También podría gustarte
- Pedagogía Práctica, Wilfredo Calderón (Cap. 2 y 3)Documento21 páginasPedagogía Práctica, Wilfredo Calderón (Cap. 2 y 3)Sergio Tamayo56% (9)
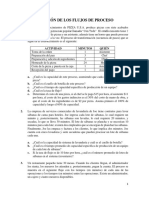
- Ejercicios Resueltos Administración de OperacionesDocumento6 páginasEjercicios Resueltos Administración de OperacionesMel100% (2)
- Deber ProblemasYPreguntas CapacidadDocumento8 páginasDeber ProblemasYPreguntas CapacidadIsrael Montalvo0% (1)
- Clasificación de Periodontitis Por EstadiosDocumento1 páginaClasificación de Periodontitis Por EstadiosVicky Gopinath Cevallos100% (1)
- Ejercicios Resueltos ProductividadDocumento4 páginasEjercicios Resueltos ProductividadGrace Sofía Delgado0% (2)
- Ejercicios ResueltosDocumento10 páginasEjercicios ResueltosSilvia Romero PadillaAún no hay calificaciones
- Taller Montecarlo 2020 - 1Documento2 páginasTaller Montecarlo 2020 - 1ROMARIO ANDRES MERCADO DAZA0% (1)
- Factor Maquinaria (Diseño de Planta)Documento17 páginasFactor Maquinaria (Diseño de Planta)YąyïsĄçêvëdöSèrrätoAún no hay calificaciones
- Problema 4 HT 1Documento3 páginasProblema 4 HT 1Marco Estuardo Solórzano Hernández0% (1)
- Ejercicio 1Documento4 páginasEjercicio 1Anita Polo RuizAún no hay calificaciones
- IO1-ITS El ManteDocumento55 páginasIO1-ITS El ManteHola NO SE100% (1)
- Calculo de Limites Ejercicios ResueltosDocumento8 páginasCalculo de Limites Ejercicios ResueltosthespeedfreakAún no hay calificaciones
- Prueba Unidad de Mando Mariposa j338Documento11 páginasPrueba Unidad de Mando Mariposa j338Luis ValeraAún no hay calificaciones
- Toyota 3TDocumento4 páginasToyota 3Tromeo83% (6)
- Selectividad de Dibujo (300 Problemas ResueltosDocumento173 páginasSelectividad de Dibujo (300 Problemas ResueltosIndalecio Díaz Martínez86% (7)
- DefensaProtecciónDocumento28 páginasDefensaProtecciónJose NavíoAún no hay calificaciones
- PDF Problemas de Capacidad Resueltos CompressDocumento4 páginasPDF Problemas de Capacidad Resueltos CompressLEYSSER ALEJANDRA MOLINA OSPINAAún no hay calificaciones
- Ejercicio 1.1 y 1.5.Documento2 páginasEjercicio 1.1 y 1.5.Fabricio Alexis Diaz GonzalesAún no hay calificaciones
- Cuellos de BotellaDocumento30 páginasCuellos de BotellaZulay Yesenia Ramírez León0% (1)
- Practica N 2222Documento6 páginasPractica N 2222Mafi SinceAún no hay calificaciones
- CLASE 5. Capacidad y UtilizacionDocumento20 páginasCLASE 5. Capacidad y UtilizacionCarla Radamez100% (2)
- Resolucion de Ejercicios de CapacidadDocumento1 páginaResolucion de Ejercicios de CapacidadMelvin ChaconAún no hay calificaciones
- Ejercicios Capacidad y Control de La ProduccionDocumento2 páginasEjercicios Capacidad y Control de La ProduccionValeria Sagastume50% (6)
- OPT y TOCDocumento8 páginasOPT y TOCGiovanni VitaleAún no hay calificaciones
- Calcular capacidad, utilización y eficiencia de producción en fábrica de papelDocumento1 páginaCalcular capacidad, utilización y eficiencia de producción en fábrica de papelDayra Y Rocha CalvaAún no hay calificaciones
- Practica #2 - Diagramas de ProcesoDocumento11 páginasPractica #2 - Diagramas de ProcesoJosué Fernando Cajchum CanAún no hay calificaciones
- Problemas JanineDocumento12 páginasProblemas JanineRichie' Zarate100% (1)
- Distribucion HibridaDocumento2 páginasDistribucion Hibridaotracuenta otracuentaAún no hay calificaciones
- Ejercicio CapacidadDocumento4 páginasEjercicio CapacidadPilarAún no hay calificaciones
- Ejercicios Medición Flujos ProcesosDocumento3 páginasEjercicios Medición Flujos ProcesosArianna IannuzzelliAún no hay calificaciones
- Ses.10 CAPACIDAD PDFDocumento55 páginasSes.10 CAPACIDAD PDFAlexandraVillaQuispeAún no hay calificaciones
- Taller Inventarios - PreDocumento6 páginasTaller Inventarios - PrecristianAún no hay calificaciones
- Ejercicios de La Sesión 28-06-2021Documento2 páginasEjercicios de La Sesión 28-06-2021Alan De Dios ReynadaAún no hay calificaciones
- PCP 5taDocumento9 páginasPCP 5taJuanMirandaAún no hay calificaciones
- Recuperatorio Practica 2020 2Documento2 páginasRecuperatorio Practica 2020 2María José Varios50% (2)
- Actividad N°1Documento8 páginasActividad N°1antonio santiago hermitañoAún no hay calificaciones
- Jurado de Opinion EjecutivoDocumento7 páginasJurado de Opinion Ejecutivocecilia natali lopez lopezAún no hay calificaciones
- PRACTICA 7.1 PAP - Nivelación Con Horas ExtrasDocumento6 páginasPRACTICA 7.1 PAP - Nivelación Con Horas ExtrasJesus Burgos HuancaAún no hay calificaciones
- Caso #2Documento6 páginasCaso #2Stefanny Teffy M CaballeroAún no hay calificaciones
- Cálculo del número de máquinas para producción de piezas mediante métodos A, B y CDocumento7 páginasCálculo del número de máquinas para producción de piezas mediante métodos A, B y CAntony Diego Atauje PachecoAún no hay calificaciones
- Ubicación de Instalaciones - FormatoDocumento13 páginasUbicación de Instalaciones - FormatoAndres OchoaAún no hay calificaciones
- 5.-Planeación AgregadaDocumento48 páginas5.-Planeación AgregadaJesse CookAún no hay calificaciones
- Balance línea método heurísticoDocumento3 páginasBalance línea método heurísticoDanny Zambrano BsçAún no hay calificaciones
- Ejercicios de ProductividadDocumento1 páginaEjercicios de ProductividadFervMssAún no hay calificaciones
- Costos y tiempos de producción de proyectosDocumento3 páginasCostos y tiempos de producción de proyectosTania CastroAún no hay calificaciones
- EJERCICIOS Cadenas de MarkovDocumento8 páginasEJERCICIOS Cadenas de MarkovJean Paul Badilla100% (1)
- Capacidad instalada y eficienciaDocumento7 páginasCapacidad instalada y eficienciaCrisley Avalos100% (1)
- Ejercicios Cap 5Documento11 páginasEjercicios Cap 5Juan Diego MoyaAún no hay calificaciones
- 1Documento53 páginas1Isael Marcos MatusAún no hay calificaciones
- BRICEÑO ZAVALETA KAREN ESTEFANNY - Trabajo Individaul - 3 Unidad - DTO MañanaDocumento4 páginasBRICEÑO ZAVALETA KAREN ESTEFANNY - Trabajo Individaul - 3 Unidad - DTO MañanaKaren Estefanny Briceño Zavaleta100% (1)
- EXAMEN PARCIAL DE ANÁLISIS CUANTITATIVO II 2020 - IIDocumento2 páginasEXAMEN PARCIAL DE ANÁLISIS CUANTITATIVO II 2020 - IIJhon Fernandez SalvadorAún no hay calificaciones
- ET3Documento7 páginasET3Deron Alfredo Ruiz PinedaAún no hay calificaciones
- Tarea 3 Procesos de ManufacturaDocumento8 páginasTarea 3 Procesos de ManufacturaCaucottignacio Caucott100% (1)
- Tarea Semana 05 VFDocumento3 páginasTarea Semana 05 VFJeremy E VegasAún no hay calificaciones
- Ing Metodos Ejercicios 1, 2 y 3Documento2 páginasIng Metodos Ejercicios 1, 2 y 3Ray AtocheAún no hay calificaciones
- Actividad #1Documento1 páginaActividad #1Margarita Rodriguez0% (1)
- Ejercicios de productividad y valor añadidoDocumento1 páginaEjercicios de productividad y valor añadidoboris velastegui sanchezAún no hay calificaciones
- Sesión 03 GP Mat Set.22Documento28 páginasSesión 03 GP Mat Set.22Mayte MichellyAún no hay calificaciones
- Invope Final PDFDocumento57 páginasInvope Final PDFIngrid Janeth Rojas LizardoAún no hay calificaciones
- Adminitracion y Restricciones EjerciciosDocumento4 páginasAdminitracion y Restricciones EjerciciosJhonathan UrbanoAún no hay calificaciones
- Ejercicios Extras de CapacidadDocumento5 páginasEjercicios Extras de CapacidadMauricio LlanoAún no hay calificaciones
- Ejercicios ProductividadDocumento2 páginasEjercicios ProductividadClauDio Condori VillaAún no hay calificaciones
- Regresión LinealDocumento2 páginasRegresión LinealDiana fernandez herreraAún no hay calificaciones
- Análisis de la capacidad de producción y cálculo de factoresDocumento11 páginasAnálisis de la capacidad de producción y cálculo de factoresBarbara BarrientosAún no hay calificaciones
- Taller Cadenas de Suministro Esbeltas y SustentablesDocumento5 páginasTaller Cadenas de Suministro Esbeltas y SustentablesmaironAún no hay calificaciones
- Actividad 2 Pregunta 3 y 4Documento3 páginasActividad 2 Pregunta 3 y 4Edwin Vilchez SolanoAún no hay calificaciones
- Preguntas y Ejercicios Capacidad Grupo 11Documento7 páginasPreguntas y Ejercicios Capacidad Grupo 11Alexis Gf100% (2)
- Ejercicios de Capacidad de Planta 1Documento9 páginasEjercicios de Capacidad de Planta 1Laura AguirreAún no hay calificaciones
- Consejo de AdministracionDocumento1 páginaConsejo de AdministracionJers MRiveroAún no hay calificaciones
- Frepap 1Documento2 páginasFrepap 1Jers MRiveroAún no hay calificaciones
- Tipos de Sociedades en PerúDocumento8 páginasTipos de Sociedades en PerúJers MRiveroAún no hay calificaciones
- Trabajo Derecho S. CivilDocumento14 páginasTrabajo Derecho S. CivilJers MRiveroAún no hay calificaciones
- InterbankDocumento25 páginasInterbankJers MRiveroAún no hay calificaciones
- Corrupción en La Gestión PúblicaDocumento14 páginasCorrupción en La Gestión PúblicaJers MRiveroAún no hay calificaciones
- Etica PDFDocumento1 páginaEtica PDFJers MRiveroAún no hay calificaciones
- 4290 Mapa de Peligros Plan de Usos Del Suelo Ante Desastres y Medidas de Mitigacion Ciudad de UrubambaDocumento281 páginas4290 Mapa de Peligros Plan de Usos Del Suelo Ante Desastres y Medidas de Mitigacion Ciudad de UrubambaRaquel MendozaAún no hay calificaciones
- El Dilema Ético Frente Al Coronavirus PDFDocumento1 páginaEl Dilema Ético Frente Al Coronavirus PDFJers MRiveroAún no hay calificaciones
- Mercado CompetidorDocumento11 páginasMercado CompetidorJers MRiveroAún no hay calificaciones
- El Dilema Ético Frente Al Coronavirus PDFDocumento1 páginaEl Dilema Ético Frente Al Coronavirus PDFJers MRiveroAún no hay calificaciones
- El Legado Irvin HerzbergDocumento9 páginasEl Legado Irvin HerzbergJorge VelezmoroAún no hay calificaciones
- Consentimiento Rla Postgrado PDFDocumento2 páginasConsentimiento Rla Postgrado PDFJers MRiveroAún no hay calificaciones
- El Dilema Ético Frente Al Coronavirus PDFDocumento1 páginaEl Dilema Ético Frente Al Coronavirus PDFJers MRiveroAún no hay calificaciones
- Encuesta sobre integración social y necesidades sociales: diseño muestralDocumento28 páginasEncuesta sobre integración social y necesidades sociales: diseño muestralJose Luis Rospigliosi PorrasAún no hay calificaciones
- Design Thinking Aplicado Al Marketing PDFDocumento1 páginaDesign Thinking Aplicado Al Marketing PDFJers MRiveroAún no hay calificaciones
- Libro Negro Empr PDFDocumento8 páginasLibro Negro Empr PDFJers MRiveroAún no hay calificaciones
- Revolucion IndustrialDocumento21 páginasRevolucion IndustrialLa Pe Ri CaAún no hay calificaciones
- InterbankDocumento25 páginasInterbankJers MRiveroAún no hay calificaciones
- Mercado CompetidorDocumento11 páginasMercado CompetidorJers MRiveroAún no hay calificaciones
- Comportamiento Organizacional - Robert DaileyDocumento65 páginasComportamiento Organizacional - Robert DaileyJuan Nobizelli Zottele100% (2)
- Libro Economia-Prehispanica. Vo. I. BCRP IEPDocumento445 páginasLibro Economia-Prehispanica. Vo. I. BCRP IEPHenry TantaleánAún no hay calificaciones
- Monografia Diseño OrganigramasDocumento17 páginasMonografia Diseño OrganigramasJers MRiveroAún no hay calificaciones
- Principales Obligaciones A Tener en Cuenta en Rentas de 3raDocumento1 páginaPrincipales Obligaciones A Tener en Cuenta en Rentas de 3raJers MRiveroAún no hay calificaciones
- MMMMMMMDocumento8 páginasMMMMMMMAnonymous FZNn6rBAún no hay calificaciones
- Heurística y Metodología de La CienciaDocumento11 páginasHeurística y Metodología de La CienciaJers MRiveroAún no hay calificaciones
- Investigación de Operaciones en AdministraciónDocumento549 páginasInvestigación de Operaciones en AdministraciónKarla VelázquezAún no hay calificaciones
- Reforzamiento Y Rehabilitacion de Estructuras en Hormigon Armado Y Acero Reforzamiento Y Rehabilitacion de Estructuras en Hormigon Armado Y AceroDocumento54 páginasReforzamiento Y Rehabilitacion de Estructuras en Hormigon Armado Y Acero Reforzamiento Y Rehabilitacion de Estructuras en Hormigon Armado Y AceroCristhian Alfonso Mandujano PérezAún no hay calificaciones
- Tema 10 y 11 Legislacion - CartagenaDocumento55 páginasTema 10 y 11 Legislacion - CartagenaVerónika Padilla T.Aún no hay calificaciones
- El Gran Libro de Los Ejercicios MH Cap11Documento6 páginasEl Gran Libro de Los Ejercicios MH Cap11Yisus Torres MAún no hay calificaciones
- Sony MHC Rg290Documento4 páginasSony MHC Rg290Sergio Tarcaya100% (2)
- Guía-Género-Lírico 1 MEDIOSDocumento10 páginasGuía-Género-Lírico 1 MEDIOSbarpiliAún no hay calificaciones
- Antropologia Del CuerpoDocumento11 páginasAntropologia Del CuerpoRobert RJ PadrinoAún no hay calificaciones
- Matriz Resumen Plan de Alistamiento IE Carlos Julio Torrado Peñaranda de AbregoDocumento3 páginasMatriz Resumen Plan de Alistamiento IE Carlos Julio Torrado Peñaranda de AbregoLaura Cristina SanchezAún no hay calificaciones
- Especificaciones Técnicas de Coberturas AluzinDocumento2 páginasEspecificaciones Técnicas de Coberturas AluzinJhonathanAún no hay calificaciones
- Bioinformática 2Documento10 páginasBioinformática 2Miguel Dominguez EugenioAún no hay calificaciones
- 1ro Discernir Las Alegrías DuraderasDocumento5 páginas1ro Discernir Las Alegrías DuraderasBovi2Aún no hay calificaciones
- Damara QDocumento7 páginasDamara Qdayana lobo100% (1)
- Semana Intro 1 - Segmentos y ÁngulosDocumento10 páginasSemana Intro 1 - Segmentos y ÁngulosJunior AlaniaAún no hay calificaciones
- Educar en El Contexto DigitalDocumento555 páginasEducar en El Contexto DigitalSandra Gomez FuentesAún no hay calificaciones
- Manual Del Maestro: Aldo Lavagnini (Magister)Documento108 páginasManual Del Maestro: Aldo Lavagnini (Magister)jnunez59Aún no hay calificaciones
- Manual Avellano EuropeoDocumento44 páginasManual Avellano EuropeoCristóbal Alberto Campos Muñoz100% (1)
- Elementos de La CamaraDocumento2 páginasElementos de La CamaraManolo LeónAún no hay calificaciones
- Abro Catalogo PDFDocumento48 páginasAbro Catalogo PDFAndresCorreaAún no hay calificaciones
- RCP AvanzadaDocumento53 páginasRCP AvanzadaMariaVegadePeñaAún no hay calificaciones
- Qué Es La Hora SantaDocumento5 páginasQué Es La Hora Santaart000777Aún no hay calificaciones
- CALIDADDocumento3 páginasCALIDADJosé Béjar VelattaAún no hay calificaciones
- Copia de Concesiones+MinerasDocumento65 páginasCopia de Concesiones+MinerasFrank MarcosAún no hay calificaciones
- Microcurrículo 2022-1 Física EléctricaDocumento3 páginasMicrocurrículo 2022-1 Física EléctricaHUGO MEDINA BAHAMONAún no hay calificaciones
- 5-Metodo NIOSHDocumento5 páginas5-Metodo NIOSHv_cerda86Aún no hay calificaciones