaciones
- Proceso de Leche UHTDocumento7 páginasProceso de Leche UHTederson100% (1)
- Guia - Inf. Complementaria - Dimensionamiento - Linea de LacteosDocumento30 páginasGuia - Inf. Complementaria - Dimensionamiento - Linea de LacteosHeily VillanuevaAún no hay calificaciones
- ENFRIAMIENTODocumento6 páginasENFRIAMIENTOjasmin peña siancasAún no hay calificaciones
- HISTORIADocumento5 páginasHISTORIALaura Bustamante CalleAún no hay calificaciones
- Leche Enterasq2Documento10 páginasLeche Enterasq2Tania RodasAún no hay calificaciones
- Pia Transferencia de CalorDocumento19 páginasPia Transferencia de CalorDaniel caudeAún no hay calificaciones
- Tarea 4 - Los Sistemas de Enfriamiento, Transporte y Almacenamiento de LecheDocumento8 páginasTarea 4 - Los Sistemas de Enfriamiento, Transporte y Almacenamiento de LecheRenän QuintanchalaAún no hay calificaciones
- Proceso de Pasteurizacion y Distintas FormasDocumento4 páginasProceso de Pasteurizacion y Distintas FormasKevin CruzAún no hay calificaciones
- Circuito Productivo de La LecheDocumento5 páginasCircuito Productivo de La LecheRomina RodriguezAún no hay calificaciones
- Aplicaciones Industriales de La EvaporaciónDocumento12 páginasAplicaciones Industriales de La EvaporaciónEdwin Quispe JaraAún no hay calificaciones
- Trabajo de La Esterilizacion de La Leche y Sus Derivados y Sus EquiposDocumento8 páginasTrabajo de La Esterilizacion de La Leche y Sus Derivados y Sus EquiposFrancisco EsquiviaAún no hay calificaciones
- CongelacionDocumento23 páginasCongelacionoctavio cordovaAún no hay calificaciones
- Equipo de LiofilizaciónDocumento5 páginasEquipo de LiofilizaciónluisAún no hay calificaciones
- ENSAYO-metodos de Conservacion de La LecheDocumento2 páginasENSAYO-metodos de Conservacion de La LecheGénesis MendozaAún no hay calificaciones
- Leche y Productos LácteosDocumento51 páginasLeche y Productos LácteosyesiplanaAún no hay calificaciones
- Evaporadores 1Documento22 páginasEvaporadores 1Naly Pérez GamarraAún no hay calificaciones
- Cuestionario Unidad IIIDocumento38 páginasCuestionario Unidad IIIJesus NavarreteAún no hay calificaciones
- Yogures, leches fermentadas y pastas untables. INAE0209De EverandYogures, leches fermentadas y pastas untables. INAE0209Aún no hay calificaciones
- UF1357 - Regeneración óptima de los alimentosDe EverandUF1357 - Regeneración óptima de los alimentosCalificación: 5 de 5 estrellas5/5 (1)
- El ActaDocumento4 páginasEl ActaLusby Milena Herrera MarcoAún no hay calificaciones
- Tarea - Sistema de CalidadDocumento30 páginasTarea - Sistema de CalidadLusby Milena Herrera MarcoAún no hay calificaciones
- Formato Declaración de DomicilioDocumento1 páginaFormato Declaración de DomicilioLusby Milena Herrera MarcoAún no hay calificaciones
- Exposicion DiaposDocumento25 páginasExposicion DiaposLusby Milena Herrera MarcoAún no hay calificaciones
- Trabajo GrupalDocumento7 páginasTrabajo GrupalLusby Milena Herrera MarcoAún no hay calificaciones
- Tarea - Introducción A La Higiene de AlimentosDocumento6 páginasTarea - Introducción A La Higiene de AlimentosLusby Milena Herrera MarcoAún no hay calificaciones
- Animaciones y TransicionesDocumento10 páginasAnimaciones y TransicionesLusby Milena Herrera MarcoAún no hay calificaciones
- Ejercicio 27Documento1 páginaEjercicio 27DanielGuzmanAún no hay calificaciones
- Universidad Nacional de CajamarcaDocumento4 páginasUniversidad Nacional de CajamarcaLusby Milena Herrera MarcoAún no hay calificaciones
- S01 Taller GrupalDocumento2 páginasS01 Taller GrupalLusby Milena Herrera MarcoAún no hay calificaciones
- Obtener Archivo RecursoDocumento25 páginasObtener Archivo RecursoLusby Milena Herrera MarcoAún no hay calificaciones
- Ejercicios CircuitosDocumento1 páginaEjercicios CircuitosLusby Milena Herrera MarcoAún no hay calificaciones
- Tarea - Especificaciones de Calidad - GestionDocumento6 páginasTarea - Especificaciones de Calidad - GestionLusby Milena Herrera MarcoAún no hay calificaciones
- TAREA - Indicadores de GestiónDocumento21 páginasTAREA - Indicadores de GestiónLusby Milena Herrera MarcoAún no hay calificaciones
- 213 394 1 SM PDFDocumento8 páginas213 394 1 SM PDFSteven OsorioAún no hay calificaciones
- Sem 3Documento24 páginasSem 3Lusby Milena Herrera MarcoAún no hay calificaciones
- Sem 2Documento33 páginasSem 2Lusby Milena Herrera MarcoAún no hay calificaciones
- Tarea - Dimensiones de La CalidadDocumento19 páginasTarea - Dimensiones de La CalidadLusby Milena Herrera MarcoAún no hay calificaciones
- Sem 3Documento24 páginasSem 3Lusby Milena Herrera MarcoAún no hay calificaciones
- Dimension EsDocumento1 páginaDimension EsLusby Milena Herrera MarcoAún no hay calificaciones
- Sistemas de ConservacionDocumento25 páginasSistemas de ConservacionLusby Milena Herrera MarcoAún no hay calificaciones
- Sem 2Documento33 páginasSem 2Lusby Milena Herrera MarcoAún no hay calificaciones
- 213 394 1 SM PDFDocumento8 páginas213 394 1 SM PDFSteven OsorioAún no hay calificaciones
- Tarea - Cultura de La Calidad y Los Grandes MaestrosDocumento2 páginasTarea - Cultura de La Calidad y Los Grandes MaestrosLusby Milena Herrera MarcoAún no hay calificaciones
- Tarea - Especificaciones de CalidadDocumento5 páginasTarea - Especificaciones de CalidadLusby Milena Herrera MarcoAún no hay calificaciones
- Dimension EsDocumento1 páginaDimension EsLusby Milena Herrera MarcoAún no hay calificaciones
- Analisis Del CasoDocumento2 páginasAnalisis Del CasoLusby Milena Herrera MarcoAún no hay calificaciones
- Tarea - Cuestionario - Fundamentos de La CalidadDocumento1 páginaTarea - Cuestionario - Fundamentos de La CalidadLusby Milena Herrera MarcoAún no hay calificaciones
- Tarea - Instrumentación y Equipos para La Evaluación de La CalidadDocumento3 páginasTarea - Instrumentación y Equipos para La Evaluación de La CalidadLusby Milena Herrera MarcoAún no hay calificaciones
- Cosecha y PostcasechaDocumento14 páginasCosecha y PostcasechaSandra Patricia Hurtado Montaño0% (1)
- 14 Ferment AdoresDocumento9 páginas14 Ferment AdoresManuelAcevedoEspitiaAún no hay calificaciones
- Carlos Magno Chavarry-Vallejos: CorrespondenciaDocumento30 páginasCarlos Magno Chavarry-Vallejos: CorrespondenciaIvonAún no hay calificaciones
- Superfil - Línea Tubos de PVCDocumento2 páginasSuperfil - Línea Tubos de PVCwatitoAún no hay calificaciones
- Ptcompleto - Indura PDFDocumento123 páginasPtcompleto - Indura PDFPercyFloresAún no hay calificaciones
- 701.Pr - Om.05 Pintura para Tuberias y Estructuras Metalicas Rev.0Documento16 páginas701.Pr - Om.05 Pintura para Tuberias y Estructuras Metalicas Rev.0frankcengelAún no hay calificaciones
- Procesado de Pelicula RadiograficaDocumento8 páginasProcesado de Pelicula RadiograficaAlejandroVillarruelCastilloAún no hay calificaciones
- Fajas y RodamientosDocumento12 páginasFajas y RodamientosWendy Vásquez QuirozAún no hay calificaciones
- CurBat Constr 1a20Documento21 páginasCurBat Constr 1a20BetancourtAún no hay calificaciones
- Adsorción y Desadsorción de Mezclas Binarias1Documento42 páginasAdsorción y Desadsorción de Mezclas Binarias1CarolinaGonzalezMAún no hay calificaciones
- ELL-Termodinámica Del EquilibroDocumento20 páginasELL-Termodinámica Del EquilibroKmby GabrielaAún no hay calificaciones
- Ui 185048234 High Level Disinfection Guide EsDocumento2 páginasUi 185048234 High Level Disinfection Guide EsDireccion TecnicaAún no hay calificaciones
- El YesoDocumento2 páginasEl YesoYohan ArocutipaAún no hay calificaciones
- Experiencias de Perforación y Voladura en La AperturaDocumento33 páginasExperiencias de Perforación y Voladura en La AperturaBequer Inocente Ochoa100% (1)
- Bioquimica Clase 1-UsatDocumento21 páginasBioquimica Clase 1-UsatIvan Samame FernandezAún no hay calificaciones
- Fertilización FoliarDocumento9 páginasFertilización FoliarbryamsolAún no hay calificaciones
- Diseño Captacion, Conduccion y ReservorioDocumento48 páginasDiseño Captacion, Conduccion y ReservorioJoseAún no hay calificaciones
- Univolt Folder HFT Better Than Steel SpanishDocumento8 páginasUnivolt Folder HFT Better Than Steel SpanishMSMU1822Aún no hay calificaciones
- GRUPO #3 Ejercicios..Documento10 páginasGRUPO #3 Ejercicios..Wiliams CHAún no hay calificaciones
- ETN 61-Transformadores de Tres ArrollamientosDocumento73 páginasETN 61-Transformadores de Tres ArrollamientosAriel Walter GuimardAún no hay calificaciones
- Procesos de Fermentación 07 09 21Documento17 páginasProcesos de Fermentación 07 09 21Julian BarreraAún no hay calificaciones
- Aplicacion de La Fisica y La Quimica en La Tecnologia y La IndustriaDocumento6 páginasAplicacion de La Fisica y La Quimica en La Tecnologia y La IndustriaJose Manuel Borras LozanoAún no hay calificaciones
- Semana 11 Madera Modo de CompatibilidadDocumento27 páginasSemana 11 Madera Modo de CompatibilidadItalo David Bendezú ChecclloAún no hay calificaciones
- Praìctica TrazabilidadDocumento5 páginasPraìctica TrazabilidadEmilio BurgosAún no hay calificaciones
- Baxi SealDocumento2 páginasBaxi SealPablo Quinteros PizarroAún no hay calificaciones
- Dick, Philip K. - La Penultima VerdadDocumento119 páginasDick, Philip K. - La Penultima VerdadDan AragonzAún no hay calificaciones
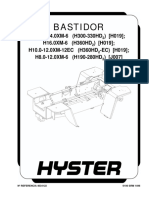
- BastidorDocumento42 páginasBastidorchristian vergaray gonzalesAún no hay calificaciones
- Norma ASTM D854Documento16 páginasNorma ASTM D854Carlos Javier Vera Leon80% (10)
- Software para DosificacionDocumento18 páginasSoftware para Dosificacionjjpc59Aún no hay calificaciones
- Responsabilidad Social - Contamincación AmbientalDocumento17 páginasResponsabilidad Social - Contamincación AmbientalAlexito Melgarejo GuillermoAún no hay calificaciones
- Práctica Nº3 Volumetría (I)Documento3 páginasPráctica Nº3 Volumetría (I)Lexander LayaAún no hay calificaciones