También podría gustarte
- Vinaza TratamientoDocumento11 páginasVinaza TratamientoJuliPalacios100% (1)
- OkDocumento173 páginasOkJonatan Andrés ZapataAún no hay calificaciones
- Tratamiento anaeróbico de vinazasDocumento37 páginasTratamiento anaeróbico de vinazasHugo RoqueAún no hay calificaciones
- Cap. 12. Costos de Procesamiento de La Papa Diploide (Solanum Phureja Juz. Et Buk) y El Potencial de Sus Productos en Mercados InternacionalesDocumento13 páginasCap. 12. Costos de Procesamiento de La Papa Diploide (Solanum Phureja Juz. Et Buk) y El Potencial de Sus Productos en Mercados InternacionalesMagdalenaAún no hay calificaciones
- TESISDocumento254 páginasTESISmary_pacasAún no hay calificaciones
- Silos PDFDocumento62 páginasSilos PDFCleber Hugo BertinoAún no hay calificaciones
- Determinación de La Concentración de Fosfato Por Un Método Colorimétrico en El Jugo de Caña de AzúcarDocumento100 páginasDeterminación de La Concentración de Fosfato Por Un Método Colorimétrico en El Jugo de Caña de AzúcarBenjamin BnAún no hay calificaciones
- Uso Del Agua en La Industria Azucarera PDFDocumento198 páginasUso Del Agua en La Industria Azucarera PDFMarytaC.MirandaAún no hay calificaciones
- Producción de Azúcar y AlcoholDocumento24 páginasProducción de Azúcar y AlcoholRaul TrujilloAún no hay calificaciones
- Establecimientos 2011Documento16 páginasEstablecimientos 2011Analia BachirAún no hay calificaciones
- Opciones para Desechar Las Placas Petrifilm™ para Monitoreo de Listeria en Ambientes 3M™Documento1 páginaOpciones para Desechar Las Placas Petrifilm™ para Monitoreo de Listeria en Ambientes 3M™api-3697331Aún no hay calificaciones
- Aplicación del HACCP en la elaboración de bizcochueloDocumento16 páginasAplicación del HACCP en la elaboración de bizcochueloeberAún no hay calificaciones
- Alternativas de Tratamiento de Vinazas, Experiencias Nacionales e InternacionalesDocumento12 páginasAlternativas de Tratamiento de Vinazas, Experiencias Nacionales e InternacionalesDANIEL CARBALLOAún no hay calificaciones
- Envejecimiento Del ArrozDocumento6 páginasEnvejecimiento Del ArrozNatalia CalderónAún no hay calificaciones
- Escalamiento SidraDocumento6 páginasEscalamiento Sidra___ASCEAún no hay calificaciones
- Anderson Cruz - CV1 PDFDocumento16 páginasAnderson Cruz - CV1 PDFJorge VelásquezAún no hay calificaciones
- 4Documento17 páginas4Maycol Lázaro Chochoca LeónAún no hay calificaciones
- Proyecto Planta PilotoDocumento28 páginasProyecto Planta PilotoyeslinAún no hay calificaciones
- C 7 Escalamiento 2011Documento23 páginasC 7 Escalamiento 2011Ferbook FechocolateAún no hay calificaciones
- Tesis Digestibilidad y Aporte Nutricional de Quesillo Lacteo, Concentrado de Garbanzo y Papa para La Alimentacion Infantil - García RojasDocumento62 páginasTesis Digestibilidad y Aporte Nutricional de Quesillo Lacteo, Concentrado de Garbanzo y Papa para La Alimentacion Infantil - García RojasMarco Antonio Mugruza Vassallo0% (1)
- Plande Muestreo JJDocumento33 páginasPlande Muestreo JJJesus Antonio Vaga AcuñaAún no hay calificaciones
- Mohos y Levaduras PDFDocumento11 páginasMohos y Levaduras PDFMaria Jose Paredes CherrezAún no hay calificaciones
- Manual Residuos Hospitalarios HOMIDocumento33 páginasManual Residuos Hospitalarios HOMIAngello Reyes Espiritu100% (1)
- Iso 9001 2015Documento31 páginasIso 9001 2015anamrg2434Aún no hay calificaciones
- Diseno de Plantas de AlimentosDocumento50 páginasDiseno de Plantas de AlimentosMarilin Claudia Munoz100% (1)
- NC 585Documento23 páginasNC 585taniamariaguzman_3530% (1)
- Manual de BPM V-01Documento53 páginasManual de BPM V-01Mariela Martínez BelupuAún no hay calificaciones
- Conserva de Pava FINALDocumento20 páginasConserva de Pava FINALWilliam Vargas Castro100% (1)
- Arroz FortificadoDocumento42 páginasArroz FortificadoNinoska EspinozaAún no hay calificaciones
- Sga Josymar PDFDocumento138 páginasSga Josymar PDFLisseth MilagrosAún no hay calificaciones
- ALFALFADocumento238 páginasALFALFAJona VillacorteAún no hay calificaciones
- Permeabilidad de Peliculas PlasticasDocumento9 páginasPermeabilidad de Peliculas PlasticasJeydi TelloAún no hay calificaciones
- D6 - ERRORES EN DISEÑO DE LODOS ACTIVADOS - Hidalgo Andrés PDFDocumento3 páginasD6 - ERRORES EN DISEÑO DE LODOS ACTIVADOS - Hidalgo Andrés PDFAndrea Del Rosario MaldonadoAún no hay calificaciones
- Sistema de Clarificación Del Jugo de CañaDocumento5 páginasSistema de Clarificación Del Jugo de CañaJuanPabloRuanoMartinezAún no hay calificaciones
- Curcuma en PolvoDocumento15 páginasCurcuma en PolvoSergio Alberto Rubio Huaman100% (1)
- TESIS-Parametros Fisicoquimicos y Microbiologicos de Agua PotableDocumento150 páginasTESIS-Parametros Fisicoquimicos y Microbiologicos de Agua PotableMeinardo Bautista RuizAún no hay calificaciones
- Silica Gel Azul - MsdsDocumento5 páginasSilica Gel Azul - MsdsLuigi OfmAún no hay calificaciones
- Vida útil de mayonesa mediante pruebas aceleradasDocumento9 páginasVida útil de mayonesa mediante pruebas aceleradasXiomara Holguín VillajuanAún no hay calificaciones
- PPP BPM Angelina RealizandoDocumento21 páginasPPP BPM Angelina RealizandoAndriu Valdizan EspinozaAún no hay calificaciones
- Tramites Administrativos Alumnos FipaDocumento9 páginasTramites Administrativos Alumnos FipaYackeline Sales DavilaAún no hay calificaciones
- ECUADOR - Quinua SnackDocumento231 páginasECUADOR - Quinua Snackfranzdiaz7314100% (1)
- Determinacion de La Resistencia de Las Peliculas Plasticas PDFDocumento5 páginasDeterminacion de La Resistencia de Las Peliculas Plasticas PDFNAZARIOAún no hay calificaciones
- Diseno y Construccion Del Prototipo Maqueta de Los SilosDocumento20 páginasDiseno y Construccion Del Prototipo Maqueta de Los SilosFranco Mendoza Tenorio100% (1)
- Diseño Del Programa de Limpieza y Desinfeccion para La Empresa Fruthort Frutas y HortalizasDocumento25 páginasDiseño Del Programa de Limpieza y Desinfeccion para La Empresa Fruthort Frutas y HortalizasBrigid Daniela Laverde DazaAún no hay calificaciones
- Normatividad de SalDocumento16 páginasNormatividad de SalCarolina RodriguesAún no hay calificaciones
- Diseño planta procesadora snacks soya-amarantoDocumento11 páginasDiseño planta procesadora snacks soya-amarantoEdith HuancaAún no hay calificaciones
- 3agroindustria & Negocios PDFDocumento51 páginas3agroindustria & Negocios PDFcesarAún no hay calificaciones
- 3 3 1 Descripción y Uso ESPARRAGO EN CONSERVASDocumento3 páginas3 3 1 Descripción y Uso ESPARRAGO EN CONSERVASAnita Ysabel Espinoza NamucheAún no hay calificaciones
- BRUKER - Control de Proceso Optimizado Por Analisis Cuantitativo Del ClinkerDocumento38 páginasBRUKER - Control de Proceso Optimizado Por Analisis Cuantitativo Del ClinkerAbad JoseAún no hay calificaciones
- Contaminación Del HuevoDocumento13 páginasContaminación Del HuevoAlexander Esquivel GuevaraAún no hay calificaciones
- Propuesta de Norma Tecnica para La Panela Granulada y Proceso para Su Elaboracion y AprobacionDocumento162 páginasPropuesta de Norma Tecnica para La Panela Granulada y Proceso para Su Elaboracion y Aprobacionalejandragdo26100% (1)
- Diseno de Planta CurtiembreDocumento41 páginasDiseno de Planta CurtiembreyosselinAún no hay calificaciones
- Aplicaciones de Envase MejoradoDocumento26 páginasAplicaciones de Envase MejoradoYuri Cañabi CongoraAún no hay calificaciones
- Normas Codex Grasas y AceitesDocumento73 páginasNormas Codex Grasas y AceitesFreddy Alexander Horna MorilloAún no hay calificaciones
- Luis Santi - Umrpsfxch - Control de Calidad Fabrica de Jamon Cocido PDFDocumento39 páginasLuis Santi - Umrpsfxch - Control de Calidad Fabrica de Jamon Cocido PDFLuisSantiAún no hay calificaciones
- Empleo de Bactericidas para Controlar La Inversión de La Sacarosa en El Jugo de CañaDocumento123 páginasEmpleo de Bactericidas para Controlar La Inversión de La Sacarosa en El Jugo de CañaVicerrectorado de InvestigaciónAún no hay calificaciones
- Estudio de Riesgos Operacionales TIPO HAZOP PDFDocumento10 páginasEstudio de Riesgos Operacionales TIPO HAZOP PDFJavierMezaMezaAún no hay calificaciones
- Puesta en Marcha y Entrega de Plantas Químicas y Petroleras (II)Documento12 páginasPuesta en Marcha y Entrega de Plantas Químicas y Petroleras (II)Robert MontoyaAún no hay calificaciones
- Articulo-Traducido (2 Paginas)Documento3 páginasArticulo-Traducido (2 Paginas)GOo QuéAún no hay calificaciones
- Antología de Ingeniería de Procesos ApuntesDocumento8 páginasAntología de Ingeniería de Procesos ApunteslizetteAún no hay calificaciones
- 4 Estadistica Mayo 2021 C.E.I Celina de FuentesDocumento15 páginas4 Estadistica Mayo 2021 C.E.I Celina de FuentesDouglas GuilarteAún no hay calificaciones
- Protocolo de KyotoDocumento25 páginasProtocolo de KyotoAlejandro Gimelli100% (1)
- Marco Legal Ambiente Vigente NORMAS TECN.Documento39 páginasMarco Legal Ambiente Vigente NORMAS TECN.Douglas GuilarteAún no hay calificaciones
- Adecuacion Mayo 2021 C.E.I Celina de FuentesDocumento69 páginasAdecuacion Mayo 2021 C.E.I Celina de FuentesDouglas GuilarteAún no hay calificaciones
- Presentación Metodología Grupo 3 Fundamentación Teórica de La InvestigaciónDocumento8 páginasPresentación Metodología Grupo 3 Fundamentación Teórica de La InvestigaciónDouglas GuilarteAún no hay calificaciones
- Contaminación Por Proceso de Extracción de Hidrocarburos GaseososDocumento6 páginasContaminación Por Proceso de Extracción de Hidrocarburos GaseososDouglas GuilarteAún no hay calificaciones
- Aplicacion de Esquemas de Control Avanzados en ElDocumento8 páginasAplicacion de Esquemas de Control Avanzados en ElDouglas GuilarteAún no hay calificaciones
- Consideraciones Sobre El AprovechamientoDocumento31 páginasConsideraciones Sobre El AprovechamientoIng Jhoana CarvajalAún no hay calificaciones
- PETROLEODocumento31 páginasPETROLEOeriannysAún no hay calificaciones
- Consideraciones, Fase de Exploracion y Explotación RubenDocumento14 páginasConsideraciones, Fase de Exploracion y Explotación RubenDouglas GuilarteAún no hay calificaciones
- Consideraciones, Fase de Exploracion y Explotación RubenDocumento14 páginasConsideraciones, Fase de Exploracion y Explotación RubenDouglas GuilarteAún no hay calificaciones
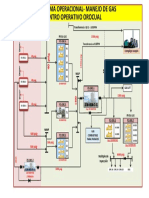
- Esquema Proceso Planta OrocualDocumento1 páginaEsquema Proceso Planta OrocualDouglas GuilarteAún no hay calificaciones
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Política ambiental VenezuelaDocumento56 páginasPolítica ambiental VenezuelaDouglas Guilarte100% (1)
- Análisis de la Ley Orgánica de Hidrocarburos VenezuelaDocumento7 páginasAnálisis de la Ley Orgánica de Hidrocarburos VenezuelaDouglas GuilarteAún no hay calificaciones
- Contaminación Por Proceso de Extracción de Hidrocarburos GaseososDocumento6 páginasContaminación Por Proceso de Extracción de Hidrocarburos GaseososDouglas GuilarteAún no hay calificaciones
- Marco Legal Ambiente Vigente NORMAS TECN.Documento39 páginasMarco Legal Ambiente Vigente NORMAS TECN.Douglas GuilarteAún no hay calificaciones
- Protocolo de KyotoDocumento25 páginasProtocolo de KyotoAlejandro Gimelli100% (1)
- Tema1 Flujo InternoDocumento72 páginasTema1 Flujo InternoMD BernarAún no hay calificaciones
- Política ambiental VenezuelaDocumento56 páginasPolítica ambiental VenezuelaDouglas Guilarte100% (1)
- Análisis de la Ley Orgánica de Hidrocarburos VenezuelaDocumento7 páginasAnálisis de la Ley Orgánica de Hidrocarburos VenezuelaDouglas GuilarteAún no hay calificaciones
- Aceite Usado Como CombustibleDocumento10 páginasAceite Usado Como CombustibleAlvaro2882Aún no hay calificaciones
- Productividad de Pozos Cap 1Documento32 páginasProductividad de Pozos Cap 1CELINA FUENTESAún no hay calificaciones
- Analisis de Varianza 2012 PDFDocumento54 páginasAnalisis de Varianza 2012 PDFalex_msx13Aún no hay calificaciones
- Copia de Reporte Diario Orc 20-04-2020Documento19 páginasCopia de Reporte Diario Orc 20-04-2020Douglas GuilarteAún no hay calificaciones
- Riesgos Ambientales Aunados A La Explotacion de HidrocarburosDocumento62 páginasRiesgos Ambientales Aunados A La Explotacion de HidrocarburosDouglas GuilarteAún no hay calificaciones
- Cadena de Valor Del Gas NaturalDocumento7 páginasCadena de Valor Del Gas NaturalDouglas GuilarteAún no hay calificaciones
- Aceite Usado Como CombustibleDocumento10 páginasAceite Usado Como CombustibleAlvaro2882Aún no hay calificaciones
- Cap4. Equilibrio Líquido-VaporDocumento39 páginasCap4. Equilibrio Líquido-VaporSara CristinaAún no hay calificaciones
- Física 1 Actividades Recuperatorio DinamicaDocumento4 páginasFísica 1 Actividades Recuperatorio DinamicaEricAún no hay calificaciones
- Volumen 6 Diseno en Ingenieria Quimica Serie Ingenieria Quimica Coulson RichardsonDocumento2 páginasVolumen 6 Diseno en Ingenieria Quimica Serie Ingenieria Quimica Coulson RichardsonMarcelo GuarachiAún no hay calificaciones
- 1.3 Diseño de AlgoritmosDocumento16 páginas1.3 Diseño de AlgoritmosMaha LopezAún no hay calificaciones
- Luis F. Molina, arquitecto pionero de CuliacánDocumento4 páginasLuis F. Molina, arquitecto pionero de CuliacánJaneth ZM100% (1)
- 0235 Sensor D Nivel de AguaDocumento2 páginas0235 Sensor D Nivel de AguaLuis Manuel SaavedraAún no hay calificaciones
- Diseño de Barraje FijoDocumento18 páginasDiseño de Barraje FijoBryan Rivasplata Cordova100% (1)
- Viscosidad 3Documento14 páginasViscosidad 3Jenny Paredes VarelaAún no hay calificaciones
- Trabajos en Altura HSEDocumento48 páginasTrabajos en Altura HSEFY Manuelo ContrerasAún no hay calificaciones
- Rotomartillo 5j Sds Modelo Erh1500 UbermannDocumento30 páginasRotomartillo 5j Sds Modelo Erh1500 UbermannAntonio VAAún no hay calificaciones
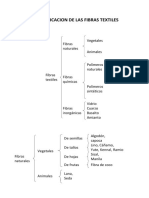
- 02 Fibras TextilesDocumento2 páginas02 Fibras TextilesjoselynAún no hay calificaciones
- BO BARDI, Lina "El Nuevo Trianon"Documento4 páginasBO BARDI, Lina "El Nuevo Trianon"Fiamma GiandanaAún no hay calificaciones
- Transformador FlybackDocumento3 páginasTransformador FlybackOscar Salinas100% (1)
- Ensayo de Traccion. Ensayo, Grafica, Formulas, Problemas.Documento32 páginasEnsayo de Traccion. Ensayo, Grafica, Formulas, Problemas.Javi LinaresAún no hay calificaciones
- Test Del Dibujo Del Reloj de ShulmanDocumento4 páginasTest Del Dibujo Del Reloj de ShulmanEsme RocioAún no hay calificaciones
- Análisis de dos bombas centrifugas en paraleloDocumento20 páginasAnálisis de dos bombas centrifugas en paraleloNikro OoAún no hay calificaciones
- Catalogo LVM PDFDocumento82 páginasCatalogo LVM PDFMaximiliano Ezequiel LopezAún no hay calificaciones
- Instalación de sistema de agua para riego en SeccllaDocumento10 páginasInstalación de sistema de agua para riego en SeccllaEdwin CondoriAún no hay calificaciones
- Informe 4 EctDocumento5 páginasInforme 4 EctedusuntasigAún no hay calificaciones
- Compañía Contractual Minera Candelaria PROYECTO N°: 2000-MIP-20-014 Proyecto: Ingeniería para El Traslado de S/E N°5 Mina Rajo Ingeniería de DetallesDocumento4 páginasCompañía Contractual Minera Candelaria PROYECTO N°: 2000-MIP-20-014 Proyecto: Ingeniería para El Traslado de S/E N°5 Mina Rajo Ingeniería de DetallesJuan Cristóbal Rivera PuellesAún no hay calificaciones
- Ejemplo de Cadenas en C#Documento5 páginasEjemplo de Cadenas en C#the123konAún no hay calificaciones
- Estudio Hidrologico de La Presa - CahuaDocumento38 páginasEstudio Hidrologico de La Presa - CahuaHenri Macedo GarcíaAún no hay calificaciones
- Aparatos SanitariosDocumento34 páginasAparatos SanitariospaulAún no hay calificaciones
- NAGRA3Documento4 páginasNAGRA3PABLOLUZURIAGAAún no hay calificaciones
- Amef 1tamales FinalDocumento16 páginasAmef 1tamales FinalDaniela NetzaAún no hay calificaciones
- Limadora: definición, partes y tiposDocumento12 páginasLimadora: definición, partes y tiposMatthew CalderonAún no hay calificaciones
- Hormigonera 7-9 m3: camión mezclador de hormigón HyundaiDocumento7 páginasHormigonera 7-9 m3: camión mezclador de hormigón Hyundaiparachute76Aún no hay calificaciones
- Conceptos básicos WordDocumento5 páginasConceptos básicos WordAlfredo Hur Calderón LeónAún no hay calificaciones
- Practica 1 B-DDocumento3 páginasPractica 1 B-Dbelen elguera gonzalezAún no hay calificaciones
- Actividad 2. Diagramando Con UMLDocumento2 páginasActividad 2. Diagramando Con UMLDon Omar Hunter ShadesAún no hay calificaciones
- 16.plano de Geomembrana-A2 PDFDocumento1 página16.plano de Geomembrana-A2 PDFjose luis pedraza sauñeAún no hay calificaciones