También podría gustarte
- Fusión Flash InformeDocumento4 páginasFusión Flash InformeFelipe Muñoz MuñozAún no hay calificaciones
- Curso de Pruebas MetalúrgicasDocumento2 páginasCurso de Pruebas MetalúrgicasJose EcAún no hay calificaciones
- Flotacion UPN Con Ejercicio ResueltoDocumento22 páginasFlotacion UPN Con Ejercicio ResueltoMafer RamírezAún no hay calificaciones
- METALÚRGIA EXTRACTIVA DEL COBRE (Pirometalúrgia e Hidrometalúrgia) Julio Alberto Aguilar SchaferDocumento70 páginasMETALÚRGIA EXTRACTIVA DEL COBRE (Pirometalúrgia e Hidrometalúrgia) Julio Alberto Aguilar SchaferFernando NatividadAún no hay calificaciones
- Guía N°1 PirometalurgiaDocumento3 páginasGuía N°1 PirometalurgiacamiloAún no hay calificaciones
- Cementación Del CobreDocumento8 páginasCementación Del CobreMiguel Angel MontoyaAún no hay calificaciones
- Reactor Noran00000000000000000000Documento11 páginasReactor Noran00000000000000000000alejandroAún no hay calificaciones
- Lixiviacion FinalDocumento22 páginasLixiviacion FinalCristel Zuniga ZapataAún no hay calificaciones
- Preguntas de HidrometalurgiaDocumento7 páginasPreguntas de HidrometalurgiaCadelaguAún no hay calificaciones
- Votorantim SaDocumento14 páginasVotorantim SaElisvan Pauccarmayta Alvarez100% (1)
- Fusion en Baño CTDocumento40 páginasFusion en Baño CTRodrigo AlcainoAún no hay calificaciones
- Horno FlashDocumento9 páginasHorno FlashRodrigo Gonzalez Orellana100% (1)
- ANGRA Cálculo D80Documento6 páginasANGRA Cálculo D80Indira Yactayo TiconaAún no hay calificaciones
- Laboratorio N°3 Humedad y Peso EspesificoDocumento6 páginasLaboratorio N°3 Humedad y Peso EspesificoEstephany Milagros Apaza OrtizAún no hay calificaciones
- RCA Potrerillos PDFDocumento42 páginasRCA Potrerillos PDFLouis BujandaAún no hay calificaciones
- Informe de Practicas VOLCANDocumento8 páginasInforme de Practicas VOLCANChristian TjAún no hay calificaciones
- Cinética de Lixiviacion-2019Documento15 páginasCinética de Lixiviacion-2019Marcos Orlando Calla CondoriAún no hay calificaciones
- Principios Teoricos y Practicos Tostacion Concentrados ZincDocumento14 páginasPrincipios Teoricos y Practicos Tostacion Concentrados ZincJaime Olazo MolloAún no hay calificaciones
- Tecnología FlashDocumento9 páginasTecnología FlashJonatahn Cortes CortesAún no hay calificaciones
- Laboratorio 11Documento4 páginasLaboratorio 11FERNANDO PARODI VALENCIAAún no hay calificaciones
- Clasificador de EspiralDocumento8 páginasClasificador de EspiralPatricio Andres Ortiz Zamora100% (2)
- Empresa Minera San GeronimoDocumento8 páginasEmpresa Minera San GeronimoLuis Enrique Rodriguez ToranzoAún no hay calificaciones
- Flotacion de Sulfuros de CobreDocumento7 páginasFlotacion de Sulfuros de CobreAdolf IllanesAún no hay calificaciones
- Manual de Lixiviacion de OroDocumento7 páginasManual de Lixiviacion de OroIta Bar RoAún no hay calificaciones
- E I A SD Del Proyecto Apumayo FINALDocumento40 páginasE I A SD Del Proyecto Apumayo FINALbacilioAún no hay calificaciones
- Examen Parcial-Siderurgia-Ibazeta Villarreal Kioshi JoelDocumento11 páginasExamen Parcial-Siderurgia-Ibazeta Villarreal Kioshi JoelJoel Ibazeta VillarrealAún no hay calificaciones
- Informacion de Yeso y Graficos de La Produccion Del YesoDocumento34 páginasInformacion de Yeso y Graficos de La Produccion Del YesoJordao Victor Lopez Huillca100% (1)
- Depresor de Sulfuros de FeDocumento5 páginasDepresor de Sulfuros de FeElmer QueaAún no hay calificaciones
- Informe 3 de ElectroDocumento8 páginasInforme 3 de ElectropaulinaAún no hay calificaciones
- Proceso CorexDocumento32 páginasProceso CorexMoises Cusiquispe Hancco75% (4)
- Construcción y Uso Del Diagrama de McCabeDocumento4 páginasConstrucción y Uso Del Diagrama de McCabeDianitaa RodriguezAún no hay calificaciones
- Tostación Sulfatante PDFDocumento3 páginasTostación Sulfatante PDFAngélica RincónAún no hay calificaciones
- Proceso de Minerales OxidadosDocumento31 páginasProceso de Minerales OxidadosdiscotopAún no hay calificaciones
- Cemento ClinkerDocumento8 páginasCemento ClinkerJustin FoxAún no hay calificaciones
- PIRO III A. Zenteno Horno de Lecho FDocumento13 páginasPIRO III A. Zenteno Horno de Lecho FAlvaro Arando GarciaAún no hay calificaciones
- Tostación y Fusión de Concentrados Sulfurados de CobreDocumento19 páginasTostación y Fusión de Concentrados Sulfurados de CobrePaul Lazo VicenteAún no hay calificaciones
- Hidrometalurgia Del Oro y La PlataDocumento2 páginasHidrometalurgia Del Oro y La PlataRodrigo Chauca LópezAún no hay calificaciones
- Calculo Del Precio de CobreDocumento10 páginasCalculo Del Precio de CobreCarlos Nunez Estrada100% (1)
- Curso EwDocumento23 páginasCurso Ewjeff enriquezAún no hay calificaciones
- Trabajo Monografico - Lixiviacion de LitioDocumento50 páginasTrabajo Monografico - Lixiviacion de LitioWILDER NUÑUVERO ARCOSAún no hay calificaciones
- Leon Apaza Orlando RudyDocumento30 páginasLeon Apaza Orlando RudyLuis Mijael ChambiAún no hay calificaciones
- A. Alvarez (Articulo Piritas Au)Documento14 páginasA. Alvarez (Articulo Piritas Au)Armando AlvarezAún no hay calificaciones
- Amalgamacion ProcesoDocumento10 páginasAmalgamacion ProcesoLuis Alberto Sanchez ArchilaAún no hay calificaciones
- Producción de SilicioDocumento5 páginasProducción de SilicioLuis Andres Añazco toroAún no hay calificaciones
- 13 - Sem 5 - S05.s1-El Convertidor LD (BOF)Documento15 páginas13 - Sem 5 - S05.s1-El Convertidor LD (BOF)Juve Nifla100% (1)
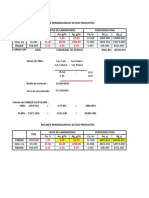
- Balance MetalúrgicoDocumento8 páginasBalance MetalúrgicoCrezpo YzAún no hay calificaciones
- Examen Final Adm 2020-1.Documento5 páginasExamen Final Adm 2020-1.Bryson Daniel Gutierrez RafaelAún no hay calificaciones
- Cinetica de Tostacion de La MolibdenitaDocumento76 páginasCinetica de Tostacion de La MolibdenitaYeseniaMezCarAún no hay calificaciones
- Hidrometalurgia Del Zinc-Antonio MoyaDocumento16 páginasHidrometalurgia Del Zinc-Antonio MoyaAntonio Moya SanchezAún no hay calificaciones
- Presentación Lixiviación BateasDocumento20 páginasPresentación Lixiviación BateasMatias LiraAún no hay calificaciones
- Clasificacion de Particulas FinalDocumento39 páginasClasificacion de Particulas FinalFranz CaliAún no hay calificaciones
- Manual Proceso de ElectroobtencionDocumento42 páginasManual Proceso de ElectroobtencionAlexander Opazo PérezAún no hay calificaciones
- Fundicion de Zinc PDFDocumento76 páginasFundicion de Zinc PDFMagna Arckanjhelo GabrielAún no hay calificaciones
- Cementación de CobreDocumento3 páginasCementación de CobreJhon Miguel Mestas Bejar100% (2)
- Proceso de Tostacion y FusionDocumento12 páginasProceso de Tostacion y FusionMilton HuamanchoqueAún no hay calificaciones
- Act 10 PiroDocumento5 páginasAct 10 PiroMariaguadalupe ContrerasAún no hay calificaciones
- Conversion CuDocumento14 páginasConversion CuRodrigo DavidAún no hay calificaciones
- Tecnologías de Fusión Del HierroDocumento7 páginasTecnologías de Fusión Del HierroomairysAún no hay calificaciones
- PirometalurgiaDocumento56 páginasPirometalurgiaWalter Andres Plaza LuceroAún no hay calificaciones
- Procesos de Tostación de Cobre y Plomo - Grupo 1Documento15 páginasProcesos de Tostación de Cobre y Plomo - Grupo 1Paulo F.Q.Aún no hay calificaciones
- BOLTEX2Documento7 páginasBOLTEX2feñamenAún no hay calificaciones
- Hidrometalurgia 2Documento38 páginasHidrometalurgia 2feñamen100% (1)
- FrirockDocumento3 páginasFrirockfeñamenAún no hay calificaciones
- Evaluación Económica Proyecto MineroDocumento7 páginasEvaluación Económica Proyecto MinerofeñamenAún no hay calificaciones
- Curso Modulo 1Documento21 páginasCurso Modulo 1feñamenAún no hay calificaciones
- ElectrometalurgiaDocumento15 páginasElectrometalurgiafeñamenAún no hay calificaciones
- Índice de Carga PuntualDocumento2 páginasÍndice de Carga PuntualfeñamenAún no hay calificaciones
- Cap 3Documento14 páginasCap 3feñamenAún no hay calificaciones
- Modulo 2 Visual BasicDocumento20 páginasModulo 2 Visual BasicfeñamenAún no hay calificaciones
- Pernos de Anclaje HydraboltDocumento15 páginasPernos de Anclaje HydraboltfeñamenAún no hay calificaciones
- Pruebas de Arranque Pernos HelicoidalesDocumento3 páginasPruebas de Arranque Pernos HelicoidalesfeñamenAún no hay calificaciones
- Clasificación Bieniawski 89Documento10 páginasClasificación Bieniawski 89feñamenAún no hay calificaciones
- Evaluacion de Parametros Materiales de Fractura en Roca Intacta PDFDocumento210 páginasEvaluacion de Parametros Materiales de Fractura en Roca Intacta PDFfeñamen100% (1)
- Pernos de Anclaje Hydrabolt PDFDocumento15 páginasPernos de Anclaje Hydrabolt PDFfeñamenAún no hay calificaciones
- Pernos de Anclaje HydraboltDocumento15 páginasPernos de Anclaje HydraboltfeñamenAún no hay calificaciones
- CuestionarioDocumento2 páginasCuestionarioGerardoDanielVelasquezArgomedoAún no hay calificaciones
- Agregados para El Concreto GrupoDocumento31 páginasAgregados para El Concreto Grupoandres felipe mendez guerreroAún no hay calificaciones
- Dureza Del AguaDocumento14 páginasDureza Del AguaRodrigo RicoAún no hay calificaciones
- Riboflavina JuanDocumento6 páginasRiboflavina JuanJuan ParraAún no hay calificaciones
- Mansilla - Arturo - Práctica 7Documento8 páginasMansilla - Arturo - Práctica 7Arturo Mansilla JordanAún no hay calificaciones
- Hoja de Seguridad ClorogelDocumento5 páginasHoja de Seguridad Clorogelalejandro.acciona.leonAún no hay calificaciones
- Trabajo Grupal de Asistencia Al Usuario QuirurgicoDocumento41 páginasTrabajo Grupal de Asistencia Al Usuario QuirurgicoLuz LeonardoAún no hay calificaciones
- Precios Unitarios Enero IDU2006Documento16 páginasPrecios Unitarios Enero IDU2006dianacorreavAún no hay calificaciones
- Tabla Comparativa de Vías MetabólicasDocumento3 páginasTabla Comparativa de Vías MetabólicasEl panita MiguelAún no hay calificaciones
- OKS Ex-Katalog ES 1901 RZ View PDFDocumento52 páginasOKS Ex-Katalog ES 1901 RZ View PDFCarlos Juan TipanluisaAún no hay calificaciones
- Química-3unid-3robc-Tecmonseñor Lepnidas ProañoDocumento24 páginasQuímica-3unid-3robc-Tecmonseñor Lepnidas ProañoLuis Alberto Gualoto VicuñaAún no hay calificaciones
- Materia VivienteDocumento15 páginasMateria VivienteKaren IdkAún no hay calificaciones
- Informe Cinética QuímicaDocumento12 páginasInforme Cinética QuímicaYessenia Melissa Figueroa Tomas0% (1)
- Origen de La VidaDocumento7 páginasOrigen de La VidaOmar GalvezAún no hay calificaciones
- Cuestionario Cromatografia PDFDocumento3 páginasCuestionario Cromatografia PDFBlanca LechugaAún no hay calificaciones
- Monografia de Fenoles NaturalesDocumento16 páginasMonografia de Fenoles NaturalescatfrancisAún no hay calificaciones
- Fisiologia de PlantasDocumento577 páginasFisiologia de PlantasVidal GuidoAún no hay calificaciones
- FUNDAMENTOS DE ELECTROQuiMICADocumento5 páginasFUNDAMENTOS DE ELECTROQuiMICAEmma RodriguezAún no hay calificaciones
- Amalgamador Milenum 2000Documento5 páginasAmalgamador Milenum 2000INDU AGRARIAAún no hay calificaciones
- Formulario de Mecanica de Suelos IDocumento5 páginasFormulario de Mecanica de Suelos IJ Jaans Cárdenas ValverdeAún no hay calificaciones
- INFORME QI PHDocumento2 páginasINFORME QI PHSANTIAGO SANCHEZ BRAVO ESTUDIANTE ACTIVOAún no hay calificaciones
- Guia N°2 Química 2°medioDocumento3 páginasGuia N°2 Química 2°medioric3104Aún no hay calificaciones
- Ivana 1Documento2 páginasIvana 1Jellyan ContrerasAún no hay calificaciones
- Practica 1 - Destilacion Simple - Equipo 4Documento21 páginasPractica 1 - Destilacion Simple - Equipo 4Marco PantaleonAún no hay calificaciones
- Reporte de Practica LAQIDocumento9 páginasReporte de Practica LAQIErick CastellanosAún no hay calificaciones
- Cromatografia de RepartoDocumento9 páginasCromatografia de RepartomayrexxAún no hay calificaciones
- Por Qué El Agua de Mar Es SaladaDocumento1 páginaPor Qué El Agua de Mar Es SaladaComercio EmpresaAún no hay calificaciones
- Flexi AcoustikDocumento2 páginasFlexi AcoustikIsrael EspinoAún no hay calificaciones
- Adhesivo Lozetas Pisos Baja Absorsion Sika Ceram BaDocumento3 páginasAdhesivo Lozetas Pisos Baja Absorsion Sika Ceram BaJonathan TolentinoAún no hay calificaciones
- Act - 1linea Del TiempoDocumento1 páginaAct - 1linea Del TiempoPedro Francisco0% (1)