También podría gustarte
- Balances ProcesoDocumento71 páginasBalances ProcesoAle OMAún no hay calificaciones
- Diferencias Biodiesel ESDocumento13 páginasDiferencias Biodiesel ESDiego Andres Martinez ForeroAún no hay calificaciones
- Producción de Biodiésel A Partir de Aceite de Freír y Aceite de Palma MezclasDocumento11 páginasProducción de Biodiésel A Partir de Aceite de Freír y Aceite de Palma MezclasDiego BohórquezAún no hay calificaciones
- BiocombustiblesDocumento22 páginasBiocombustiblesGloria MaidanaAún no hay calificaciones
- Biodiesel PreguntasDocumento18 páginasBiodiesel PreguntasAngel Vargas ArizapanaAún no hay calificaciones
- Control de Calidad en La Produccion Del Bioetanol Seminario de Procesos 2013 PDFDocumento71 páginasControl de Calidad en La Produccion Del Bioetanol Seminario de Procesos 2013 PDFNataliaAún no hay calificaciones
- NormaDE - 100 - 04 - Biodiese Icontec PDFDocumento13 páginasNormaDE - 100 - 04 - Biodiese Icontec PDFpacho05Aún no hay calificaciones
- Problemas BiomasaDocumento6 páginasProblemas BiomasaAlesander PtcAún no hay calificaciones
- Energías Renovables Procedentes Del MarDocumento17 páginasEnergías Renovables Procedentes Del MarPedro GarciaAún no hay calificaciones
- MUER BIO BIO UA2 AAI Anexo1Documento5 páginasMUER BIO BIO UA2 AAI Anexo1Maria SalazarAún no hay calificaciones
- Desarrollo Del Downstream ProcessingDocumento4 páginasDesarrollo Del Downstream ProcessingFlorAyquiCuevaAún no hay calificaciones
- EjerciciosDocumento5 páginasEjerciciosFranciscoBarrancoLopez50% (2)
- Simulación de Una Planta de Producción de Dimetil Éter ComercialDocumento7 páginasSimulación de Una Planta de Producción de Dimetil Éter Comercialjeison arley galvan buelvasAún no hay calificaciones
- Obtencion de BiodieselDocumento9 páginasObtencion de BiodieselEloy LozanoAún no hay calificaciones
- Sistema de Separación Propilenglicol - GR 4 - EDocumento12 páginasSistema de Separación Propilenglicol - GR 4 - ElizethAún no hay calificaciones
- BioetanolDocumento63 páginasBioetanolMica Cap100% (1)
- Final Proyectos Biodiesel Biocombustible ComausDocumento82 páginasFinal Proyectos Biodiesel Biocombustible ComausAlbertSdf Portgas D. SaboAún no hay calificaciones
- Proceso de Produccion de Eter EtilicoDocumento69 páginasProceso de Produccion de Eter EtilicoJuan Jose LlamoccaAún no hay calificaciones
- Biodiésel A Partir de ACUDocumento4 páginasBiodiésel A Partir de ACUKaren GarciaAún no hay calificaciones
- Biocombustible A Partir de AlgasDocumento48 páginasBiocombustible A Partir de AlgasDiego Alfredo Zavala SolisAún no hay calificaciones
- Guía Oportunidades de NegocioDocumento90 páginasGuía Oportunidades de Negociomalgas2013Aún no hay calificaciones
- 0DCP001103 Ua2 Aai 2Documento4 páginas0DCP001103 Ua2 Aai 2Juan LozanoAún no hay calificaciones
- Practica de Laboratorio #1 Obtencion de Biodiesel A Partir de Aceites VegetalesDocumento7 páginasPractica de Laboratorio #1 Obtencion de Biodiesel A Partir de Aceites VegetalesJazmin SaldivarAún no hay calificaciones
- Producción de Biodiesel A Partir de Aceite de PalmaDocumento4 páginasProducción de Biodiesel A Partir de Aceite de PalmaDario Fernando Yepez Vela100% (1)
- Practica 1 - Obtencion de BiodieselDocumento6 páginasPractica 1 - Obtencion de BiodieselAlejandro MoscosoAún no hay calificaciones
- Estructura de Consumo Energia Primaria AlemaniaDocumento5 páginasEstructura de Consumo Energia Primaria AlemaniaJesus GutierrezAún no hay calificaciones
- Produccion de BioetanolDocumento28 páginasProduccion de BioetanolKatherine León ValverdeAún no hay calificaciones
- Actividad2 Texto Desarrollada - Caso EspañolDocumento13 páginasActividad2 Texto Desarrollada - Caso EspañolMaria Salazar100% (1)
- 4a4768228043d Proyecto Parque EolicoDocumento484 páginas4a4768228043d Proyecto Parque EolicochiguakaAún no hay calificaciones
- Estudio de Viabilidad de Parques EólicosDocumento58 páginasEstudio de Viabilidad de Parques EólicosCarlos CachazoAún no hay calificaciones
- Obtencion de UreaDocumento10 páginasObtencion de UreaHernan Campos MamaniAún no hay calificaciones
- Recopilación de Información (Heurísticas de Separación)Documento28 páginasRecopilación de Información (Heurísticas de Separación)AndrésFelipeQuirogaMirandaAún no hay calificaciones
- 7 - IT - Bioetanol - 01022018 PDFDocumento101 páginas7 - IT - Bioetanol - 01022018 PDFDuban Sanguino RiveraAún no hay calificaciones
- Planeación y ProyectoDocumento12 páginasPlaneación y ProyectoEduvigues SerrudoAún no hay calificaciones
- Produccion de BioEtanolDocumento58 páginasProduccion de BioEtanolRomulo Aycachi Inga100% (22)
- Biodiesel FERIA 2Documento30 páginasBiodiesel FERIA 2Daniel Cuellar GonzalesAún no hay calificaciones
- (Metodología) EXTRACCIÓN DE ACEITE DE AGUACATE MEDIANTE PRENSADO EN FRIODocumento18 páginas(Metodología) EXTRACCIÓN DE ACEITE DE AGUACATE MEDIANTE PRENSADO EN FRIOAndrés RojasAún no hay calificaciones
- Bioetanol PDFDocumento67 páginasBioetanol PDFHolman SanabriaAún no hay calificaciones
- Destilacion AtmosfericaDocumento7 páginasDestilacion AtmosfericaDavid Briceño100% (1)
- Estudio Economico de La Planta de Biogas PDFDocumento11 páginasEstudio Economico de La Planta de Biogas PDFShirley MendozaAún no hay calificaciones
- Procesos de Transformación de La Biomasa y AplicacionesDocumento38 páginasProcesos de Transformación de La Biomasa y AplicacionesPaola Moreno GonzalezAún no hay calificaciones
- Ft. Aceite de Salvado de Arroz.Documento3 páginasFt. Aceite de Salvado de Arroz.Cesar Augusto Altahona RojasAún no hay calificaciones
- Proyecto Elaboracion de Alcohol A Partir Del Mokotaki 1Documento42 páginasProyecto Elaboracion de Alcohol A Partir Del Mokotaki 1Daniela Caballero FioriloAún no hay calificaciones
- Destilación Multi EfectoDocumento3 páginasDestilación Multi EfectoCaar RamirezAún no hay calificaciones
- Biodiesel InformeDocumento22 páginasBiodiesel InformeEdson BohorquezAún no hay calificaciones
- Examen FinalDocumento9 páginasExamen FinalMariaAAún no hay calificaciones
- AMONIACODocumento22 páginasAMONIACOAlvaro RiveraAún no hay calificaciones
- Esterificación de Aceite de FuselDocumento32 páginasEsterificación de Aceite de FuselAndres Tellez RochaAún no hay calificaciones
- Hidraulica Tarea 1Documento6 páginasHidraulica Tarea 1Yenni ForeroAún no hay calificaciones
- Actividad 1 Jorge Granell Falomir 79022628XDocumento9 páginasActividad 1 Jorge Granell Falomir 79022628XGeorge GranellAún no hay calificaciones
- Elaboración de Biodiésel A Partir de Aceites Usados en La Producción Del Sector Comercial y en La Preparación de Alimentos en El Ambito Doméstico-1Documento7 páginasElaboración de Biodiésel A Partir de Aceites Usados en La Producción Del Sector Comercial y en La Preparación de Alimentos en El Ambito Doméstico-1alexandra vargas baldeonAún no hay calificaciones
- Alcalinidad en Biodigestores..... Acidos Grasos VolatilesDocumento2 páginasAlcalinidad en Biodigestores..... Acidos Grasos VolatilesJesus Rodriguez100% (1)
- CAPITULOS 5 y 6 de Preparacion de Proyectos - Edmundo Zelada PDFDocumento24 páginasCAPITULOS 5 y 6 de Preparacion de Proyectos - Edmundo Zelada PDFjorgejorjaisAún no hay calificaciones
- Escrito Reconocimiento Semanas CotizadasDocumento2 páginasEscrito Reconocimiento Semanas CotizadasXimena LópezAún no hay calificaciones
- Caso - Practico - Energia EolicaDocumento3 páginasCaso - Practico - Energia EolicaTrampa Clean0% (1)
- 5.5 Microscopio de Luz Polarizada PDFDocumento71 páginas5.5 Microscopio de Luz Polarizada PDFRoberto López RodríguezAún no hay calificaciones
- Obtencion Del Biodisel A Partir de La CachazaDocumento18 páginasObtencion Del Biodisel A Partir de La Cachazaelirf32Aún no hay calificaciones
- Asignacion 2 CatalisisDocumento4 páginasAsignacion 2 Catalisisdaniela alejandraAún no hay calificaciones
- BiodieselDocumento6 páginasBiodieselChucotesAún no hay calificaciones
- PRACTICA #BiodieselDocumento12 páginasPRACTICA #BiodieselTony VelazcoAún no hay calificaciones
- Pequeño BudaDocumento1 páginaPequeño BudaLaura MéndezAún no hay calificaciones
- Medición de Coeficiente de Transferencia de Masa de OxigenoDocumento8 páginasMedición de Coeficiente de Transferencia de Masa de OxigenoLaura MéndezAún no hay calificaciones
- Dimensión COGNITIVADocumento1 páginaDimensión COGNITIVALaura MéndezAún no hay calificaciones
- Dimensión ComunicativaDocumento1 páginaDimensión ComunicativaLaura Méndez100% (1)
- Dimensión Socio PolíticoDocumento1 páginaDimensión Socio PolíticoLaura MéndezAún no hay calificaciones
- Paracetamol Mye Gotas PRPDocumento2 páginasParacetamol Mye Gotas PRPCarolina ProxAún no hay calificaciones
- Ficha Tecnica VEGARDDocumento3 páginasFicha Tecnica VEGARDAdriana CinturiaAún no hay calificaciones
- Reactor Noran00000000000000000000Documento11 páginasReactor Noran00000000000000000000alejandroAún no hay calificaciones
- PTS Construccion de Tanques 006Documento72 páginasPTS Construccion de Tanques 006Marlin Mora100% (1)
- Caracterizacion de Grano de Cafe EcuatorianoDocumento53 páginasCaracterizacion de Grano de Cafe EcuatorianoChávez Vergara Cristhian Alexander0% (1)
- Líquidos y ElectrolitosDocumento93 páginasLíquidos y ElectrolitosGerardo GutiérrezAún no hay calificaciones
- F 1539 Electro Qui Mica CorrosionDocumento10 páginasF 1539 Electro Qui Mica CorrosionJosé Carlos Chan AriasAún no hay calificaciones
- Caso Clínico HipermagnemiaDocumento5 páginasCaso Clínico HipermagnemiaLogicLifeAún no hay calificaciones
- Acido BoricoDocumento17 páginasAcido BoricoAdriana León AlarcónAún no hay calificaciones
- Eckert FisioAnimal PDFDocumento694 páginasEckert FisioAnimal PDFArturo AirgunAún no hay calificaciones
- SEMINARIO ToxicologiaDocumento32 páginasSEMINARIO ToxicologiaAndreaAún no hay calificaciones
- Instalado en La Refinería Amuay El Domo Geodésico Más Grande de VenezuelaDocumento3 páginasInstalado en La Refinería Amuay El Domo Geodésico Más Grande de VenezuelaErnesto LopezAún no hay calificaciones
- Estudio Del Plan de Gestion de La Basura Desde El Buque Hasta La Planta de Recepcion PDFDocumento180 páginasEstudio Del Plan de Gestion de La Basura Desde El Buque Hasta La Planta de Recepcion PDFAnonymous XILhORMAún no hay calificaciones
- M-PSC - 001 Manual de PiscinaDocumento31 páginasM-PSC - 001 Manual de PiscinaLeticia FerrerAún no hay calificaciones
- Trabajo de Metodos de Explotacion OFICIALDocumento13 páginasTrabajo de Metodos de Explotacion OFICIALOscar Quispe AlarconAún no hay calificaciones
- Rombo de Seguridad y Su NomenclaturaDocumento4 páginasRombo de Seguridad y Su NomenclaturaErick MartinezAún no hay calificaciones
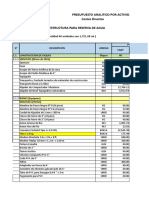
- Presupuesto FinalDocumento62 páginasPresupuesto FinalPaul Espinoza SaenzAún no hay calificaciones
- LoayzaDocumento13 páginasLoayzaPedrito Manuel67% (3)
- (Acv-S02) Cuestionario Laboratorio 1 - Quimica Inorganica (11486)Documento4 páginas(Acv-S02) Cuestionario Laboratorio 1 - Quimica Inorganica (11486)Nilton CherresAún no hay calificaciones
- Diagrama de Flujo de La Elaboracion de Pisco SourDocumento3 páginasDiagrama de Flujo de La Elaboracion de Pisco SourJean Carlos Arias Saldaña100% (2)
- Manual - Westen - Quasar 24d FDocumento27 páginasManual - Westen - Quasar 24d FTudor FlorianAún no hay calificaciones
- La EnergíaDocumento16 páginasLa EnergíaLuis Teyo KnseAún no hay calificaciones
- Cartas Materiales Mendez 2018Documento27 páginasCartas Materiales Mendez 2018Mario JimenezAún no hay calificaciones
- 09 Sección 9 - Influjos de Gas Con Lodo Base AceiteDocumento26 páginas09 Sección 9 - Influjos de Gas Con Lodo Base AceiteArturo VasquezAún no hay calificaciones
- Los 5Documento6 páginasLos 5Nayrim QuijadaAún no hay calificaciones
- Resumen de La QuimicaDocumento7 páginasResumen de La QuimicaDaniela Cortés MñozAún no hay calificaciones
- Terapia Por Captura de Neutrones en BoroDocumento40 páginasTerapia Por Captura de Neutrones en BoroWilliam Charly Calderon RosalesAún no hay calificaciones
- Hormigon DocumentoDocumento140 páginasHormigon Documentoisrael bazurtoAún no hay calificaciones
- Presupuesto Casa HabitacionDocumento67 páginasPresupuesto Casa HabitacionAlex HdzAún no hay calificaciones
- Informe #09 EdafologiaDocumento5 páginasInforme #09 EdafologiaOscar Arone QuispeAún no hay calificaciones