También podría gustarte
- Tipos de Maquinas de InyecciónDocumento16 páginasTipos de Maquinas de InyecciónAngela Beltran0% (1)
- INYECCIONDocumento65 páginasINYECCIONSARAY JUDITH DELAHOZ CASTRO ESTUDIANTE ACTIVOAún no hay calificaciones
- Reporte de Practica-Proceso de Inyeccion Del PlasticoDocumento19 páginasReporte de Practica-Proceso de Inyeccion Del PlasticoElisa MarielAún no hay calificaciones
- Leccion11 Moldeo Por InyeccionDocumento66 páginasLeccion11 Moldeo Por InyeccionPam MuñizAún no hay calificaciones
- Moldeo Por TransferenciaDocumento18 páginasMoldeo Por Transferenciabetty victoria mamani floresAún no hay calificaciones
- Tema 11 - Moldeo Por InyecciónDocumento66 páginasTema 11 - Moldeo Por InyecciónLuis MedinaAún no hay calificaciones
- Unidad 3 Consideraciones de Diseño para Moldes de Inyección deDocumento138 páginasUnidad 3 Consideraciones de Diseño para Moldes de Inyección deAdrian Manzanares Alonso100% (1)
- IMAGEN 1 - Esquema de Una Máquina de Moldeo Por Inyección Con PistónDocumento22 páginasIMAGEN 1 - Esquema de Una Máquina de Moldeo Por Inyección Con PistónJean CarlosAún no hay calificaciones
- Portafolio Procesos de FabricacionDocumento38 páginasPortafolio Procesos de FabricacionKarla EsquivelAún no hay calificaciones
- Procesos de TermoformadoDocumento16 páginasProcesos de TermoformadoMarcos OrozcoAún no hay calificaciones
- Lab 4. Inyeccion de PlasticosDocumento18 páginasLab 4. Inyeccion de PlasticosEfrain MachacaAún no hay calificaciones
- 00 - Artículo CientíficoDocumento5 páginas00 - Artículo CientíficoMav_001Aún no hay calificaciones
- Inyeccion de Materiales Plasticos I - Tecnología de Los PlásticosDocumento50 páginasInyeccion de Materiales Plasticos I - Tecnología de Los PlásticosProcesos JatAún no hay calificaciones
- Conformado de PolímerosDocumento22 páginasConformado de PolímerosCarlos CarranzaAún no hay calificaciones
- Tecnologia de InyeccionDocumento35 páginasTecnologia de InyeccionDario de SantiagoAún no hay calificaciones
- Inyeccion Por DadosDocumento7 páginasInyeccion Por Dados'Cathi La RosaAún no hay calificaciones
- Moldeo Por Inyeccion de Un Recipiente de PoliestirenoDocumento15 páginasMoldeo Por Inyeccion de Un Recipiente de PoliestirenoSlocky10740Aún no hay calificaciones
- InyecciónDocumento10 páginasInyecciónKaty EstradaAún no hay calificaciones
- Moldeo Por Compresion y TransferenciaDocumento21 páginasMoldeo Por Compresion y TransferenciaIvonneAún no hay calificaciones
- TF - Grupo - 18 v2Documento21 páginasTF - Grupo - 18 v2MH ConfortAún no hay calificaciones
- Moldeo Por InyecciónDocumento23 páginasMoldeo Por InyecciónLuis BarajasAún no hay calificaciones
- Práctica 9 InyecciónDocumento6 páginasPráctica 9 InyecciónAlfonso LoPaAún no hay calificaciones
- Termoformado de PlasticosDocumento5 páginasTermoformado de PlasticosGiancarlo SenaAún no hay calificaciones
- Tema Completo PLASTICOSDocumento426 páginasTema Completo PLASTICOSJamer Rocha HernandezAún no hay calificaciones
- Moldeado Por Transferencia y Por Vacío - 2.0Documento27 páginasMoldeado Por Transferencia y Por Vacío - 2.0Jesus Albino Amastal PérezAún no hay calificaciones
- Técnicas de Moldeo de Los PlásticosDocumento62 páginasTécnicas de Moldeo de Los Plásticosairam29_degil100% (1)
- Maquina de InyeccionDocumento12 páginasMaquina de InyeccionJuanjo Arriaga50% (2)
- MOLDESDocumento7 páginasMOLDESEdwin Andres Villamil DiazAún no hay calificaciones
- Primer Informe Diseño 1 Prototipo InyeccionDocumento6 páginasPrimer Informe Diseño 1 Prototipo InyeccionAndres Tamayo PeraltaAún no hay calificaciones
- Leccion11 MOLDEO POR INYECCIONDocumento66 páginasLeccion11 MOLDEO POR INYECCIONgiovannihurtadoAún no hay calificaciones
- Diapositivas de Procesamiento de PolimerosDocumento72 páginasDiapositivas de Procesamiento de PolimerosShirley Bautista DiazAún no hay calificaciones
- Trabajo Integrador I, Metodos de Procesamiento de PolimerosDocumento54 páginasTrabajo Integrador I, Metodos de Procesamiento de PolimerosShirley Bautista DiazAún no hay calificaciones
- Practica 7Documento4 páginasPractica 7eclipseazulAún no hay calificaciones
- Tipos de PrensaDocumento13 páginasTipos de Prensajavier Mejia100% (1)
- Moldeo Por InyecciónDocumento17 páginasMoldeo Por Inyecciónmarcus2210Aún no hay calificaciones
- Mejora de TroquelDocumento32 páginasMejora de Troqueljuancigarroam30Aún no hay calificaciones
- Procesos de Fabricacion de Materiales CompuestosDocumento10 páginasProcesos de Fabricacion de Materiales CompuestosArgenis Emmanuel Rodriguez Mariano100% (1)
- Info Inyección de PlasticoDocumento4 páginasInfo Inyección de PlasticoGabriela HernándezAún no hay calificaciones
- Inyeccion (Procesos de ManufacturaDocumento46 páginasInyeccion (Procesos de ManufacturaFernando Gomez Galvan0% (1)
- Pregunta 5 JazminDocumento15 páginasPregunta 5 JazminJazmin Rodriguez HilarioAún no hay calificaciones
- Procesos de InyeccionDocumento28 páginasProcesos de InyeccionCèsar TobarAún no hay calificaciones
- Producto Parcial 2 TPPDocumento12 páginasProducto Parcial 2 TPPCristian MendozaAún no hay calificaciones
- Taller 3-Procesos de ManufacturaDocumento4 páginasTaller 3-Procesos de ManufacturaMaria Jose ÁngelAún no hay calificaciones
- Grupo2 Molde SopladoDocumento14 páginasGrupo2 Molde Sopladomiguel jaramilloAún no hay calificaciones
- Procesoe Instalaciones de Laminado y Calandrado Grupo DDocumento38 páginasProcesoe Instalaciones de Laminado y Calandrado Grupo DFelipe Espejo CarchipullaAún no hay calificaciones
- Exposicion ProcesosDocumento6 páginasExposicion ProcesosShirley Bautista DiazAún no hay calificaciones
- Moldeo Del CauchoDocumento13 páginasMoldeo Del CauchoPalma Caro LisAún no hay calificaciones
- Moldeo Por InyecciónDocumento13 páginasMoldeo Por InyecciónJhampier Riofrio ZapataAún no hay calificaciones
- TC3 212022 4Documento15 páginasTC3 212022 4Óscar torresAún no hay calificaciones
- Manual de Mantenimiento Preventivo A Máquina Inyectora de PlásticoDocumento15 páginasManual de Mantenimiento Preventivo A Máquina Inyectora de Plásticoedgararevir1234100% (2)
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209De EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Aún no hay calificaciones
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaDe EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaAún no hay calificaciones
- Preparación del sistema de entintado, humectador y de los dispositivos de salida y acabado en máquinas de impresión offset. ARGI0109De EverandPreparación del sistema de entintado, humectador y de los dispositivos de salida y acabado en máquinas de impresión offset. ARGI0109Calificación: 5 de 5 estrellas5/5 (1)
- Confección de tapas para encuadernación industrial. ARGC0110De EverandConfección de tapas para encuadernación industrial. ARGC0110Aún no hay calificaciones
- Cálculo termofluidodinámico de filtros de partículas de flujo de paredDe EverandCálculo termofluidodinámico de filtros de partículas de flujo de paredCalificación: 5 de 5 estrellas5/5 (1)
- Preparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109De EverandPreparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109Aún no hay calificaciones
- Cálculo de costes en procesos de mecanizado por arranque de viruta. fmeh0109De EverandCálculo de costes en procesos de mecanizado por arranque de viruta. fmeh0109Aún no hay calificaciones
- Preparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309De EverandPreparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309Aún no hay calificaciones
- Preparación de máquinas de corte, ensamblado y acabado. TCPF0209De EverandPreparación de máquinas de corte, ensamblado y acabado. TCPF0209Calificación: 5 de 5 estrellas5/5 (1)
- Examen - Unidad - I - 2020 TyVP-01Documento2 páginasExamen - Unidad - I - 2020 TyVP-01Jorge Alberto Cardenas MedinaAún no hay calificaciones
- Factibilidad TecnicaDocumento22 páginasFactibilidad TecnicaJorge Alberto Cardenas MedinaAún no hay calificaciones
- Instituto Tecnologico de NogalesDocumento14 páginasInstituto Tecnologico de NogalesJorge Alberto Cardenas MedinaAún no hay calificaciones
- Formulacion de Un ProductoDocumento16 páginasFormulacion de Un ProductoJorge Alberto Cardenas MedinaAún no hay calificaciones
- Formulacion de Un ProductoDocumento16 páginasFormulacion de Un ProductoJorge Alberto Cardenas MedinaAún no hay calificaciones
- Simulaciones ControlDocumento5 páginasSimulaciones ControlJorge Alberto Cardenas MedinaAún no hay calificaciones
- Se Considera El Siguiente Sistema de Lazo CerradoDocumento6 páginasSe Considera El Siguiente Sistema de Lazo CerradoJorge Alberto Cardenas MedinaAún no hay calificaciones
- Capitulo 3Documento4 páginasCapitulo 3Javier MuñozAún no hay calificaciones
- Factibilidad TecnicaDocumento22 páginasFactibilidad TecnicaJorge Alberto Cardenas MedinaAún no hay calificaciones
- Factibilidad TecnicaDocumento23 páginasFactibilidad TecnicaJorge Alberto Cardenas MedinaAún no hay calificaciones
- 2.5 Tipos de Sistemas Y Error de Estado Estacionario Y Dinamico 2.5.1 Tipos de SistemasDocumento10 páginas2.5 Tipos de Sistemas Y Error de Estado Estacionario Y Dinamico 2.5.1 Tipos de SistemasJorge Alberto Cardenas MedinaAún no hay calificaciones
- Fundición para Moldes Permanentes y DesechablesDocumento2 páginasFundición para Moldes Permanentes y DesechablesJorge Alberto Cardenas MedinaAún no hay calificaciones
- Injection MoldingDocumento10 páginasInjection MoldingJorge Alberto Cardenas MedinaAún no hay calificaciones
- Calculo Del Tonelaje Requerido para Una Maquina de Inyeccion.Documento3 páginasCalculo Del Tonelaje Requerido para Una Maquina de Inyeccion.Jorge Alberto Cardenas MedinaAún no hay calificaciones
- Reporte MoldflowDocumento4 páginasReporte MoldflowJorge Alberto Cardenas MedinaAún no hay calificaciones
- Maquinas InyectorasDocumento6 páginasMaquinas InyectorasUlises MarinAún no hay calificaciones
- RedesDocumento15 páginasRedesJorge Alberto Cardenas MedinaAún no hay calificaciones
- Gestiondeproyectosiv 2013Documento23 páginasGestiondeproyectosiv 2013ysharlsAún no hay calificaciones
- Circuit Oshi D Raul I CosDocumento7 páginasCircuit Oshi D Raul I CosRudy GlausserAún no hay calificaciones
- EXT K1L5rlHQ9iHf74QaAWQmDocumento3 páginasEXT K1L5rlHQ9iHf74QaAWQmJorge Alberto Cardenas MedinaAún no hay calificaciones
- Tipos de OxidaciónDocumento1 páginaTipos de OxidaciónJorge Alberto Cardenas MedinaAún no hay calificaciones
- Engranes Recto y Helicoidal Unidad 4Documento17 páginasEngranes Recto y Helicoidal Unidad 4Jorge Alberto Cardenas MedinaAún no hay calificaciones
- Concreto No Confinado PDFDocumento15 páginasConcreto No Confinado PDFChristian ReedAún no hay calificaciones
- Examen Final - Materiales Construcción - Paralelo 3Documento3 páginasExamen Final - Materiales Construcción - Paralelo 3Silvana BenavidesAún no hay calificaciones
- ALBAÑILERIADocumento51 páginasALBAÑILERIAAldoRodriguezSagredoAún no hay calificaciones
- Plástico EstructuralesDocumento8 páginasPlástico EstructuralesAnthony Felix Tavarez PichardoAún no hay calificaciones
- Temperatura Resistencia de Los MaterialesDocumento16 páginasTemperatura Resistencia de Los MaterialesDennis Cardenas MedinaAún no hay calificaciones
- Avaluo Casa Hogar 419Documento32 páginasAvaluo Casa Hogar 419Tonatioh Dagoberto Bernal MartinezAún no hay calificaciones
- 1 Ficha Técnica Caseta - de - HierroDocumento20 páginas1 Ficha Técnica Caseta - de - HierroARISMENDY ANDRADE S.A.S.Aún no hay calificaciones
- Especificaciones Tecnicas - Perfil UPIS MIRAMARDocumento5 páginasEspecificaciones Tecnicas - Perfil UPIS MIRAMARAlvaro E. Ruiz HerreraAún no hay calificaciones
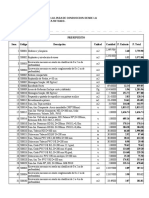
- Anexo 02-A, Plantilla Preciario Construcción NodosDocumento36 páginasAnexo 02-A, Plantilla Preciario Construcción NodosJesús Enrique Rivera ChungaAún no hay calificaciones
- Yeso Paso A PasoDocumento7 páginasYeso Paso A PasoAnonymous khi5sE9Aún no hay calificaciones
- METRADOS Desague Cabracancha3Documento10 páginasMETRADOS Desague Cabracancha3Roxana Edth Ramirez LumeAún no hay calificaciones
- Lista Bicicletas PDFDocumento133 páginasLista Bicicletas PDFJuan David LopezAún no hay calificaciones
- Cronograma de LiquidacionDocumento30 páginasCronograma de LiquidacionYhonny Arce RomeroAún no hay calificaciones
- Pernos y TornillosDocumento40 páginasPernos y TornillosdenarAún no hay calificaciones
- Acu ArquitecturaDocumento26 páginasAcu ArquitecturaDanielBeltranDumasAún no hay calificaciones
- (Modelo) RequedimientoDocumento61 páginas(Modelo) RequedimientoJuan VargasAún no hay calificaciones
- Proyecto Gallo MampoDocumento37 páginasProyecto Gallo MampoCarlos Delfin RodriguezAún no hay calificaciones
- Cálculo de Bloques y Mortero en ParedesDocumento6 páginasCálculo de Bloques y Mortero en ParedesDionicio Mendez GomezAún no hay calificaciones
- Ficha Tecnica Argos Cemento Uso Mamposteria PDFDocumento4 páginasFicha Tecnica Argos Cemento Uso Mamposteria PDFmarta guerreroAún no hay calificaciones
- Anexo 4 Edt Bloque Existente PDFDocumento1 páginaAnexo 4 Edt Bloque Existente PDFCalidad UT MyC 2018Aún no hay calificaciones
- Polimeros 2Documento13 páginasPolimeros 2KARLA IVONNE TORRES PEREYRAAún no hay calificaciones
- Presupuesto, Apus PDFDocumento837 páginasPresupuesto, Apus PDFSantiago GutierrezAún no hay calificaciones
- Materiales para Tubos de Aguas SubterráneasDocumento5 páginasMateriales para Tubos de Aguas SubterráneasAndres GallegosAún no hay calificaciones
- Red Interna de DistribucionDocumento5 páginasRed Interna de DistribucionAnny CondoriAún no hay calificaciones
- Dosificacion Metodo ACI 211Documento11 páginasDosificacion Metodo ACI 211Rene Paricagua CutipaAún no hay calificaciones
- 010 Detalles ConstructivosDocumento1 página010 Detalles Constructivoslucy paco vilcaAún no hay calificaciones
- Catalogopozos PREFABRICADOSDocumento6 páginasCatalogopozos PREFABRICADOSosvaldoAún no hay calificaciones
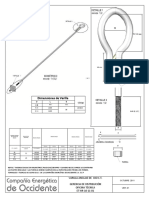
- Plano Varilla de AnclajeDocumento1 páginaPlano Varilla de AnclajeCamilo RiosAún no hay calificaciones
- Metales y No MetalesDocumento4 páginasMetales y No MetalesCRISTINA RODRIGUEZAún no hay calificaciones