0% encontró este documento útil (0 votos)
116 vistas15 páginasTaller de Fundición y Moldeo Industrial
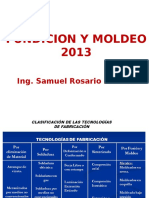
Este documento proporciona información sobre diferentes procesos de fundición y moldeo. Describe procesos como la fundición en moldes de arena, fundición en moldes permanentes de alta y baja presión, fundición centrifuga, fundición semicentrifuga, y metalurgia de polvo. Para cada proceso, detalla las características, materiales utilizados, características de los productos resultantes, y parámetros y variables clave que se deben controlar. El documento es una referencia útil sobre diversos métodos de fundición y producción de piezas de metal
Cargado por
Oriana Julissa Pérez MezaDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como DOCX, PDF, TXT o lee en línea desde Scribd
0% encontró este documento útil (0 votos)
116 vistas15 páginasTaller de Fundición y Moldeo Industrial
Este documento proporciona información sobre diferentes procesos de fundición y moldeo. Describe procesos como la fundición en moldes de arena, fundición en moldes permanentes de alta y baja presión, fundición centrifuga, fundición semicentrifuga, y metalurgia de polvo. Para cada proceso, detalla las características, materiales utilizados, características de los productos resultantes, y parámetros y variables clave que se deben controlar. El documento es una referencia útil sobre diversos métodos de fundición y producción de piezas de metal
Cargado por
Oriana Julissa Pérez MezaDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como DOCX, PDF, TXT o lee en línea desde Scribd