0 calificaciones0% encontró este documento útil (0 votos)
412 vistas33 páginas1 Krajewski14 PDF
Cargado por
Lucia Alejandra Rodriguez AlayzaDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF o lee en línea desde Scribd
0 calificaciones0% encontró este documento útil (0 votos)
412 vistas33 páginas1 Krajewski14 PDF
Cargado por
Lucia Alejandra Rodriguez AlayzaDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF o lee en línea desde Scribd
ADMINISTRACION
DE OPERACIONES
Procesos y cadenas de valor
OCTAVA EDICION
(eels Says eSH
lettre Pein
LARRY PB. RITZMAN
el ent
MANOJ K, MALHOTRA
Wives line
oh Steere ier
Katina Garcia Appendini
Instituto Tecnologico Autonomo de Mexico
‘México + Argentina» Brasil + Colombia + Costa Rica * Chile + Bewsdor
“Espaia * Guatemala + Panamd + Perd + Puerto Rico + Uruguay + Venezela
CAPITULO 14
Planificacién de ventas
y operaciones
WHIRLPOOL CORPORATION
idiante 0 el sitio Web complementario en
Para recursos adicionales del capitulo, consulte el CD-ROM del estu:
www,pearsoneducacion.net/krajewski
567
568 PARTE 3 > ADMINISTRACION DE CADENAS DE VALOR <
planificacion de ventas
y operaciones (S&OP)
B proceso do planoar os niveles futures
‘de ecu'ss agregaos para que ls oferta
et en equlvo con la comand,
plan de personal
Plan de ventas y operaciones de una
‘empresa de services, que se canta on
fa camposcin de dicho personaly
en alas factors relacionagos con los
eure humanos.
plan de produecién
Pian de ventas y operaciones de ura
‘empresa manvlactera, que se cerira en
las tases de rocuccény ls exists
USODELASOPERACIONES |
PARA COMPETIR
Y
Las operaciones como arma compet
Estrategia de operaciones
-Aminisacén de proyectos
Estratgla de prooesos
Anis de procesos
Desampatio y calico os procoses
‘Ainistacin de reseciones
Distribuién da tos procesos
Sistemas esbeltos
[/ADNINISTRACION DE CADENAS:
Estrategia de cada do suminsiro
Localacsin
Administracén de Inventarios
Prondstioos
Planificacién de ventas y
operaciones
Pranicaciin de recursos
Programacién
‘que registra cambios estacionales en la demand de sus productos. Sin embargo, para a
"ministrar con eficacia las cadenas de valor se requiere algo més que s6lo buenos pronésticog
de la demanda, La demanda es la primera mitad de la ecuacién, pero la otra mitad es la oferta. La
empresa tiene que trazar planes para suministrar los recursos necesarios pata satisfacer la deman-
da pronosticada, Estos recursos incluyen a los trabajadores, materiales, Inventarios, recursos f.
nancieros y capacidad del equipo.
ara asegurar que los planes de demanda y oferta estén en equilibrio hay que empezar con la
planificacién de ventas y operaciones (S&OP) (del inglés sales and operations planning), que-es e
proceso de planear los niveles futuros de recursos agregados para que le oferta esté en equllibrio
con la demanda, Este plan, que a veces se conoce como plan agregado, es una declaracién de las
tasas de produccién, niveles de mano de obra y existencias en inventario de una compafiao de.
partamento, que conicuerdan con los pronésticos de la demanda y las restricciones de capacidad.
Elplan de ventas y operaciones es progresivo y gradual, lo que significa que esté proyectado para
abarcar varios periodos (por ejemplo, meses) en el futuro,
plan de ventas y operaciones de una empresa de servicios, a menudo conocido como plan
de personal, se centra en la composicion de dicho personal y en otros factores relacionados con
Jos recursos humanos, El plan de ventas y operaciones de una empresa manufecturera, a menudo
conocido como plan de produccién, se centra generalmente en las tasas de producciGn y las exis
tenclas en inventarios. Para ambos tipos de empresas, sean manufactureras 0 de servicios, el plan
debe equilibrar Ia oferta yla demanda de tal modo que se alcance un término medio entre medi-
‘das de desempento que a veces son contradictorias, entre éstas: servicio al cliente, estabilidad del
‘empleo, costos y utilidades. El plan tiene que satisfacer la estrategia global de operaciones y las
prioridades competitivas de la empresa.
Este capitulo se centra en el plan de ventas y operaciones. Para empezar, se explica su prop6-
sito yla funci6n de la agregacién. En seguida se examina emo se relaciona con otros planes y
‘reas funcionales dentro de la empresa. Se describe un proceso de planificacién tipico y diversas
estrategias para hacer frente a la demanda irregular. El capitulo concluye con dos herramientas
‘para buscar buenas sokuciones que se someten a mayor consideracidn: las hojas de calculo elec
trénicas y el método de transporte.
Cc: frecuencia, la demanda es iregular através del tempo, como en el caso de Whitpoo,
> PLANIFICACION DE VENTAS Y OPERACIONES
EN LA ORGANIZACION <
La planificacién de véntas y operaciones es importante para cada organizacién que forma parte de
la cadena de valor. En primer término, requiere la participacion de los gerentes de todas as funcio-
nes de la empresa, Marketing proporciona informacién sabre la demanda y las necesidades de los
clientes, y contabilidad aporta datos importantes de los costos ylasituaci6n financiera de la compa-
‘fa. Uno de los objetivos del érea de finanzas puede ser reducir el inventario, en tanto que el drea de
‘operaciones podria abogar por una fuerza de trabajo mds estable y menos dependencia del tiempo
extra, En sogundo lugar, el plan afecta a todas y cada una de las funciones. Un plan de ventas y ope
raciones que exige ampliar o reducir la plantilla de personal tiene impacto directo en las necesida
dos de conteatacién y capactacién de la funcién de recursos humanos. A medida que el plan se va
Implementando, cxea flujos de ingresos costos, de los cuales tiene que ocuparse el érea de finanzas
yaque alse manejan los lujos de efectivo dela empresa. En tercer lugar, cada departamento y gru-
po en una empresa cuenta con su propio personal. Los gerentes de estos departamentos tienen que
{tomar decisiones sobre contratacién, tiempo extra y vacaciones, La planificacién de ventas y opera~
ciones es una actividad de toda la organizacién, en la que interviene laalta direcciony a menudo ne-
cesita el consenso entre objetivos antagénicos de diferentes éreas funcionales
> EL PROPOSITO DE LOS PLANES DE VENTAS Y OPERACIONES <
Enesta seccién se explicaré la razén por la cual las compafias necesitan planes de ventas y opera-
ciones ya forma en que los usan para visualizar una imagen *macro’, es deci, para tener una vi
sida general de su negocio. Se hablaré también de a relacién entre el plan de ventas y operaciones
yylos planes a corto ya largo plazo de la compatia.
AGREGACION
Elplan de ventas y operaciones es itil porque se centra en un curso de acclén general que es con-
secuente con las melas y objeivos estratégicas de la compatifa, sin enredarse con cemasiados de-
talles. Por ejemplo, el plan de ventas y operaciones permite que los gerentes de Whitipool deter-
minen si podrén satisfacer sus metas presupuestarias, sin tener que programar a cada uno de
Jos millares de empleados y productos de la compania deforma individual. Incluso si algtin plani-
sicador pudiera elaborar un plan tan detallado, el tiempo y el esfuerzo que se tequeriifan para ac-
‘uallzarlo lo harian antieconémico.
Por esta razén, los planes de producct6n y de personal se preparan a partir del agrupamiento
‘o agregacién de servicios, productos, unidades de mano de obra o unidades de tiempo semejan-
‘es Por ejemplo, un fabricante de bicicietas que produce 12 modelos diferentes podrta dividirlos
en dos grupos, las bicicletas de montafia las de carreras, para efectos de preparacién del plan de
‘ventas y operaciones. También podria tomar en consideracién el personal necesario en términos
{elas unidades de mano de obra que se requieren por mes. En general, las compafies realizan la
agregacisn con base en tres dimensiones: servicios o productos, mano de obra y tiempo.
Familias de productos Un grupo de clientes, servicios o productos que tienen requisitos de de-
manda similares y requisitas comunes de procesamiento, mano de obra y materiales se denomina
familia de productos, En algunas ocasiones, la familias de productos se relacionan con agrupacio-
nes de mercado, o con procesos especificos. Una empresa puede agregar sus servicios 0 productos
fen un conjunto de familias relativamente amplies, evitando entrar en demasiados detalles en esta
‘etapa del proceso de planificacién, El febricante de bicicletas que ha agtegado todos sus productos
‘en dos familias: biciletas de montafiay bicicleta de carreras, es un buen ejemplo. En este proceso
deben usarse medidas comunes y pertinentes, como el ntimero de clientes, dares, horas estandar,
galones o unidades, para trazar Ios planes de ventas y operaciones de cada familia de productos.
Mano de obra Las companias pueden agregar la mano de obra en diversas formas, dependien-
do dela flexbilidad dela fuerza de trabajo. Por ejemplo, silos tabajadores de la fabrica de bicicle-
tas estdn capacitados para trabajar tanto en la produccién de bicicletas de montafia como en Ia de
bicicletas de carreras, la gerencia puede considerar que, para propdsitos de planificactén, su fuer-
ade trabajo es un solo grupo agregado, aun cuando las habilidadesindividuales de los trabajado-
res sean diferentes.
En otro caso, la gerencia tiene la posibilidad de agregar alos empleados de acuerdo con fami-
lias de productos, dividiendo la fuerza de trabajo en subgrupos y asignando un grupo diferente a
la fabricacion de cada familia de productos. En las operaciones de servicio, como el gobierno de
‘una ciudad, los trabajadores se agregan segin el tipo de servicio que proporcionan: bomberos,
policias, trabajadores de salubridad y administradores.
Tiempo Elhorizonte de planificacién que abarca un plan de ventas y operaciones tipicamente es
den afio, aunque puede variar en diferontes situaciones. Para evitar los gastos y e efecto negati-
v0 de los cambios frecuentes en las tasas de produccién y la fuerza de trabajo, pot lo general se
realizan ajustes mensuales o trimestrales. En otras palabras, la companifa considera el tiempo en
orma agregada (en meses, trimestres o temporadas) y no en dias u horas.
‘Algunas compaiiias usan periodos mensuales de planificacién para la porcién més préxima
det horizonte de planificacién, y periodos trimestrales para la porcidn restante. En la préctica, los
periodos de planificaci6n reflejan un equilbrio entre la necestdad de tener (1) un nimero limitado
‘de puntos de decisin a fin de reduc la complefidad dela planificacién, y 2 lexbilidad para ajus-
tarlas tasas de produceisn ys niveles de a fuerza de trabajo cuando los pronésticos de demande
‘muestran variaciones estacionales. El fabricante de bicicletas, por ejemplo, puede seleccionar pe-
riodos mensuales de planificacion para implementar oportunamente los ajustes necesarios en sus
niveles de inventario, sin provocar cambios excesivamente perturbadores para la fuerza de trabajo,
RELACION DEL PLAN DE VENTAS Y OPERACIONES CON OTROS PLANES
Una evaluacién financiera del futuro cercano de la organizaci6n, es dectr, dentro de uno o dos
aos, se denomina plan de negocios (en las empresas con fines de lucro) 0 plan anal (en los servi-
clos que no persiguen el Iucra). El plan de negocios es un estado de ingresos, costos y utilidades
proyectados. Comtinmente, va acompatiado de presupuestos, un balance general (pro forma) pro-
yectado y un estado de los finjos de efectivo proyectados, que indica el origen yla asignacién de los
Tondos. El plan de negocios unifica los planes y expectativas de los gerentes de operaciones, finan-
22s, ventas y matketing de una empresa. En particular, reflea los planes para la penetracién en el
‘mercado, el lanzamiento de nuevos productos ya inversi6n de capital. Las compafias manufactu-
tetas las organizaciones de servicios con fines de Iucro (por ejemplo, una tienda de venta al deta-
le, un buifete de abogados o un hospital) preparan planes de ese tipo. Una organizacisn de servi-
vias sin fines de lucro, como United Way 0 un gobierno municipal, prepara un tipo de plan
diferente para la evaluacisn financiera, que se conoce como plan anual o plan financiero.
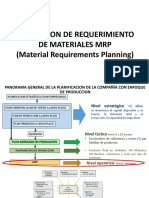
Ta figura 14.1 ilustra las rlaciones entre el plan anual o de negocios, el plan de ventas y ope~
raciones y Ios planes y programas detallados que se derivan de éste. En el caso de los proveedores
de servicios en la cadena de valor, Ia alta direcciOn establece el rumbo y los objetives de la organi-
zacion en el plan de negocios (en una organizacién con fines de lucro) o en el plan anual (en una
orgenizacion sin fines delucro). Este plan proporciona el marco general para trazar el plan de ven-
tas y operaciones, que tipleamente se centra en la composiciGn del personal y otros factores rela-
> PLANIFICACION DE VENTAS Y OPERACIONES < CAPITULO 14 569
familia de productos
Un grupo de lentes, servicios opredue-
tos qu tienen restos de demand
similares y requisites comunas de
Procesamiento, mano de obra y
atria.
plan de negocios
Estado de ingresos, costes yuidades
proectados.
plan anual o plan financiero
Plan para eveluecin ancera que usan
las ergenzacionas de servicios sin nes
ce hero.
570 PARTE 3 > ADMINISTRACION DE CADENAS DE VALOR ©
FIGURA 14.1
Larlacn del pan de ventas y
operaciones con ots planes
Pan de negois svatega co
pan anual operaciones
amis
i retciones
erveion) Pane re belts
Senet
|
cee ulate
Programas de
pleats yeaupo
+ Programas de denies de product
«+ Progamas de ordepes de corr
cionados con los recursos humanos a un nivel més agregado, Presenta el nimero y los tipos de
templeacos que se requetizén para cumplir los objetivos del plan de negocios o anual,
Con base en el plan de ventas y operaciones, el siguiente nivel de planificacién para un pro-
vveedor de servicios es la planificactan de recursos, que tiene el propsito de determinar los progra-
‘mas de la fuerza de trabajo de la empresa y otras necesidades de recursos, como materiales eins
talaciones, en un nivel mas detallado. El programa de la fuerza de trabajo detalla el programa de
trabajo especitico para cada categorfa de empleados. Por ejemplo, un plan de ventas y operacio-
1nes podria asignar 10 oficiales de policfa en el turno diurno de un distrto en particular el progra-
rma dela fuerza de trabajo podria asignar a cinco de ellos para que trabajen de lunes a viernes, ya
10s otros cinco para que trabajen de miércoles a sabado afin de satisfacer las distintas necesidades
dlarias de proteccién policial en ese distrito. £1 nivel mas bajo de planificacién es la programacién,
ten la que se elaboran los programas de cada dia para los empleados y clientes en lo individual.
ara las empresas manufactureras que forman parte de la cadena de valor, Ia ata direccién
establece los objetivos estratégicos de la compafifa para el afio siguiente, por lo menos, en el plan
dde negocios. Este proporciona el marco general, ademés de orientacién proveniente de la estrate-
gia de operaciones, pronésticos y administracidn de las restricciones de capacidad. En el plan de
‘ventas y operaciones se especifican las casas de produccién de las diferentes familias de produc-
10s, los niveles de inventario y los niveles de la fuerza de trabajo. El siguiente nivel de planifica-
cidn, por debajo del plan de ventas y operaciones, es la planificaciGn de recursos, en la cual se es-
ppecifican los productos individuales dentro de cada familia, los materiales comprados y los
recursos, en un nivel detalado, El programa maestro de produccién especifica las fechas y las can~
tidades de produccién que corresponden a cada uno de los elementos de la familia de productos.
Acontinuaetén, el proceso de planificacién de los requisitos de materiales genera planes para
‘componentes, materiales comprados y estaciones de trabajo. Con ocurre con los proveedores de
‘servicios, el nivel de planificacién més bajo y detallado es el de programacién, En este proceso 8°
tlaboran los programas de cada dia o se establecen las prioridades para los empleados, equipo y
‘rdenes de produecién o compra. As, el plan de ventas y operaciones desempefta un papel clave
para traducir las estrategias del plan de negocios en un pln de operaciones para el proceso de
‘manufactura.
‘Como indican las fechas de la figura 14.1, I informacion fluye en dos direcciones: de arriba,
abajo (de lo general alos detalles) y de abajo arriba (de los detalles a lo general). Sino es posible
claborar un plan de ventas y aperaciones que satisfaga los objetivos del plan de negocios 0 del
plan anual con los recursos existentes, tal vez sea necesario ajustar el plan de negocios o el plan
‘anual. Asimismo, sino se puede elaborar un programa maestro de produccién o un programa de
lafuerza de trabajo que sea viable, quiz4 sea necesario hacer ciertos ajustes en el plan de ventas Y
‘operaciones. El proceso de planificacidn es dinamico, ya que incluye revisiones o ajustes periédi-
‘cos del plan basados en flujas de informacién en amos sentidos, que tipicamente se realizan ca-
dames.
EL CONTEXTO DE LA DECISION <
preparaci6n de los planes de ventas y operaciones implica tomar decisiones. Esta seccién se
entra en las entradas de informacién, objetivos, alternativas y estrategias que intervienen en di-
decisiones.
ITRADAS DE INFORMACION
« como se necesita consenso para pronosticar la demanda, también se requlere llegar a un con-
senso entre los departamentos de la empresa cuando se toman decisiones referentes ala oferta. Se
puscan entradas de informacién para crear un plan que funcione bien para todos. La figura 14.1
‘nuestra ls entradas de informacién fundamentales: el plan de negocios o el plan anul, a estra-
ia de operaciones, las restriciones de capacidad y los prondsticos de la demanda La figura
142 va mds alld y muestza los tipos de informacién que aporta cada drea funcional. Toda esta in-
jacidn debe tomarse en cuenta para garantizar que el plan sea no sélo bueno, sino también
izable. Esta coordinacién ayuda a slncronizar el flujo de servicios, materiales e informacién a
ravés de la cadena de valor para balancear mejor la oferta y la demanda de los clientes.
BJETIVOS TiPICOS
1s numerosas éreas funcionales de una organtzacién que aportan informacién para el plan de
‘ventas y operaciones tipicamente tienen objetivos diferentes relacionados con el uso delos recur
(os dela organizacién, En general, se consideran seis objetivos durante la preparacién de un plan:
|. Minimizar los costos y maximizar las wtlidades. Sel plan no afecta la demanda del cliente, al
‘inimizar los costos también se maximizan las ulilidades.
‘Maximizar el servicio al cliente, Para mejorar el tiempo de entrega y las entreges puntuales
pueden requerirse recursos adicionales de personal, capacidad de maquinas o inventari.
. Minimizar Ia inversién en inventario, Las acumulaciones de inventario resultan costosas por-
{que ese dinero podria invertirse en otras cosas més productivas.
. Minimizar los cambios en las tasas de produccién. Los cambios frecuentes en las tasas de pro-
‘duceién pueden ocasionar dificultades en la coordinacién del suministro de materiales yre-
quieren volver a balancear la linea de produccién.
‘Minimnizar las cambios en los nivels de a fuerza de trabajo. Las fluctuaciones en tos niveles de
lafuerza de trabajo pueden provocar descensos en la productividad porque es muy comin que
Jos empleados de nuevo ingreso necesiten tiempo para llegar a ser plenamente productivos.
‘Maximizar la utilizacién de planta y equipo. Las procesos intensivos en capital requleren una
utilzacién uniformemente alta de la planta y el equipo.
Pata establecer un equilibrio entre todos estos objetivos yestablecer un plan de ventas y ope-
raciones aceptable, es necesario considerar diversas alternativas. Los dos tipos bésicos de alterna
tivas son: (1) reactivas, y (2) dindmicas. Las alternativas reactivas son acciones que responden a
patrones de demanda determinados, en tanto que las altemativas dinamicas son acciones que!
tentan modificar los patrones de demanda y, en consecuencia, las necesidades de recursos,
ALTERNATIVAS REACTIVAS:
Las alternativas reactivas son acclones que pueden emprenderse para hacer frente a los requer!-
‘mientos de la demanda. Normalmente, el gerente de operaciones controla las alternativas reactive.
a
apace os een
‘capac araceranenio
+ sunita meine
[ramen eran
> PLANIFICACION DE VENTAS Y OPERACIONES < CAPITULO 14571
alternativas reactivas
Acciones que pueden emprenderse para
hacer frente os requeimientos de a
demand
FIGURA 14.2
Insumes atimiistatos de fas dreas
funcionaes para ls planes de ventas
Y operaciones |
4
572 PARTE > ADMINISTRACION DE CADENAS DE VALOR <
inventario de previsién
Ievertaro que se use par absorber las
tess irogulares de demanda od
era
tiempo extra
Tiempo que os empleados tabajan
ademas ce fo previo en la jomasa 0
semana labora nary rel cual
reciben un pago acional
tiempo improductive
Stuecién que se presenta cuando os
lorpleados no fonen suerte trbalo
para manionerseorupadns durante todo
alton regular de fa jomada o semana
labora
[Es decir el gerente de operaciones aceptala demanda pronosticada como un hecho y modificalos ni.
veles dela fuerza de trabajo, el tiempo extra, la programacién de vacaciones los niveles de inventaio,
lasubcontratacién y la acumulacidn planeada de pedides, con miras a satisfacer esa demanda,
Inventario de previsin El inventario de previsién se usa para absorber las tasasirregulares de
demanda o de oferta, Por ejemplo, una planta que enfrenta demanda estacional tiene la posi
dad de acumular un inventario de previsin durante los periodos de poca demanda para utiliza.
Jo en los periods de demanda intensa. Los fabricantes de sistemas de aire acondicionado, como
‘Whitipool, pueden tener 90% de su demanda anual concentrada en tan s6lo tres meses del ao, |
Jas tasas de produccién se nivelan con inventario, esto puede aumentar la productividad porque
Jos ajustes en la fuerza de trabajo suelen ser muy costosos. Contar con un inventario adicional,
inventario de previsién, también resulta stil cuando la oferta, y no la demands, es irregular, Por
ejemplo, una compane puede surtirse de clerto articulo que compra sisus proveedores prevén i.
rmitaciones graves de capacidad. A pesar de sus ventajas, puede ser costoso mantener um inventa-
rode prevision, en particular cuando se tata de bienes terminados. Ademas, cuando los servicios
o productos son personalizados, habitualmente no es posible mantener inventarios de previsién,
No se puede fabricar un producto para mantenerlo en inventario si se desconocen sus especifica-
ciones o si noes probable que los clientes quieran lo que se ha producido con anticipacién porque
no satisface sus requerimientos precisos
En general, los proveedores de servicios que forman parte de la cadena de valor no usan in-
ventarios de previsién porque los servielos no pueden almacenarse. Sin embargo, en algunos ca-
808 es posible prestar algunos servicios antes de que realmente se necesiten. Por ejemplo, los tra
Dajadores de las companias de teléfonos suelen instalar los cables para llevar el servicio a una
nueva subdivisién desde antes de que se inicie la construccién de las viviendas, Pueden realizar
esos trabajos en un periodo en el que la carga de trabajo de servicios programados es baja
Ajuste de la fuerza de trabajo La gerencla puede ajustar los niveles de la fuerza de trabajo me-
dante la contratacién 0 el despido de empleados. Esta alternativa resulta atractiva si la fuerza de
‘trabajo es, en su mayorfa, no calficada o semicalificada y sila reserva de mano de obra es abun-
dante, Es mas probable encontrar estas condiciones en algunos pafses que en otros Sin embargo,
‘para cualquier compatifaen particular, la magnitud de la reserva de mano de obra calificada puede
Timitar ef nimero de nuevos empleados que es posible contratar en un momento determinado.
‘Ademés, es necesario capacitar alos nuevos empleados, y la capacidad de las instalaciones donde
se impartela capacitacién puede limitar el nimero denuevos empleados en un momento dado. En
algunas industrias, el cese de empleados resulta difcl o es inusual por razones contractuales (im-
puestas por los sindicatos); en otras industrias, como las de turismo y en la agricultura, los despi-
dosylas contrataciones de cardcter estacional constituyen la norma
Utilizacién de la fuerza de trabajo Una.alterativaal juste dela fuerza de trabajo es el cambio en
la.utllizacién de dicha fuerza, queincluye el tiempo extra y el tiempo improductivo. Tempo extrasig-
nifica que los empleados tabajan mas tiempo que el previsto enlajornada o semana laboral normal
yreeiben un pago adicional por ese tiempo extraordinario. Este se usa para satisfacet las necesidades
‘de produccién que no es posible atender en el tiempo regular. Sin embargo el tlempo extra es costo-
so (generalmente, se paga al 150% de la tarifa correspondiente al tiempo regular). Ademas, €
ffecitente quelos trabajadores no quieran trabajar mucho tiempo extra durante un periodo prolonga-
do, yel exceso de tiempo extra se puede traducir en una disminucién de lacalidad ya productividad.
El término tiempo Improductivo significa que los empleados no tienen suficiente trabajo
para mantenerse ocupados durante todo el tiempo regular de la jornsda o semana laboral, Por
‘ejemplo, no se les puede utilizar plenamente durante ocho horas diarlas o durante cinco dias ala
‘semana, El tiempo improductivo se utilizan cuando la capacidad de mano de obra es mayor que
los requisites de demanda (sin tomar en cuenta el inventario de previsi6n), y este exceso de capa:
cidad no puede o no debe emplearse productivamente para acumular inventarios 0 para satsfa-
‘cer pedidos de clientes en fechas anteriores a las ya prometidas para su entrega.
El tiempo improductivo pueden ser con o sin goce de sueldo. Un ejemplo de tlempo improduc-
tivo sin goce desueldo se presenta cuando alos empleados de tempo parcial se les pagan tinicamen~
te las horas o dias que efectivamente trabajaron. Tal ver trabajan solamente en las horas del da en
que hay mas movimiento o en los das de actividad pico de la semana. A veces, os contratos labora-
les de tiempo parcial incluyen horarios de trabajo previsibles, como laborar diariamente las mismas
horas durante cinco das consecutivos cada semana. Otras veces, como cuando se trata de! trabajo
de estibadores en algunas operaciones de almacéin, los horarios de los wabajadores son imprevis-
bles y dependen del nuimero de embarques a clientes que se hayan previsto para el dia siguiente.
la carga de wabajo es ligera, algunos trabajadores no serdn llamados al almacén. Estos acuerdos son
‘mas comiunes en los puestos que requieren poca capacitacién o cuando la oferta de trabajadores
dispuestos @ aceptar ese tipo de arreglos es abundante. Si bien es clerto que el tiempo improductivo
sin goce de sueldo puede mainimizar los costos, las empresas tienen que sopesarlasconsideraciones
de costo frente alos aspectas éticos que definen Io que debe ser un buen empleador.
|
‘Un ejemplo de tiempo improductivo con goce de sueldo se presenta cuando los empleados
‘contindan figurando en la némina, en lugar de ser despedidos. En esta situacién, los empleados
{rabajan el dia completo y reciben el salar integro, pero no se mantienen igual de ocupados por-
{quel carga de uabaj es igera. Algunas compatifas usan el tiempo improductivo pagado (aunque
fo lo llamen asf durante los periodos de poca actividad, sobre todo cuando tienen empleados al-
[amente calificados y difciles de sustituir, o cuando existen obstaculos para despedir a los traba-
dores. Entre las desventajas del tiempo improductivo con goce de sueldo se puede mencionar el,
Gosto de pagar trabajo no realizado y la menor productividad.
rogramacién de vacaciones Un fabricante puede cerrar su planta durante el receso anual de
jas ventas, dejando solamente una cuacirilla bésica de trabajadores para cubrir las operaciones y
‘palizar tareas de mantenimiento. Es posible que alos empleados de ios hospitales se les pida que
tomen una parte ola totalidad del tiempo de vacaciones al cual tienen derecho durante los perio-
dos de poca actividad, El uso de esta alternativa depende de que el empleador pueda imponer los
| programas de vacaciones a sus empleados. En todo caso, se puede disuadir a los empleados de
_gue tomen vacaciones en los periodas de mayor actividad, 0 alentarlos aque las tomen en las 6p0-
cas enlas que hay menos trabajo.
Subcontratistas Los subcontratistas pueden usarse para superar la insuficiencia de capacidad a
‘orto plazo, como ocurre durante los dias de mayor demanda dela temporada o de ciclo de nego-
ios. Los subcontratistas son capaces de proveer servicios, fabricar componentesy subunidades, e
{incluso ensamblar un producto completo, Si el subcontratista puede suministrar componentes ©
“subunidades de calidad igual o superior, a menor precio del que la compafifa es capaz de produ-
tirlos, los acuerdos de ese tipo pueden volverse permanentes.
‘Acumulacién de pedidos, pedidos atrasados y desabasto Las empresas de la cadena de va
Jor que acumulan pedidos como una préctica normal de sus negocios pueden permitir que esa
acumulacién aumente en los periodos de alta demanda y después reducitla en las épocas de de-
‘manda baja. Una acumulacién de pedidos es un evimulo de pedidos cuya entrega se ha prometi-
Go alos clientes para alguna fecha futura. Las compas que usen la acumulaci6n de pedidos no
bfrecen entregarios en forma instanténea, como hacen los mayoristas o detallistas localizados,
més adelante en la cadena de valor. En lugar de eso, imponen un tiempo de espera entre el mo-
mento en que se coloca el pedido y la fecha en que éste se entregard, Las empresas que mids pto-
bablerente utilizan Ia acumulacién de pedidos (y aumentan el tamafo de dichas acumulaciones
en los periodos de demanda intensa) son las que fabrican productos personalizados ylas que pt:
‘een servicios también personalizados. Esas empresas tienden a segulr una estrategia de fabrica-
clon por pedido o de servicios personalizados. Entre ellasfiguran los fabricantes de aviones (como
Boeing y Airbus), consultorios dentales, talleres para reparaciGn de televisores, talleres mecénicos
de reparacién de automéuiles. La acumulacin de pedidos reduce Ia incertidurnbre en tomo alas
necesidades futuras de produccién y también puede userse para nivelardichas necesidades. i
‘embargo, se convierte en desventaja competitiva cuando la acumulaci6n es demasiado grande, La
prontitud en Ia entrega es a menudo una prioridad competitva importante, peo las grandes act-
Imulaciones de pedidos implican tiempos de entrega prolongados.
Tine caso de los proveedores de servicios que ofrecen servicios estandarizados con poco con-
tacto com os clientes y los fabricantes que siguen una estrategia de fabricacin para mantener en in-
ventario, se espera que la entrega sea inmediata, Para ellos, el servicio deficient al cliente durante
Jos petiodos de méxima demarida adopta la forma de pedidos atrasados y desabasto, pues no pue-
den tener grandes acumiulaciones de pedidos. Un pedido atrasado es un pedido de un cliente que
no puede surtise de inmediato, pero que serdatendido en cuanto sea posible, Aunque el cliente no
se siente complacido con Ia demora, la empresa no pierde el pedido de dicho cliente y lo surte en
‘una fecia posterior. Po ejemplo, un cliente puede it aun tienda esperando comprar un cierto tipo
de reloj que esta agotado temporalmente. El detallista le promete colocar un pedido de reabasteci-
‘mlento la brevedad posible y lamar al cliente en cuanto reciba la mercancia.
Eldesabasto es algo muy similar, salvo que el pedido se pide y el cliente recurre a otro pro-
veedor. Un pedido atrasado se suma a las necesidades del periodo siguiente, en tanto que el desa
‘basto no incrementa los requerimientos futuros. Los pedidos atrasados y el desabasto puecen ser
‘causa de que los clientes insatisfechos prefieran tratar con otra compaiia en el futuro. En general,
los pedidos atrasados yel desabasto deben evitarse.
En conclusidn, las decisiones relativas al uso de cada alternativaen cada uno delos periodos del
horlzonte de planifcacién especifican la tasa de produccién que corresponderé a ceda periodo. En
otras palabras, la tasa de produccién es una funciGn de las altemativas que se hayan seleccionado.
ALTERNATIVAS DINAMICAS
uso de alternativas reactivas para hacer frente a la demanda estacional o volitil puede ser cos-
toso. Otto método consiste en tratar de modifcar los patrones de demanda para alcanzat la efi
cienciay reducirlos costos. Las alternativas dindmicas son acciones com las cuales se intentamo-
> PLANIFICACION DE VENTAS Y OPERACIONES < CAPITULO 14 573
acumulacién de pedidos
Un clulo do pes cuyaenrega se
a promt alos cbntes para alguna
fecha future,
pedido atrasado
Poco de un cents que no puede
surtise de inmediato, pro que ser
‘ated on cuanto sea psile.
desabasto
Pedido que se plerdey es causa de que
cl cle recurra.a oto proveedor.
alternativas dindmicas
‘clones con as cuales se intents mod
ficar la demande y, en consecuenca, as
rnecosidades de recursos.
574 PARTE 3 > ADMINISTRACION DE CADENAS DE VALOR <
productos complementarios
Servicios 0 productos que tener
nocesdads similares de recursos, pero
cays cicos de demanda son cfretes.
estrategia de persecucién
Eratagia ove requee la oontratacion y
2! daspido do enpleads para acoplarse
«pronto de a demand,
estrategia al nivel de
utilizacién
Esrategia que consisteen mantener
constant la fuerza de trablo, per
variando su utlzacién para acoplarse a
ronson de la demanda,
Ide
Estrategia que depend de ls ivetaios
de previsién, pacidos atrasacs ydesa-
basto pera mantener constants tanto la
tsa de produccin como la fuerza de
‘rabalo
estrategia mixta
Estrategia que toma on consideracin @
implementa una gama més completa de
ateratias eacivas que une sole
estategia “pure
]
dificar la demands y, en consecuencla, las necesidades de recursos. Tipicamente, los gerentes de
‘marketing son responsables de especifcar esas acciones en el plan de marketing,
Productos complementarios Una de las formas en que las empresas logran que la carga impues.
ta sobre sus recursos sea mas uniforme consiste en producir servicios 0 productos complementa-
ros que tienen necesidades similares de recursos, pero cuyos ciclos de demanda son diferentes, Por
‘ejemplo, los fabricantes de matz4, el pan cimo tradicional que se consume en la fiesta de Pascua jy.
dia, tienen una demanda estacional. Anteriormente, el 40% de las ventas anuales de B. Manische-
‘wit, Company, un fabricante de alimentos kosher de Jersey City, se concentraba en los ocho dias que
dura la festivicad de la Pascua. La empresa se ampli hacia metcados de productos que tienen ate.
‘tivo todo el aio, como os alimentos con bajo contenido de carbohidratos y grasas, que incluyen so,
pas enlatadasy galletas saladas, borscht, harinas preparadas para pasteles, aderezos y comida para
{nntar, jugos y condimentos. En el sector de servicios, los departamentos municipales de parques y
recreacién pueden compensar los requlsitos de personal eventual para las actividades de verano,
ofteciendo patinaje sobre hielo, competencias en toboganes o actividades en interiores durantelos
meses de invierno, La clave consiste en encontrar productos y servicios que puedan producisse con
Jos recutsos existentes y que permitan nivelar las necesidades de recursos a lo largo de todo el ao,
Creatividad en los precios Las campafias promocionales tienen la finalidad de incrementar las
‘ventas mediante el uso de a creatividad en los precios. Algunos ejemplos de esto som los programas,
de rebajes en los precios de automéviles, las reducciones de precios de la ropa de invierno en os
‘meses de verano, los descuentos en los pasajes de aerolineas para viajar en periodos de temporada
baja y las ventas de neumaticos para automOviles en las que se ofrecen “dos por el precio de uno’.
ESTRATEGIAS DE PLANIFICACION
Con frecuencia, los gerentes combinan en diversas formas as altemativas reactivas y dinémicas. En
elresto de este capitulo se supondré que los resultados esperados de las alternativas dinémicas yase
hhan incorporado a los pronésticos de la demanda. Aqui a atenci6n se centrart en las alternaivas
reactivas con las cuales se definen las tasas de produccisn y los niveles de la fuerza de trabajo. Hay
‘tes estrategias diferentes que constituyen puntos de partida tiles en la busqueda del mejor plan,
1. Estrategia de persecucién, La estrategia de persecucién requiere la contratacién y el despido
de empleados para acoplarse al prondstico de la demanda durante el horizonte de planifica-
ccién. Para modificar la capacidad de mano de obra en el tiempo regular afin de igualar la de-
‘manda y la oferta no se requiere inversién en inventarios, tiempo extra o tiempo improduct-
vo. Sin embargo, hay algunas desventajas, como el gasto que implica el ajuste continuo de los
hiveles de la fuerza de trabajo, el posible distanciamlento de los trabajadores y la pérdida de
prodluctividad y calidad a causa de los constantes cambios en la fuerza de trabajo,
2. Estrategia al nivel de utlizacion. La estrategia al nivel de utilizaci6n consiste en mantener
constante la fuerza de trabajo (salvo, posiblemente, al principio de horizonte de planifica-
cin), pero variando su utilizacién para acoplarse al prondstico dela demanda por medio del
tiempo extra el tiempo improduetivo (con o sin goce de sueldo) y a planificacién de las va-
caciones (es decir, vacaciones pagadas cuando la demanda es baja). Una fuerza de trabajo
constante puede dimensionarse en muchos niveles: los gerentes pueden decidir mantener
‘una fuerza de trabajo grande para minimizarel uso planeado del tiempo extra durante los pe
riodos pico (lo que, por desgracia, también maximiza la necesidad de tener tiempo impro-
PLANIFICACION DE VENTAS Y OPERACIONES < CAPITULO 14
575
A DE FUERZA DE TRABAJO Y COMPROMISO. |
ae CON LOS EMPLEADOS
Hallmark
Hfimar,eeresa que tania ingress anles de 4400 lon de dares y
18.000 erpeesos co topo campo on 2004, asta una cada console
ce recursos para procuoy tur con eacia més 6 4,000 productos df
‘eras como tata delta fores, es y ado de reo, a ras
de 43,000 ens minors sto on Estas Unies. Hagan anon sii
‘os en fee toner que eu arecriss ds prsoral. Halak rutca To
recrido ls espe para astro tas 0 roductin de sus tats, an
‘ado su nes ce regocs es atarente compet, isa esas crecimiento
Yes eseioal. Pox eee, rds personas clean sus cleats dante e
‘eoer teste, en os mesas dejo, ago y sere, queen cus of
‘poco an La fii de los empleatos oa dave deena etait Les
‘cua plarzs dla compara rodvoan ils dette toss das, cos
lepopl para emote de rege os aes para fests. Aun cud ia o-
roll de eta nds a eco que os proceso de profucin sean cada de
‘més efieres en trmincs de mao de cbr, Haar sigue a sca do impari
‘cepectakn conn agus arelecos para qu aprenden noovas hai do
‘reba y ean ds eles. Por empl, operat do une qu cords
‘ambien puede ser Impesor e tlas personales, itr 0 ers oo
fina modes, sein se reqlo Pare martanerccupadbs a ss tbead-
es Hamer eet produc de su pana en Kanes Cy asus
‘rales en Topla, Learerworh y Larenc, Kaas paula exes ples
rer de su capaci La comet sai planta de Kansas Oy coma “stl-
cle rrp’. Cuando a deena tai, cs elo de Kansas Cy pueden
semper pustos de ta sas staal de tice, Teen puedon
sori alas pra que aprencen rushes,
‘Soin lex director general de e compat, vin O Hockad, Hana
abo preter asus emleet contra os efectos de os mercados ens y
‘ros actrtecimenas neperads que est fuera de scone. Sn embargo
Segsradeccoal cel emieocorieva la expecta de que el doserpeto de
los empzacs sta progorional lpaqute de remuneraci que ss oe.
Ea osha rauc bvens dhigends Por amp red fs amps de
prparatn para poder reaear aries de producin cats es crcl para Ue
{os ierari ys css se martengsn en unre be Los empleados aro
ren maneres ara ecu serblement os pos de reparain. sta ott
‘ade fveza de aba esata ha sou fcr muy importante que Na peri
(io a Hebmarkcomerse eno ier dol mercado y caper cerca del 57% det
merc cial tats, cj va ttle de 000 milnos dears,
Lincoln Electric
LUncon Ecc, mesa ftir de equpo parasol fundada en Clan,
(fio, en 1895, tec ele grata a qunes ne esos fs a
‘Apesr do uel lina de naga de Halmark so besa en las estacones
‘el afi, compa mca ha despecid ass erent on uns de
20s peri canactacn pa ae san capces de dosompear
errs rabelos on stints romertasy hasta. en diferentes ares 8
‘esata. En vit de qe os empleads saben que dan
‘sogurcad en erie, tabeenarduament para mae enn a
biol rmpos de prepare yes costes do Hala,
‘i, dodo la diac do 1850, Linc capac en vais especie sue
creeaces para pode movers errs pues toes, gin see noosa
‘Aung gla der despido parce sera exopcén mis quel ela te as
(yandes compares estadurieres, ks oocutios dalas ongress quer hacen
‘esis, como Fark Saunt ies, sostenen que conorvar us er-
leas, cu en épcas tries, gona ead nquebrantbl, maya Od
thigad ya rover cesar pare perm sis compas eoupersse cx >
‘piez en cuanto fa exami cmioca a repuna. Ades, las egress que
‘tan coi persona tin ence a ane venta en mata de
‘amin de percna sare la covets que whalament espe 2s
eed, roan una meer asa de rendre asus econ oo ip.
ora parte, curlas crates ota por inplmentar desrdbemashos os
‘resus cueden sr cotaproaucentes, Cuando se oman en cuein s oatos
‘de iquactny recat, as poses demands ce rabedoes ara,
laf de pascal cuando la eco repura yl desconferz en a grec,
tos bene de as rcrtes de personal parece estumarse.
Foenes:"Lyata Fut, Forbes, 4 dan de 1864, p. 58-€0;SeohariaAtous “Sore Caroeras Choose Wo-Layo Poly", USA Tod, 17 de
deere do 201, p. 18 Miele Cann, "here Layo cw a Last esr’, Buses Wak, @ de cue do 2001, p. 4; Elbe Si Bares ‘No
Layo Poly’, Weer, io de 2008p, 96-00; malar, jlo de 2005.
RESTRICCIONES Y COSTOS PERTINENTES
‘Un plan aceptable de ventas y operaciones debe reconocer ls restricciones o costos pertinentes.
Las resteicciones pueden ser limitaciones fisicas 0 elacionarse con las politicas administrativas.
Son ejemplo de restricciones fisicas las instalaciones de capacitaci6n que solo pueden atender a
lun nimero limitado de nuevos empleados a la vez, la capacidad de las méquinas que limita la
producelén maxima o el espacio insuficiente para almacenamiento de inventarios. Las resttiecio-
‘hes de politica incluyen las limitaciones ala cantidad aceptable de pedidos atrasados 0 el uso de
Subcontratacion u horas extra, asf como los nlveles minimos de inventario necesarios para alcan-
zat los inventarios de seguridad deseados.
576 PARTE 3 > ADMINISTRACION DE CADENAS DE VALOR <
tempo eta yl suboanatacié iso
‘ce empleatos tempo prc son
mates reacts que se aplican
‘reqvntementsen lands det
‘ua dela salud pare mantener is
ests ba cnt. Como onsecuenda
‘ello han ocurido priests en
tetacns come Basen Calf, Hawa,
Ninnesoe Ohio y Pensyheri, conde
las enermers 9 opnen al uso
‘acesio de estas aia En
Boston, nfomares profesionaes cern
na conferencia de prensa en a casa
‘te goto, don se pubieé un
‘stuto que afmaba que os bios
‘ivles dl personal de enfermerta en
‘os hospals del estado estaba
amenazando la atencin cue debe
dag aos paints,
‘Tipicamente, muchos planes contienen varias restricciones, El planificador considera porlo
general varios tipos de costos cuando prepara los planes de ventas y operaciones:
11. Costos del tiempo regular. Estos costos incluyen los salarios pagados a los empleados en el
tiempo regular, mds las aportaciones destinadas a diversas prestaciones, como seguro médi-
0, servicios dentales, Seguro Social, fondos de jubilacién y pagos por concepto de vacacio-
nes, dias festivos y algunos otros tipos de ausencias.
2. Costos de tiempo extra. Los salarios por concepto de tiempo extra representan tipicamente el
150% de los salarios en tiempo regular, sin contar ls prestaciones adicionales. Algunas com-
ppahias ofrecen tarifas de 200% por trabajar tiempo extra los domingos y dias festivos.
8 Costos de contratacién y despido. Entre los costos de contratacién figuran los costos que im-
plican los anuncios de empleo, las entrevistas, los programas de capacitacién para nuevos
‘empleados, el material desperdiciado a causa de la inexperiencia de los nuevos empleados, a
pérdida de productividad y los trdmites iniiales. Entre Ios costos de despido figuran los cos-
‘os de las entrovistas de salida, el pago de indemnizacién por cese de empleo, el readiestra-
miento de los trabajadores y gerentes restantes yl pérdida de productividad.
44, Costas por mantenimiento ce inventario. Entre los costos por mantenimiento de inventario
figuran algunos costos que varian sogin el nivel de la nversién en inventario: os costos del
capital inmovilizado en el inventario 1s costos variables de almacenamiento y movimiento
de almacén, los costos de robos y obsolescencia, los costos de seguros y los impuestos.
‘5. Costos por concepto de pedidos atrasados y desabasto. Como se mencioné anteriormente,
uso de pedidos atrasados y desabasto ocasiona costos adicionales para agilizar los pedidos
vvencidos, costos de ventas perdidas y el costo potencial de perder a cliente que se va con un
‘competidor (lo que se conoce a veces como la pérdida de crédito mercantil)
> PLANIFICACION DE VENTAS Y OPERACIONES COMO PROCESO
La planificacién de las ventas y operaciones es un proceso de toma de decisidn en el que intervie~
‘nen tanto les planificadores como la gerencia. Se trata de un proceso dindmico y continuo, ya que
PLANIFICACION DE VENTAS Y OPERACIONES < CAPITULO 14 577
lan do ventas y operaciones de Artic ir Company corespondiente a abril de 2006 FIGURA 14.3
oa cs rena ami 7 invetara) Una eevee fan de ventas y operaciones para
aSTORAL foots Cus Neses Projccién grea! Pandene-
pane a ‘une fama de products que se
a5 85 ia0 i 70 150 176 275 $8700 $8,580 fabiean para mantener en invertaro
Favs: Thomas Wels, Sls &
(peas Pemirg: The How-To
‘ancboak, 2a. ed, Cnc, to.
Eviahaoe & Company 2008
1 8 85 BH 7S IT 225
115 105 69 95 40 198 321
[NOTAS SOBRE OFERTA
‘Dino de nuevo producto que se azaré.en enero do 2007 1. Varacons sobre ado en novembre ydcientre
2. Tempo etre en uo yagost.
+ par se imac ms el izonte de plniicacion de ete plan. Cuando ears el plan dl genomes, rime mes eno hort
te lard somaya ya mes savers tora er abl enero ro parece tare
los segundos seis meses aparecen por trimestre. Por tltimo, los totales de Ios iltimos seis meses en el
horizonte de tiempo se presentan en una sola colurnna. Esta representacién da més precisiGn al corto
plazo, pero incluye una buena cobertura del futuro, y todo con un niimero limitado de cokurmnas.
sta familia de productos en particular, que se fabrica para mantener en inventario, tee una
demanda altamente estacional. El plan de operaciones consiste en acumulay el inventario estacional
nla temporada baja, programa las vacaciones tanto como sea posible en noviembre y diciembre, y
‘usar tempo extra en la temporada pico de junio, julio y agosto. Las hojas de cdlculo del plan usan di-
ferentes formatos, dependiendo de laestrategia de produceidn e inventario. En una estrategia de en-
samblaje por pedido, el inventario no consiste en bienes terminados, En cambio, es un inventario de
‘components estandarizados y subunidades construidas para las operaciones de acabado y ensam-
blaje. En la estrategia de fabricacion por pedido, se sustituye a seccién de inventario en et plan de la
figura 14.3 por una secciGn que muestre las cantidades planeadas y reales de pedidos acumulados.
‘Los planes de los proveedores de servicios son muy diferentes, Por un lado, su plan no contie~
ne una seceidn de inventario, sino que se centra en la oferta y 1a demanda de recursos humanos.
Ls pronésticos se expresan tipicamente en funcién de los empleados requeridos, con filas dife:
rentes para tiempo regular, tiempo extra, vacaciones, trabajadores de tiempo parcial, etoétera. Los
diferentes departamentos 0 clasificaciones de trabajadores sustituyen a las familias de productos.
I proceso mismo, que por lo general se realiza mensualmente, consta de seis pasos bésicos.
Estos pasos se parecen mucho a los que se explicaron en el capitulo 13, "Prondsticos’
‘Paso I:empiece a “transferie” el plan al nuevo horizonte de planificacién. Comience el traba-~
jo preliminar en cuanto termine el mes. Actualice los archivos com los datos reales de ventas, pro-
uecién, inventario, costos y restricciones.
"Paso 2: participe en la elaboracién de prondsticos y planificacién de la demanda para crear
los pronésticos de demanda autorizados. En el caso de proveedores de servicios, los prondsticos
‘se refierena las necesidades de personal en cada grupo de fuerza de trabajo. Por ejemplo, la direc
‘tora de enfermeras en un hospital puede crear un indice de carga de trabajo para el personal de
578
PARTE 3 > ADMINISTRACION DE CADENAS DE VALOR <
enfermeria y traducir una proyeccién de la carga mensual de pacientes en una cantided tota)
equivalente al tiempo de atencién de las enfermeras, y por ende, al nimero de enfermeras que se
requieren cada mes del aio,
Paso 3: actualice la hoja de célculo del plan de ventas y operaciones por cada familia, toman.
do en cuenta las restrieciones y costos pertinentes, entre otros, la disponibilidad de los materiales
de los proveedores, instalaciones de capacitaci6n capaces de atender s6lo un mtimero limitado dg
templeados de nuevo ingreso a la vez, capacidad de la maquinaria o espacio de almacenamiento
limitado, Las restriceiones de poltica podrfan incluir las limitacfones impuestas al niimero per.
isible de pedidos atrasados, oel uso de subcontratistas 0 tiempo extra, asf como los niveles my.
nimos de inventario que se necesitan para crear los inventarios de seguridad deseados. Normal
‘mente, muchos planes pueden satisfacer un conjunto especifico de restricciones. El planificador
busca el plan que mejor equilibrelos costos, el servicio al cliente, la estabilidad de la fuerza de ua.
bajo y otras cosas por el estilo, Este proceso puede exigir que el plan se revise varias veces
‘Paso 4:celebre tuna o mds reunfones con todos los interesados para llegar a un consenso rs.
pecto a eémo se puede equilibrarla mejorla oferta yla demanda. Entre los participantes podria.
sgurar el gerente de la cadena de suministro, el gerente de la planta, el contralor ylos gerentes de
‘compras, contol de produccién y logistic. La meta es contar con un grupo de recomendaciones
para presentarlo en la reunin ojecutiva de planificacion de ventas y operaciones de la empress,
‘Cuando no sea posible llegar a tun acuerdo, prepare escenarios de planes alternativos. Ademés,
prepare tna vision financiera actualizada de la empresa, integrando los planes de todas las fami
lias de productos en una hoja de célculo, expresada en totales monetarios.
‘Paso 5: presente las recomendaciones por familia de productos en la reunién ejecutiva de
planificaci6n de ventas y operaciones, en la cual participan habitualmente el presidente dela em-
‘presa y los vicepresidentes de las éreas funcionales. El plan se revisa con respecto al plan de nego-
‘ios, cuestionesrelativas a los nuevos productos, proyectos especiales y otros factores pertinentes.
Los ejecutivos pueden soliitar que se vealicen cambios finales en el plan con el propésito de equi-
rar mejor los objetivos antagénicos. La aceptacién de este plan autorizado no necesariamente
significa que existe acuerdo total por parte de todos los interesados; lo que implica es que todos se
esforzardn para convertir el plan en realidad.
Paso 6; actualice las hojas de ealculo para que reflejen el plan autorizado, y comunique los
planes a los interesados importantes para su implementacién, Los destinatarios importantes in-
cluyen a quienes planifican los recursos, ema que se aborda en el capitulo siguiente.
i
> HERRAMIENTAS DE APOYO PARA TOMAR DECISIONES <
Elplan de ventas y operaciones que se presenta en a figura 143 no muestra demasiado sobre las al-
ternativas reactives que utllizaron en el plan de operaciones ni sus implicaciones en los costos. En
seguida se estudiardn dos herramlentas de apoyo para tomar decisiones que hacen precisamente
eso: las hojas de calcula el métado de transporte. Ambas técnicas pueden usarse como auxiliares,
‘mientras e planificador traza los planes potenciales en el paso 3 del proceso de planificacion,
HOJAS DE CALCULO
‘Seppueden usar varias hojas de cdlculo,incluidas las que usted elabore por su cuenta. Aqui se traba
jaré con el solver de planificacit de ventas y operaciones con hojas de cdlculo que viene incluido en
(OM Explorer, La figura 14.4 muestra un plan para un fabricante que usa todas las alternativas reac
tivas, salvo el tiempo extra.
Hojas de célculo para un fabricante La parte superior dels hoja de célculo (en amarillo) mues~
tralos valores de entrada que corresponden a los requisitos de la demanda pronosticada y las al-
temmativas reactivas, periodo por periodo, Modifique estas "palancas” para buscar planes mejores
La sigulente parte de la hoja de eflculo (en verde) muestra los valores derivados que son
consecuencia de los valores de entrada. La primera fila de valores derivados se llama tlempo pro-
‘ductivo, que es la parte del tiempo regular de la fuerza de trabajo que se paga y se usa productiva-
mente. En cualquier petiodo dado, el tiempo productivo es igual al nivel de la fuerza de trabajo
‘menos el tempo improductivo y el tiempo de vacaciones. Por ejemplo, en el periodo 1, el tiempo
productivo equivale a 94 (es decir, 120 -6- 20). Las filas correspondientes a las contrataciones Y
espidos pueden derivarse de los niveles de Ia fuerza de trabajo. En este ejemplo, la fuerza de tre
bajo aumenta en el periodo 2 de su tamalio inicial de 120 empleados a 158, lo que significa que se
contrataron 38 empleados. Debido a que el tamafto de la fuerza de trabajo permanece constante
durante todo el horizonte de planificacién, no ocurre ninguna otra contratacién o despido. En
‘ocasiones, el tiempo extra y el tempo improductivo pueden derivarse directamente de las prime-
+as dos flas de valores de entrada. Cuando el nivel dela fuerza de trabajo en un periodo rebasa la
Gdemanda pronosticada, el tiempo extra es cero y el tiempo improductivo es igual a la diferencia.
Cuando el nivel de la fuerza de trabajo en un periodo es menor que la demanda pronosticada, €
> PLANIFICACION DE VENTAS Y OPERACIONES < CAPITULO 14
TO ADMINISTRATIVO
579
Ls vias negocos a menudo impican pasar a noc en un
hotel. eg 5 patle quo rece un porta ovale para =
are con su equip. 6 personal de le recepcn io espera para
‘ue orgie, Det de bstidce, el pareonal de impieza, man-
‘animientoy corna se prepara pare su estarci. Cuando usted
hace ura reservacin, da. avo a hotel du pln de hospearse a pao ain
artes de ue siquera imagine su vi, ltl ye est repaad y cuenta con
personal necesario pea aterdari. 2Céma? Mediante un proceso Hamado
lnicacn de ens y operaciones.
Laplanfactn a vrs y operaciones as un proceso qu toda orga
in lea ceto en ura u ra media, plan, ques canoe caro pen de per~
sonal plan ce rears d serio, os mas etal en as rganizacoes
servo, dob encctar el nel adecuado desea canta misma emp,
meron a estaba de fur dete cate des costs para gar
las uae esperacs por a organizacin. Pr dinde comerzan as corga-
fias? hemos un vz a Stzrwood Hotels and Reus para eco se hace,
Starwood opera mds de 750 establecimientos en todo el mundo, Ens
riveles mas es, Starwood eve cao a planifeain de ventas yopeaco-
res arucmerta, ls usesracasaros se reaivan cada mes pr region yor
hoe, Los ngresos presspuetaccs yoras proyccianes vere dels ofinas
cals; a repre y cada ote nl india dsglsan os pronéstcos
sara ststacer sus nels de ccupcié espera. Ticament, deta de
recurs hunaras determina la eaca de personal que se necesta en todas
las disiones, coma ol servicio de sliments y betdas, habtaciones (ncwye
Impioa, sa, srvicis 2 huéspedes) ingest, programa de calidad Sk Sg-
adnan de ngreses ycertablded.
En cad tal ls geretes gnerisy su personal det prporioner
eos paral plan del aa px, a empo que plemetanyrenitran a
‘ata del afi en curso En la mayor de shots, la nmin representa
cas 40% dee ngrosos presupuestabsy constiuye el gasta més grande on
‘qe eth neue Tain eso gasto més contlable. Muchas dos hoe
tes mayor does carro tursone tenon ptrones de estacionalidad ave
ectan la demande de hablaciones y sarvicis. A suv, eta estaconalcad
ict consierblemente pan de personel def organiza,
ara deerra os les de peso a compafia usa un programa de
softvare pated que moc dren do oowpacn con bese n dts hs-
‘rus, Las pringles drecces del personal son las blaine ocupads
las mies dens eszuraries, quo ee conoan camo" ebits” Strood co-
roe, por habtact vor cura cdno personal necesita pare uncon de
manera debida. Cuando se iiraducan os datos dei ocupacé y os ebletos
nal rograna nfo, resus un mde dol rive personarco-
mendado para cada dn. En guia, os grea de ds eisan esa =
cumendac yl lust, ses nacesaro, para asogurarse ce que! persoale-
ye acuerdo con os planes thane presapestacos. Vara veoes a ose
‘eran fra del empleo para ecttar persona o ecu y cota con una
rete do cares ceicedoe, tno de ataadoes de empo parcial camo
de ermpo completo, que est Ist cuand se encase. La mayor dos t=
las marten una reserve de trebladres de tengo parcial qu pueden cum
‘elas hres de tratap slo nivel de huéspces de hotel sb reque-
rex. Lasvacasones dea geen ce programa gaa tprad al. Se a-
taj emp extra es necesars, pero esa opines menos daseable que po-
amar tive propio do porsonal en cad ds.
programa también toma en cuenta tanto compat como la posi
‘in del atl dentro de a organizzién de larwood, Por eal, un hatel
‘ano con 400 haatacioes, que en esncia es un edi ato, noe an ca
pio come un vento turistic dspers con campo de gol, spa, cero de
‘coTwencones yoos services que el oll dea cuted no ote. La pasion
‘también es portant, Las expetatvas de serio alent en un hot! de.
DvD
‘Un proprarra de software que genera un modelo de ocupacén con
aso on dainshistroos ayuda a Starvood a mantener ives
aceouatlos de personal en sus hotels. Los gents conooen, por
‘abitacion y por cubleto,cudntos empleadas deben programas
‘para que ls huéspodes rechan una buena aoncén,
‘nc estos son mucho més ata que ls de un hotel de res earls on un
azrquero,yrequeren propriones mucho mayres d@ personal 2 huéspe-
es Por imo, se hoteles euevo, se wlan dats hstrcs de hoteespa-
recos pare melo orsonal ara primers ds afos de operacén.
‘Starwoo ntenta mdr a demandayatnuar os pias y vas cos
patrnes de darenda, Muchos de os hates de a compatiatnen tes este-
Cioes: al, mda (lama "steuder’ybja, Starwood, aligua ave sus com-
petidcres, fee tats esperils, paquets fami y oferas especiales do
fin semana para araeradierentes sogmentns dl mercado drt os pe
ridas de menor movimiento. personal recto capactacln en varia disp-
ras para poder aber en flerentes reas, como la racepcin y el mostadr
el consaj, gar que no hay neoasdad do afar persoal en ia istnas
temporada Los empeads también pueden ser traladadostamporaimont @
‘os hoteles de Starwood pars que presen ayuda cant os periods pio.
Por eemplo, uerdo se ponstica que la ccunacnalcanard nivel as en
‘un relin de pals, se asiona persoral de las areas que estén entrando
‘er temporada bj pra que cuba a dean.
Preguntas
1. qué punts dl proceso de planificacénespraria usted que intr
rier as reas Ge consbldesyfnaaas, marketing, temas de inor-
rmacin y operaciones?
2. Stanwood ema une etatogia de parsocutn nie dizi, a
‘vol de inetaio 0 mia? JPor qué este métné es a map pci pre
la compat?
‘3. gn qué feral personal paral nauguraci de un nuevo te ©
‘centro treo del personal do ow hotel est? JEn qué tos po
basarse Sizweod pare asagurar de no cotaiar mucho poco personal
en au primer aio de operaciones?
580 PARTE 3 > ADMINISTRACION DE CADENAS DE VALOR <
FIGURA 14.4
Plan de un fabricate que usa una
oj de céeuoy una estrategia moa
Nive deere de abla
‘Tiempo imreducivo
‘Tempo exra,
‘Tiempo de vacaciones:
“Tempo de svconreteién |
odes arasades
Valoras derivado
Tempo proactva
tiempo improductivo es cero yl tiempo extra es igual ala diferencia. Bn general, cuando todaslas
alternativas adicionales (por ejemplo, vacaciones, inventario y pedidos trasados) son postbles, el
tiempo extra y el tiempo improduictivo no pueden derivarse sdlo de a informacin sobre la de-
manda pronosticada y los nveles de la fuerza de trabajo. Por tanto, el tiempo improductivo y
eltiempo extra se muestran como valores de entrada (y no como valores derivados) en la hoja de
calcul yl usuario debe tener cuidado de especiticar valores de entrada consistentes.
La parte final de la hoja de edlculo, los valores calcuiados del pan, muestr las consecuencias
PLANIFICACION DE VENTAS Y OPERACIONES < CAPITULO 14 581
strategia al nivel
Uso de la estrategia de persecucién y I
de utilizacién como puntos de partida |
La geente de un gran canto do dstbuckn toe que deerinar cunts ales Ge tempo paral debe mentee
clan. la Cosa desaroerun pan ce personal que reduca al rm ls costs tts, yquercomnzar ean
laesrctoga ce parseculn y a etatoga a rivl de ileacén, Para la estatepa al rivet ce uzan, I gorente de
sa proba priaro a il ce a Tuerza de rabalo qe satel demand con el uso minima de ema improducto. MODELO ACTIVO 14.1
En primer ugar f arene deel ao suerte en sels pertdos, cada uno de dos meses de dracén. Cads El modelo actho 14.1 on ef CD-ROM del
cmplado de empo paral abe un mxo de 20 ares por semana on empo regia, peo al némero real de ha-_etudante mueetrael impacto que
fas abajados puede er mer. En lugar de pagar emo igreduco, jade de cada abet se reduce duran- produce cambiar nl doa fuerza do
‘os peiods de poco modmint, Una ve Ince en le nmin de pao, se emplea acai abc todos os das, trabajo, la estructura de casos y la
aro es psbie que ést bl rable urascuartas horas. emo ere puede usarse en os peados pce. capaci do fompo eta,
La demanda pronostcad del eno de dsc ae expresa como ol nimero de empleads de impo parcial
‘ue se roqeren en ca periodo,dentodel tempo regvar maxi de 20 horas por samara, Por jp, nel pet
3, se estima que se requerén 18 enpleas de iemno parcial, qv deberén vablar 20 hors pr serine Geto
(4 tempo regu.
1 2 8 & 8 6 Total
| "Garand pronestoacs® 6 AGL eae Tne OTe
“timer de epleatcsdeUero parla
-etsalmente, fe emeresacsorta oan 10 eroloados de lenpo pari, que no han sido suas de a deranda po-
nsteada ques inca ent tbla. La nirmacn sore ls rsticloesy costs present a contnuaci:
2. Las mersones cola intlacones de capac itn ano més de 10 e nimero de nuevos empleads
«48 es pose conalar en cualler pero.
b. Nose penis ningin pedo arasado; en cada paid se debe saitcer tal demande,
.Elttmpo etre no puede se pari a 20% dea capacidad de emo regular es dec, horas) enninginpo-
rio. Pro tant, io més que puede abel cua emplead de temp parcial es 1.2020) = 24 horas par
semana
4. Se puecenasgnar is Sguens costs:
Tai aaa en tempo regular $2,000 por pedo 20 hoes por serena
‘Selo por tompo era 150% dota dl emp regular
Contratecones| $1,000 por parson
Despides $8500 por peeoran
Rodead de is de batons para
escuar, un rats de tergo
parcial asta inoniaiaos
oducts nueos en el darter
‘erecapn del con de dsb de
a on Summer, Washington, RE er
plea un alo prceniae de trabojat-
‘es de amo parle, muchas os
cil sn esate univers.
Pex lo gnecl go ea de ovenes Ue
praccan deportes lair re yestn
‘amid con of upo que
verde,
582 PARTE 3 > ADMINISTRACION DE CADENAS DE VALOR <
a
FIGURA 14.5
Hoje Ge cdeulo para a estratogla de
peszouelén
TUTOR 14.1
Etulor 14.1 en el CD-ROM del estudan-
te presenta obo ejemplo pata elzborar
un plan usando fa estratogia de persecu-
‘ln eon contrataconesy despids.
TUTOR 14.2
Eltuior 14.2 en ol CD-ROM de
estuciante presenta oto efemplo para
‘labora un plan usando la esrategia
lve de uriizzcén con tiempo extra
y timp improduatv,
FIGURA 14.6
Hoja de cdelo para a estretegia al
rive de uttizaién con lego extra
yun minim de tempo improductho
Valores 6 Entrata
Demands ponosticade 6
Nivol de afer de bajo 6
“Tiempo inroducvo 0
Tiempo exe 0
Valores dervados
Tempo producto Raa
Contrataciones |
Despicos
Costas calulados
Tempo produto
“Tempo imorodutvo
Contatacones|
Despaos
SOLUCION
a. Estratola de perecucn
sa estate rule simplemente usta a uerza de trap sean sea necesaio para satisfac la denan-
a, como se muestra cn la gua 145. Las les ce aha de culo que no son plates (oro el wena y
\as vacaciones) stn oct, La fla dl veld a fuerza dl trabalo es dia a a lade a demanda renast-
cada, Una gran cana de conatacionesy despidas comienan cone despdo Iediato de 4erplesdes
‘impo parcial porque el personal acta! etd compuesto por 10 personas ye vel de personal equa ene
patio Tes d alo 6 Sin embargo, nuches empeedas, como ls estudents unverstars,preien rabaer
‘impo paral] coto toes de $173,500, ya mayor pat del aumento els cosas se debe als fecue.
‘as corratacioes y desis, qu suman $17,500 al costo cl impo produto en emp requ.
Estate nivel de wasn
‘Cana pronto de reduc al mime llempo improducvo, el uso maa de fempo eta posible cabs cour
‘ee pering pio, Para ese extratol lel de lzacn en patil, a maximo temo que puede uta
gente 0s 20% de a capaci de tempo equa, w, por ct
1 20u=18 empleados requeridos en el periodo pico (periodo 3)
8
w= R= tSempeatos
‘cuando fa cartidad ttl de persoral es de 15 empeados la canta cep improdutvo se minimiza en
‘sa estategle de nivel. Como el personal yaicliye 10 empleads de tiempo parca a gorente debra cote
‘er da medial § més. El plan completo se muestra en lair 14.6.6 cot ttle de $168,000, sume que pa-
‘ae raze porque el costo mini posible es desta $156,000 (78 periods x2, 000/pering). Est costo
‘alors de Entrada
Demanda ponostad
vol dea fuera de trabajo
“Tempo impraticvo|
Tempo extra
Valores dervedos
“Tempo productvo
‘conataconas|
Despics
(Costas caleulados
‘Tempo productvo
> PLANIFICACION DE VENTAS Y OPERACIONES < CAPITULO 14
503
se logara9o ol fa grate encontrar a manera de cb la amanda pronostiadapara os 78 porioco en su
‘otldad con trp requ. El pan parece razonble sobre toco porque requereel uso de grandes caicades
de tiempo inproducto (15 periods), cual, en est eam, nose pap.
Punto de decisién La geronte, que ahora lene un punto de ceferencia cone cal comparar ofos planes, ha
Cecio evauaralgunes oes planes antes de tomar ura docisin dtntve,comenzando con a estrtoga 8 pa
secucin, La Une forma de reduc os costs os reduc de guna ana la prima por 3 periods ce empo extra
8 los empeados (8 periods x $3,000/perad) o reduc el coin de cotatacion de 5 empleados 6 cotatacio=
1s x $1,000/perone), No ebstant, es posible que estan mejores solciones. Pr ejemplo, el tiempo improduct-
‘vo puede reducse ails contratacinesseretasan hasta al perado 2 porque la actual uerze da webao es sufcen-
‘te hata entones. Esto retago disminlfala cantléad de tmp imoreductv sn gooe de suet, lo que conte
ura more cuaitatv, Const ors ideas ane! modslo ato 14
EL METODO DE TRANSPORTE
‘Laprincipal ventaja del método de la hoja de cdlculo es su simplicidad. Sin embargo, el planifica-
dor atin tiene que tomar muchas decisiones para cada periodo del horizonte de planificacién con
tl propésito de elaborar el mejor plan posible. Las repercusiones que el plan elegido tiene en los
costos son considerables, par lo que el analisis debe ser cuidadoso y bien pensado. Varios méto-
dos mateméticos pueden ser tiles en este proceso de buisqueda. La programacién lineal es espe-
clalmente eficaz porque puede inchuir todas las alternativas reactivas, incluldas las variables de
ddecisin relativas alas contrataciones y despidos. Para aprender ms sobre su uso, consultelalec-
cig que se incluye en el CD-ROM del estudiant.
En esta seccidn se presenta y demuestra el método de transporte para la planificacién de la
produecién, que es un caso especial de programaci6n lineal. Se aplicé con anterioridad para deci-
‘dirlalocalizacién de una instalacién dentro de una red de instalaciones. Cuando se aplica ala pla
nificacién de ventas y operaciones, el método de transporte es particularmente ull para el célculo
{de inventarios de previsién. Asf pues, se relaciona més con los planes de produccién de las plantas
‘manufactureras que con los planes de personal de los proveedores de servicios. De hecho, los nive-
les de la fuerza de trabajo para cada periodo son valores de entrada en el método de transporte,
més que resultados produeidos. Esnecesario evaluar diferentes planes para el ajuste de la fuerza de
trabgjo. De este modo, es posible obtener varias soluciones por el método de transporte antes:
de seleccionar un plan definitivo.
luuso del método de transporte para planificar la produecién se basa en la suposicin de que
se dispone de un pronéstico de la demanda para cada uno de los periodos y también de un po
ble plan para ajustar la fuerza de trabajo, También es necesario conocer los limites de capacidad.
fen términos de tiempo extra uso de subcontratistas para cada periodo. Otra suposicién es que
todos los costos estén relacionados linealmente con la cantidad de bienes producidos; es decir
{que un cambio en el volumen de esos bienes genera un cambio proporcional en los costos.
Para elaborar un plan de ventas y operaciones para una empresa manufactura, haga lo si-
sguiente:
11. Obtenga los pronésticos de la demanda para cada periodo que abarcard el plan de ventas y
operaciones eidentifique el nivel iniial de inventario actualmente disponible que puede uti-
lizarse para satisfacerla demanda futur.
2. Seleccione un posible plan de ajuste dela fuerza de trabgjo, usando una estrategia de perse-
Ccucién, una estrategia al nivel de utilizacin, una estrategia al nivel de inventario o una estra~
tegia mixta, Especifique los limites de capacidad de cada alternativa de produccién (tiempo
regular, tiempo extra y subcontratacidn) para cada periodo cubierto por el plan
8, Estime el costo por mantenimiento de inventario y el costo de las posibles alternativas de
produccisn (produccién en tiempo regular, producci6n en tiempo extra, y subcontratacién)..
4, Introduzea la informacion recabada en los pasos 1-3 en una rutina computarizada que
resuelva el problema de transporte, Después de obtener a solucién, calcule los niveles del in-
ventario de prevision e identifique los elementos del plan que tienen los costos més elevados.
5. Repita el proceso con otros planes de capacidad de tiempo regular, tiempo extra ysubcontra-
tacién hasta que encuentre la solucién que mejor equllbre los costos y Ias consideraciones
cualitativas. Aun cuando este proceso es por tanteo (prueba y error), el método de transporte
‘produce la mejor combinacién de tiempo regular, tiempo extra y subcontratacién para cada
plan de capacidad.
|
—y)
método de transporte
para la planificacién de
la produecién
so del método de transporte para
resclver problemas de pianteacon de
roduocién,cupeniando que se dspone
1d un pronto dela demanda para
‘ada uno de os periods y también de
un pose plan para asta a fuerza
de rabal,
584 PARTE 3 > ADMINISTRACION DE CADENAS DE VALOR <
Fl ejemplo 14.3 demuestra este método usando el paquete POMS para Windows. También se
puede usar el solver del método de transporte para la planificacién de la produccidn de OM Explore,
Preparacién de un plan de produccién con el método de transporte
“ahbom Company produce cst productos do pinta para us cmc y pha. a demand de lta os
alamenexzcnayrsera tn pun maxi e toe nastier act esd 250,000 gales ye
| inert nal eberd sor de 300.00 ges.
| rca Gera] gett defebrcactn de Tu-Raw desea erconterel mejor pen de roduc znd srs da
| i ‘mane y plano capaciad que ge presenta carta as demands ycapckiades se expresan agen
tutor OPT.2 ene CD-ROM de ras gloes (en vgar de hacro en equrlenes de ercleach-prado).£ geen sabe que el costo cel tmpore
estuiante presenta or eemplo de ‘ular sd $1.00 por uni, el costo da oro otra os d $50 por uncad costo de suboonatacin es de $1.90,
laniicaién de a produccn con el or nid l caste por mentenimlents de ivertario es de $0.20 po gal, por timeste.
| métado de transport
En ost cao son aplcates las siguientes resticcores:
mésino permis de lrreo entra en cualquier tims esol 20% d a capzida de tomo agua en d-
cho times
Hl b, _'suboaatista est en pasikéad de sumer un mismo de 200,000 aloes en cuslqertimeste. La
productn se puadesutconrtar on un pero ye aces se mare en venir ara que no haya desa-
basto en un prod ft.
Nose pemiten pads aasado nl desabasto,
SOLUCION
{agua 147 sre a parfata de POMS para Wns que cate ses bss de rata Se parce mci
al tala ql se resets aba, peo conura excep. La dana de neste 4 es de 650,00 goes en ugar
ele dana rasa de to 250,000 Eta mayer don dl gare de tener mera
fattest 4 de 300,000 gees.
1a fiqva 148 muss Ua epics pera ue musta cio sets de entad oe edioen on ura abla,
tana’ able anspor, 3 sar ala gua 1.11 en captulo 1, "Losec, sao que ares sap
ra pln as vers opracenes en ard a calactn
FIGURA 14.7 ‘gus patos qe cee dstaca sons signs.
1. Ura a pra cata aterava de sunt en War dos "oene”o pla ea ua 11.12, vest por
a area ane times, ncala cared masa qe puss sas aster. La primer fein
‘lan de produccion de Tru-Reinoow ‘io inal @sponible, y las flas que siguen correspond al tiempo regular, tiempo extra y produccién subcantra-
company tac en cad uo oes cua estes Eero puede usrse pra sasfocer i deenda ono
> PLANIFICACION DE VENTAS Y OPERACIONES < CAPITULO 14
585
Tevet inl 0
Trimet Hora, i
Trt Tiempo ear is
“ies Subcotatcén 19
“inmastr'? Hora, 3399
Timeste? Tempo ata 90
Tmeate 2 SubcoeatacSa 009
Trieste 3 Worario 9909
“Trimesie 3 emp wa | 9800
09
9209)
9209,
3009,
300,
Trmesie3 Subconatacion
“Trmeste4 Horario re,
“rmase 4 Nera era
“mast Subooteacn
Demand
quer de fos cuatro tmestres, La sagunda la producin en tempo regular en el peri 1) también puede
sarse par sister a demands en cualquiera do ks ciao peas que abarcar el pan, y at svcestamen:
te. Las cas gota colura indian a misma capecidac lapoible pea las ateatas ce suns, Por
‘emia, a capecidad de tempa regular en a trimestre $ aurea dels 450,000 galones de cosumére a
70,000 gelones, para contour safer a damand pico gronotada en 1 500,000 gens.
2. Une colorina indica cada timestefuturo dela domanda en gr de as *cestinos"o almanenes dela iu
211.12, Por elerpo fa ean del vat timeste es de 650 uniades, fo que inlye la caridac desea
event fal La cael itm fla de esta column de capac (270 uridedes) ne un sigicad es
‘pecil. Se tata de a cantidac en que la capaci ttl supra fa domanda iota,
3. Las cas on las ras oeldas (rondo ls cele de ti fla ola tia column) muestra el costo do
prod una undad an un parody, en guns casos, oso de mantener laura en vera pare ven
Jaen un pred futur, Estas cas correspande as costs en a esquina sueror derecha de as cls de a
‘igure 1.12. Por ojampl, costo por uid dela produc en tp regular en el times 1 es de $1.00
por glé si se use para ssfacrla demande del mest 1, Ese cost se encuentra en fia 2 a clue 1
el telee, Sh embargo, st se groduce para stsfacr'a demanca del timeste 2, ol costo aumenia a $1.30,
(© $1.00 + $0.30) paque es preciso mantener ia unidsd en iwentzlo durante un timeste.Satisfaer ura unl
ad de demanda onal trimeste 3 produséndsa en rmeste 1 en tempo regulary mentriendo la uridad en
Inwontariocrant dos vimesrs cust $1.50, o[S1.00+ (2 $0.90], suresvamente, Se usa un meted
semen para fos cosas de tmpo eta ysubootatac,
|. Lasceldas en la part nei inde cel tebleau con un costo de $9,909 se asocan con pedis atesads (0
procuoiren un prods pa satfaner le ceranda d un parodo aren). Aa vo se permite os pedis aa-
cos porque el costo decode pedo asada es unaca bara muy crande, en este caso $9,999 por wi
tad, ios costs de os pelos etasedos son lan elevacs, el mStdo de ranspot trataré de eta porque
lo que se busca es una slucin quo mini el cost tala. $ eso no es pas, se aumeta plan de porsoral
les capacidades do erpo extra ysubcontatacién.
1. Las aforatves monns cares son squelas en que la produocn se produce y vende en el mismo pera, Por
‘emp, costo de le procuacn ent era en el tieste 2 es oe sto 1.60 par gan s étage dastina
a saistce la demanda dal reste 2 (le 6, calurna 2. El costo aumenta @ 2.10 si se destin a sastacer la
manda del vimeste 4. Sin embargo, no siempre se puede evar as altematias que creanivontario deido
as restccones de capaicad,
{8 Porstimo el costo par mantniminto de Intro por unidad correspondents al venta inal en el period
+s de 0 porque ec ura func d las deciones anteriores de pantcaisn de a produc.
Lafigra 149 muestra a pantala de POMS para Windows que indica una eoucén dpima (st problem tiene
msde una soln tna) para este in espacio de jst da i fuera de rato. Se parece ala Figura 11.12 deh
Captlo 11, "Locaacién’. Por elempe primar fla ive que 280 unidades dl inertial se wsan para
contrbuiascttacr la demand del teste 1.Lasresianlas 20 uniades en la rma fa se dastinn a satistacer
bata de a demande del times 3. La suma de as asgnactones da fia 1 230 + 0+ 20 + 0 a retesa la caneci-
‘ad na oe 250, ded en la colurna drecha Con el modo de anspor, debe obenerse ost estado con
cata fa. lft es cepacia ro utiad,
‘Asimimo, la uma do as asgnelanes de cad caumna debe ser igual a damanda ttl del trimesve, Por
fel, la demanda del timeste 1 so ststace con 290 uridedes dol ivertario na, 5 undedes dela preducisn
FIGURA 14.8
‘Tableau de ransparte para
Tru-fainbow Company
Le
586 PARTE 3 > ADMINISTRACION DE CADENAS DE VALOR <
@
FIGURA 14.9 "Gass Bane SGiO | Temeavev | Temas?
Petal do sou pa el pose overt inal 230 20 250
plan de produccin de Tu-Rainbow ae 50 oJ a o
Company “mes Subooraicn 2 200
“mest 2 Hora ep co 450
“imeste2 Tiempo eta w 80
Tamesre 2 Suboonatacn 200, 2a
Times rao. 780 70
ines 3 Teno ea 150 “0
“imax 3 Sabor 200 200
“Times 4 ora rep aw ro
“nese 4 Tego et Ee 0
Trinese 4 Scania 110 70
Dearie 0 wo] 100 850 210
en tape regular del timeste ty 20 uniades de produccénsubcontatada del este 1. Lasuma estas ces 3
‘gual ai demand pronosicda de G00 wniades
‘Sigurd ca la itrpetacin de la soluc, i Fgura 149 se pede convertion a siguiente aba Pe ao,
‘a produc tot on temp regular enel tims t es de 450,000 galones 0,000 galoes pra saisaca la de-
anda del imeste 1 y 400,000 galones para ayudar saistcer'a demande dol teste 2
Eimvrtao co preven marten al fal de cada neste se oitene ena cite column. Para cual ti-
resto, 2 lent inal del vimesre ms la prduccin ttl (roducin en mporequla tempo extra, mis
subcotatcln) mene a dereanda, Por pi, en el imestre 1 el enrol (250,000 més ttl ce pro-
duc ysubconatacin ($60,000) mens a cerande dl timastre (800,00) da por resutad un rent fl
4 510,000, quo también o invent inca! dl vines 2,
Produceién en Producclinen Sur Oferta Inventario de
‘Timestre. tiempo regular tiempo extra contrataciin total provision
1 40 % 20 560 250+ 560-300» 510
2 460 % 200 740 510+ 740-850 = 400
3 750 150 200 4,100 400+ 1,100~ 1,500
4 450 0 110 650 0+ 650-350 = 300
Toes 2700 a 0 3050
‘Naver provi ee cated cue veda ald cada tines conde Inert ni + Prosuon|
{oa ~ Demand re = Inert fal,
1 desose de fos costs se ottone mutpicando la aignacin en cada cada dla gua 14.8 por leon por
uniad en osa clea de ia figura 148! cculo do las oosis clu por coiumna (mbién se puede acon fle
ar a} produce un cost ota de $4,010,000, es deck, $4010 x 7,000,
Clculo de tos costos por colurmna
Times 1 230,60 + 5081.00) + 2065.90) Ss a8
Times 2 -400(61.30) + 4507.00) = 970
Tineste 3 20(80.6) + 901821) + 9018.80} + 200182.20) + 760(81.00)
++ 150(81 50) + 2008.90) 2.188
Timeste 4 4046.00) + 9081 50) + 1101.90)
a4
Wal «FEO
PLANIFICACION DE VENTAS Y OPERACIONES < CAPITULO 14 587
a
Punto de decislén Este pan exge damasiad tamgo extra y subonatain, ye costo dementia ce preisiin
‘es onsdereble. El gerente ha deco busrar un mejor pian de capaciad oon Iccementas en le fuerza de trabajo
‘pare aumertar la capaci de prosucién en emp regu) que pueda edu los casos de prducé, cui hasta un
‘el que se sucintoment bajo para compensa is ose a capzcdadafiacda.
> CONSIDERACIONES ADMINISTRATIVAS <
Los modelos matematicos y las técnicas analiticas son tiles para elaborary evaluar planes sdlidos
de ventas y operaciones, pero en realidad no son mas que auniliares del proceso de planificacién.
os gerentes, y no las téenicas, toman las decisiones. Después de llegar a un plan de produccién
‘ceptable, la gerencia, huelga decirlo, debera ponerio en préctica. Sin embargo, el plan de ventas
yy operaciones se expresa en términos agregados. Por lo tanto, el primer paso de la implements-
Cidn consiste en desagregar el plan; es decir, dividirio en productos, fechas y centros de trabajo es-
pecificos. Estos procesos se estudiardn en os préximos dos capftulos sobre planificaci6n y progra-
‘macidn de recursos.
> CD-ROM DEL ESTUDIANTE Y RECURSOS DE INTERNET (EN INGLES) <
L.CD-ROM del estudiante y el sitio Web complementario en wwwpearsoneducacion.net/
Ikrajewski contienen muchas herramientas, actividades y recursos diseados para este
capitulo,
> TERMINOS CLAVE <
‘acumulacién de pedidos $73, familia de productos 569 plan de personal 568
alternativas dinsmicas 573 inventario de prevision 572 plan de produccién 568,
alternativas reactivas 57 ‘método de transporte para la planificacién de ventas y operaciones
desabasto 573 planificacion de la produccion 583 (S40P) 568
estrategia al nivel de inventario 574 pedido atrasado 573 productos complementatios 574
estrategia al nivel de utilizacion 574 plan anual o plan financiero 569 tiempo extra 572
estrategia de persecucién 574 plan de negocios 569 tiempo improductivo 572
estrategia mixta 574
> PROBLEMA RESUELTO 1 <
Cranston Telephone Company emplea trabajadores que realizan el tendo de cables telefénicosy
otras fareas de construceién. La compan se enorgullece de su buen servicio y se esfuerza por
ompletar todos ls pedidos de servicio en el mismo periodo de planifeaeién en que se eciben.
Cada trabajador labora 600 horas de ternpo regular por periodo de panificacon y puede tr )
bajar hasta 100 horas mas de tiempo extra en el transcurso de dicho periado. El departamento de S
aperaciones ha estimado las siguientes ncesidades de personal para este tipo de servicios duran- quToR 143
telos préximos cuatro periodos de planificacion. ener
Perlodo deplanificacion 3 2 3 4 esivsane present dr eal ara
‘Demanda (horas) 21,000 100030000 12,000 ‘racear i parca de ventas
Cranston paga salarios de tiempo regular a rezdn de $6,000 por empleado y por periodo, por opacons con una vac de
cualquier tiempo gue el empleado haya trabajado hasta un méximo de 600 horas (incluido el _estateia,
tiempo improductvo) La tata de pago por tiempo extra es de $15 por hore, apart de 600 horas.
La contratacign,capacitacién y equipamiento de un nuevo empleado cuesta $8,000. Los costos
por concepto de despidos son de $2,000 por empleado, En la actualidad, 40 empleadostrabajan
para Cranston en esta capacidad. Nose permiten retrasos en el servicio ni pedidosatrasados. Ut
lice el método de a hoja de caleul para responder alas siguientes preguntas
Prepare una estatega de persecucién ena cwl se usen solamente contatacionesydespi-
do. Cuil esa ciftatotsl de emplesdos contatados y despedidos?
FIGURA 14.10
Hoja de célulo para a estratgia de
pesecuién
FIGURA 14.11
Hoja de louo paral estratgia a
vo de ization
PARTE 3 > ADMINISTRACION DE CADENAS DE VALOR <
Valores de Entrada
Damanda ponasticada
vel ae a tueza de taba
“Tempo inpreduetvo
Tempo extra
Valores dervados
Tiempo producto
Conrataiones
Depo
Costes ealeulaos
Tempo producto
Tempo Impreducivo
Tempo exra
Contatactones
Despdos
. Elabore un plan de fuerza de trabajo en el cual se use la estrategia al nivel de utlizacién, Ma-
ximice el uso del tiempo extra en el periodo pico para minimizar el nivel de la fuerza de tra-
bajo yla cantidad de tempo improductivo,
Proponga un plan eficaz de estrategia mixta,
4d. Compare los costos totales de los tres planes.
‘SOLUCION
‘a. Lafuerza de trabajo correspondiente a la estrategia de persecucién se calcula dividiendo la
cdemanda de cada periodo entre 600 horas, ola cantidad de tiempo regular que trabaja un
‘empleado durante un periodo, De acuerdo con esta estrategia, se requiere la contratacién de
un total de20 trabajadores y el despido de otros 40 durante los cuatro periodos del plan. La
figura 14.10 muestza la solucién de la “estrategia de persecucién’ que produce el solver de
planificacisn de ventas y operaciones con hojas de célculo de OM Explorer. En este solver
‘de propésito general simplemente se ocultan las columnas y filas que no se necesitan.
’b, Lademanda pico es ce 30,000 horas durante el periodo 3. En vista de que cada empleado
‘puede trabajar 700 horas por periodo (600 de tiempo regular y 100 de tiempo extra), el nivel
{dela fuerza de trabajo en la estrategia al nivel de utilizaci6n con el cual se minimiza el tem-
po improductivo es de 30,000/700 = 42.66, o sea, 43 empleados. Esta estrategia al nivel de
utilizacion requiere la contratacién de tres empleados en el primer trimestre y que ningin
trabajador sea despedido, Para convertr los requisites de demanda en equivalente emplea-
do-periodo, la demanda en horas se divide entre 600. Por ejemplo, la demanda de 21,000 ho-
ras del perlodo 1 se traduce en 35 equivalentes empleado-periodo (21,000/600) yla demen-
da correspondiente al ercer perlodo se traduce en 50 equivalentes empleado-periodo
(@0,000/600), La figura 14.11 muestra la hoja de célculo de OM Explores para esta estrategia,
alnivel de uilizacién que minimiza el tempo improductivo. |
1 2 3 + aaa
Valores de Entrada
Deana peooscata a
‘ive! de a fuerza de taba 4% 8 a ae tant
Tonga nproaicve Beh os Keema
Tong eta 0 Tn OR
> PLANIFICACION DE VENTAS Y OPERACIONES < CAPITULO 14 589
Valores de Entrada
Deane prnosieda
vel dl fuera d taba
‘Tempo improductvo
Tipo otra
Valores derivados
Tiempo producto
Contetacones|
Despids
(Costas calcuados
Tempo procuctvo
‘Tempo mproduetvo
Tempo otra
Contataconas|
Despidos
«nel plan para a estratega mixta que aqutse propone se ha utlizado ina combinacién de
contrataciones, despidos tiempo extra para reduc ls costos totals. La fuerza de tabalo
se reduce en5 personas al principio del primer period, se eleva en Sen el treet periodo
yee reduce en 13 en el euarto perodo, La figura 14.12 muestra los resultados.
4. Fcosto total dela estrategia de persecucién es de $1,050,000. La estrateia al ive de ut
zacién produce como resultado un costo total de $1,119,000 plan de estrategia mixta
Aesazzllé por tanteo (prea yeror y results en un costo total de $1,021,000. Es posible in-
‘roducirmejrasadicionaes en esta estate mixta.
> PROBLEMA RESUELTO 2 <
Arctic Air Company fabrica aparatos de alre acondicionado residenciales. Hl gerente de fabrica-
in quiere preparar un plan de ventas y operaciones para el afio préximo, baséndose en los si-
gulentes datos de demanda y capacidad (expresados en cientos de unidades de producto.
Teb Marfan Ago Sept Nave
C0) @ @ o 6 @
(Teneee Pot enon
ners & oe Oe
Tonooms =k 18 _
| stetaicn 10 0 0 6 10
El tiempo improductivo no se paga y no hay costos asociados con la capacidad no utilizada en.
‘érminos de tiempo extra o subcontratistas. La fabricacién de una unidad de aire acondicionado
‘en tiempo regular cuesta $1,000, incluidos $300 por concepto de mano de obra. Producir una
unidad en tiempo extra cuesta $1,150. Un subcontratista produce una unidad, de acuerdo con las
‘specificaciones de Arctic Air, por $1,250. El costo de mantener en inventario una unidad de aire
acondicionado es de $60 por cada periodo de dos meses, y actualmente hay 200 unidades en in-
ontario, El plan requiere la presencia de 400 unidades en inventario al final del periodo 6. No se
permiten pedidos atrasados. Utilice el método de transporte para elaborar un plan que minimice
os costos.
FIGURA 14.12
ja de cloulo para ia estratnia
ta
590
PARTE 3 > ADMINISTRACION DE CADENAS DE VALOR <
FIGURA 14.13 | Delos panes dpios de produccin invent
SOLUCION
Las tablas siguientes muestran Jos planes 6ptimos de produccién e inventario. En la figura 14.13
se presenta el tableau correspondiente a esta solucién. A los pedidos atrasados se les asigné un
‘costo arbitrariamente alto ($99,999 por periodo), con lo cual 6stos quedaron efectivamente des~
ccartados. También en este caso, todas las cantidades cortespondientes a produccién estén expre-
sadas en cientos de unidades. Observe que la demanda en el periodo 6 es de 4,400. Esa cantidad
representa la demanda del periodo 6 mds el inventario final deseado de 400 unidades. El inventa~
ro de previsién se mide como la cantidad restante al final de cada periodo. Los célculos de costo
se basan en la suposicién de que a los trabajadores no se les pagan el tiempo improductivo, 0 que
trabajan en forma productiva en otros lugares de la organizacién cuando no se requiere su parti-
clpacién en este trabajo.
‘Uno de os aspectos de esta solucién que resulta desconcertante al principio es que el inven
tarioinicial de 200 unidades se destina a satisfacer la demanda del periodo 4 en lugar dela del pe-
iodo 1. Laexplicacion es que existen varias soluciones 6
previsién que se derivan en la siguiente pagina.
> PLANIFICACION DE VENTAS Y OPERACIONES < CAPITULO 14 591
as y ésta es s6lo una de ells. Sin em-
‘argo, todas las soluciones dan por resultado los mismos planes de produccién y de inventario de
Plan de produccin
Producti en Producti on
Fevodo tempo reguar _tempoerta——Sutcontelacén Toa
1 0500 = 2 son
2 es00 a0 = 0
3 500 1.900 = 700
4 00 100 100 10,600
5 7000 ene = F000
8 400 s = 440
Inventario de previsién
oven mis prodvcin Invntario de
ead ota mens demanda presi (na)
1 200 +8800 ~ 5.000 1700
a 1700+ 6900 ~ 600 2600
an 8 2,600 + 7,800 — 9,000 1,400
4 1400+ 19600 —"2000 0
“6 7000 ~ 7,000 0
b 6 4400 ~ 4000 e)
| > PREGUNTAS PARA DISCUSION <
1, Los métodos cuantitativos pueden ayudar a os gerentes a eva-
tuar los planes de ventas y operaciones con base en el costo. Bs-
tos métodos requieren estimaciones de costos para cada una
de las variables controlables, como tiempo extra, subcontrata-
cién, contrataciones, despicos e inversion en inventario, Su-
ponga que la fuerza de trabajo existente esté formada por
10,000 empleados de mano de obra directa, cada uno de los
‘cuales posee habilidades que se han valuado en $40,000 por
‘fio. El plan requiere “Ia creaci6n de oportunidades para em-
render otras carreras”; en otras palabras, el despido de 500
‘empleados. Redacte una lista con los tipos de costos en que
Taempresa incurre cuando despide personal yclabore un cdleu-
To aproximacio de cudnto tiempo se requeriré para que los aho-
108 obtenidas en a némina compensen los costos de reestruc-
‘turacidn, Si se espera que los negocios mejoren en el transcurso
de un aft, zestén justificados los despidos desde el punto de
vista financiero? ;Cudles son los costos en que se incurte en un
despido que son dificles de estimar en términos monetatios*
2. En su comunidad, algunos empleadores mantienen a toda
costal estabilidad de su fuerza de trabajo, en tanto que otros
suspenden temporalmente a sus trabajadores y luego lo:
vwuelven a lamar a la menor provocacién. :Qué diferencia:
hay en términos de mercados, administracidn, productos, p0
sicién financiera, habilidades, costos y competencia qu
podrfan explicar estos dos extremos en la politica de personal
8, Cuando mejoré la suerte de los tres grandes fabricantes di
‘automéviles de Estados Unidos a mediados de los afios 90,
los obreros de una planta de GM se declararon en huelga
[Esos trabajadores producfan las transmisiones que se utili
zaban en otras plantas de GM, Casi de inmediato, mucha.
otras plantas de GM tuvieron que cerrar por la falta de esa:
transmnisiones, Ante el inminente riesgo de perder produc
cidn en un mercado muy activo, la direccién de GM no tard
en acceder alas demandas de los obreros, que exigian la re
contratacién de mds trabajadores temporalmente cesados :
la programacién de una menor cantidad de tiempo extra
:Qué decisiones de planificacién de la produccién, relacio
nadas con las variables controlables (cuya lista aparece en I
pregunta para discusidn 1) resultan evidentes en esta situa
ign?
> PROBLEMAS <
En cada copia nueva del libro de texto se incluye software, como
‘OM Explorer, Modelos activos y POM para Windows, Pregunte a su
profesor cémo usarlo mejor. En muchos casos, el profesor dese:
‘que los alunos entiendan cémo hacer los célculos @ mano. Cuan
592
do mucho, el software le servird para comprobar sus céleulos.
‘Cuando éstos son espectalmente complejos ya meta es interpretar
Jos resultados para tomar decisiones, el software sustituye por
completo los célculos manuales, El software también puede ser un
recurso valioso después de que concluya el curso.
1. LaDivisin Munitpal de Mantanimiento de Carreteras de
Barberton tiene as cargo lareparacin dels caminos de a.
ciudad de Barberton yla2ona crcundante. Cindy Kramer,
Jadlirectora de mantenimiento de carretera, tiene que presen-
tar un pian de personal parse fo sigulente, tomando como
base un programa de reparaciones prestabecido yl presu-
puesto dela ciudad. Kramer estima que las horas de mano de
‘obra necesatas paralos cuatro trimestes proximos ser:
6,000, 12,000, 19,000 y 8,000 respectivamente, Cada uno delos
11 miembros de a fuerza de trabajo puede contribu con 500
horas por trimestr. Los costos de némina son ce $6,000 en sa-
larios por trabajador, por concepto de tiempo regular de traba-
jo hasta un maximo de 500 horas, con una aria de pago por
tiempo extra de $18 por cada hora de tiempo extra Este debe-
ralimitars al 20% dela capacidad del tempo regular en cual-
{ier trimestre. A pesar de quela capacidad de tiempo extra
‘outilizada no tene costo alguno, todo el tiempo regular no
utlizado se pagaarazin de $12 por hora. El costo que implica
lacontratacién de un trabajadores de $3,000, y el costo por
despediro es de $2,000. Nose permite lasubcontrataciin
‘a, Encuentre un plan al nivel de uilizacién de a fuerza de
trabajo en el cual no se permitan retrasos en la reparacién
de carreteras y se minimicen el tiempo improductivo. Bl
tiempo extra se puede usar, dentro de ls limites estable-
cidos, en cualquier trimestre. ;Cules el costo total del
plan y cudntas horas de tempo improductivo requlere?
b. Utilice una estrategia de persecuclén que permita modi-
ficar el nivel dela fuerza de trabajo sin tener que recurrir
a tiempo extra nia tiempo improductive. sCual es el cos-
to total de ese plan?
. Proponga su proplo plan. Comparelo con los delas par-
tes (@)y (b), y eanalice sus méritos comparativo.
En el campo de golf de Bob Carlton se han calculado lassi
_guientes necesidades de personal para ofrecer sus servicios
‘en los dos préximos afios.
‘Timestre
Demanda (horas)
‘Trimestre 5 6 7
Demanda horas) 4400 6.240 __ 3,600
(Cada uno de los instructores certificados trabaja 480 horas
de tiempo regular por trimestrey, ademés, puede trabajar
120 horas de tiempo extra. El.costo que paga Carlton por
concepto de salarlos y prestaciones en tiempo regular es de
$7,200 por empleado, por trimestre, considerando un total
de tempo regular de trabajo de hasta 480 horas, con un
costo de $20 por cada hora de tiempo extra. El tiempo regu-
Jarno utilizado de los instructores certficados se paga a
$15 por hora. No hay costo alguno porla capacidad de
tiempo extra no utiizada. Fl costo de las contrataciones,
capacitacién y certificacién de un nuevo empleado es de
$10,000, Los costos de despido son de $4,000 por empleado.
Actualmente ocho empleados trabajan en esta capacidad.
fa. Elabore un plan de fuerza de trabajo con la estrategia al
nivel de utiizacién, en el cual no se permita ningun re-
traso en el servicio y se minimicen el tiempo improduct-
vo, 4Cusl es el costo total de este plan?
PARTE 3 > ADMINISTRACION DE CADENAS DE VALOR <
4
bb Aplique una estrategia de persecucidn que permita mo-
dificar el nivel de la fuerza de trabajo sin tener que usar
tiempo extra ni tiempo improductivo. ;Cual es el costo
total deeste plan?
ce. Proponga un plan de estrategia mixta, de bajo costo, y
caleule el costo total.
tiene permitido empleara algunos instructores no certifia-
dos de tiempo parcial, siempre que no los ocupe més del 15%
del total de las horas que corresponden ala fuerza de trabajo
fen un trimestre cualquiera. Cada instructor de tlempo parcial,
puede trabajar hasta 240 horas por timestre, sin costo algu
no de tlempo extra o tiempo improductiv. Los costos de
‘mano de obra de los instructores de tiempo parcial son
de $12 por hora, Los costos de contratacién y capacitacién
son de $2,000 por cada instructor no certificado, y no hay
costos por los despidos.
1a. Proponga tn plan de estrategia mixta, de bajo costo, y
cealeule el costo total.
'b. {Cules son las principales ventajas y desventajas de con- |
tar con una fuerza de trabajo integrada por trabajadores,
regulares y temporales? |
|
|
|
|
|
Conunuando comet probiema?, suponga chor que Catton |
|
|
|
|
|
|
|
|
|
Donald Ferilizer Company produce ferilizantesquimicos
industriales. Los requisites de fabricacién proyectados (en
ills de galones) para los cuatro trimestres préximas son de
£0, 50,80 y 130, respectivamente. Es preiso evita el desa-
basto'ylos pedidos trasedos.Se desea desarrolar una estra-_|
tegia de produeci6n al nivel de inventario. |
4 Determine la tasa de produccién trimestral necesaria pa- |
ra satisfacerla demand total del ao, sn recurrirapedi- |
dos atrasados odesabasto, Use la estrategia al nivel dein-
ventario que minimice el inventario de prevision que
‘quedaria al nal del ao, Einventaroinicial es de cero.
b._Especifique los inventarios de provisidn que se van apro-
duit,
« Suponga que los requisites para los cuatro trimestres
préximos han sido revisados y serdn de 80, 130, 50y 80,
respectivamente. Sila demanda total sigue siendo lami
ma, squé nivel de tasa de produccidn se necesitaré ahora,
igulendo la misma estrategia de la pert (a?
La direcei6n de Davis Corporation ha establecido el siguiente
programa de demanda (en unidades):
Mes 1
Demanda ___500,
Mes 5 6
Demanda___2,000___1,600
Mes 9 10
Demanda___1,000__2.400
Un empleado es capaz de productt, en promedio, 10 unida-
des al mes. Cada trabajador incluido en la némina cuesta
$2,000 por concepto de salario mensual de tiempo regular. Bl
‘tempo improductivo se paga ala misma tarifa que el tiempo
regular. De acuerdo con el contrato de trabajo vigente, Davis
Corporation no trabaja tiempo extra ni utiliza la subcontrata-
«ign. Davis puede contratar y capacitar a un nuevo empleado
por $2,000 y el despido de cada trabajadorle cuesta $500. El
costo de inventario es de $32 por cada unidad disponible al
final de cada mes. Actualmente hay 140 empleados en la n6-
mina yl inventario de previsién es de cero.
> PLANIFICACION DE VENTAS Y OPERACIONES < CAPITULO 14 593,
‘a. Prepare un plan de produccisn con la estrategia al nivel
de inventatio, en el cual s6lo se usen las contrataciones y
el inventario de previsién como alternativas posibles, se
‘minimice el inventario que queda al final del afio. Los
ADMINISTRACION DE CADENAS DE VALOR <
Timestre 1 Trimestre2—Timestre3_Timestre 4
Demanca (as) 90,000 400,000 «600,000 «470.000,
(capaci ira)
“Tempo regular ooo 400,000«==—«460,000 = «aa.000 1,630,000
Tempo exta 20,000, 20,000 20,000 20,000 20,000,
Subcontatacn 30,000 30,000 30,000 30,000 30,000
segadoras por trimestre, El costo de produocién de una po-
‘dadora es de $2,430 en tiempo regular (incluidos los materia-
les), de $2,700 en tiempo extra y de $3,300 mediante la sub-
contrataclén. La capacidad no utilizada de tiempo regular
ccuesta $270 por podadora. No hay costo alguno por la capa-
cidad no utlizada de tiempo extra o subcontratacion. El nivel
‘actual del inventarlo es de 4,000 podadoras y la diteccién de-
sea terminar el afio con ese mismo nivel. Los clientes no tole-
‘an los pedidos atrasadas, y el costo por mantenimiento de
‘una podadora en inventario es de $300 por trimestre. La de-
manda de podadoras para el afio entrante es:
‘TFimestre 1 2 3 4
Demanda 10,000 _41,000__77,000_44,000
Se han propuesto dos planes para a fuerza de trabajo, yla
direccisn no esté segura de cual sera més conveniente utili-
zat. La sigulente tabla muestra el ndimero de empleados por
‘wimestre de conformidad con cada plan.
‘Timestre 1 2 3 ‘
Plan 1 720 780 920 720
Plan 2 860 860 860 860
‘a. ;Qué plan recomendaria usted ala direcci6n? Explique su
respuesta y sustence su recomendacién con un andlisis,
utilizando el método de transporte para la planificacién
dela produccién.
b. Sila direceisn utiizara la asignaci6n creativa de precios
para inducir alos cllentes a comprar podadoras durante
los periodos no tradicionales,el resultado serfael progra-
‘made demanda sigulente
‘Trimestre 1 2 3 4
Demanda 20,000 __54,000_54,000_44,000
{Qué plan recomendaria ahora para le fuerza de trabajo?
Gretchen's Kitchen es un restaurante de comida répida que
std localizado en un sitio ideal, cerca dela escuela prepara-
toria local. Gretchen Lowe tiene que preparar un plan anual
de personal. Las dinicos elementos del mend son: bambur-
‘guesas, ci, efrescos, malteadas y papes frtas. Una mues-
‘trade 1,000 clientes, tomacla al azar, revel6 que esas perso-
‘nas compraron 2,100 hamburguesas, 200 pintas de chili,
1000 refrescos ymaltesdas, y 1,000 bolsas de papas fitas.
[Asi para caloular los requisitos de personal, Lowe ha supues-
to que cada cliente compra 2.1 hamburguesas, 0.2 pintas de
chill, 1 refresco o malteada, y bolsa de papas frtas. Cada
hhamburguesa requiere 4 minutos de mano de obra, una)
ta de chili requiere 3 minutos y un refesco o malteada y una
Dolsa de papas requiere 2 minutos de mano de obra.
El restaurante tiene actualmente 10 empleados de tiem-
po parcial que trabajan 80 horas cada mes en turnos escalo-
‘nados. Los salarios son de $400 mensuales en tiempo regular
+ $7.50 por cada hora de tiempo extra, Los costos de contra-
tacién y capacitacién son de $2.50 por cada nuevo empleado,
yylos costos de despido ascienden a $50 por empleado.
“Lowe sabe que no serfa recomendable acumular inven-
tarios estacionales de hamburguesas (ni de ninguno de los
demas productos), porque el tiempo que esos productos
duran en buen estado no es largo. Ademés, cualquier deman-
dda no satisfecha se convierte en una venta perdida y debe
cevitarse. Piensa en tres estrategias:
@ Aplicar una estrategia a nivel de utilizacién de a fuerza de
‘trabajo, y emplear hasta el 20% de la capacidad de tiempo
regular en tiempo extra.
1@ Mantener una base de 10 empleados, realizando contrata-
clones y despidos segiin se requiera, para evitar el tiempo
extra,
1m Aplicar una estrategia de persecucién, contratando y des-
pidiendo empleados segtin los cambios de la demanda,
para evitar el tiempo extra
Al reallzar sus céleulos, Lowe siempre redondea el mimero de
‘empleados al entero siguiente mayor. Aderns, sigue la poit-
cea de no hacer trabajar a un empleado més de 80 horas al
‘mes, excepto cuando se requiere tiempo extra. La demanda
proyectada por mes (nsimera de clientes) del ano entrante es
la siguiente:
Ene 3,200 Jul 4,900
Feb, 2,600 Ago. 4,200
Maz 3,300 Sep. 3.800,
Abr 3,900 Oct, 3,600
May 3,600 Nov 3,500
Jun. 4,200 Dic. 3,000
‘a. Cree el programa de necesidades de servicio para el ano
préximo,
b, Qué estrategia es la mas eficaz?
‘¢. Suponga que mediante un convenio com la escuela pre-
paratotla, la gerente puede identficar a los estudiantes,
{que son buenos candidos a empleados, sin ener que
‘anunclarse en el perisdico local. Con este recurso, el cos-
to de contratacién baja a $50, y corresponde principal-
‘mente alas hamburguesas que quemaré el aprendiz du-
rante su capacitaci6n, Sil costo fuera su tinica
Total |
"200,000
> PLANIFICACION DE VENTAS Y OPERACIONES < CAPITULO 14 595
preocupacién, gmodificarfa Gretchen Lowe su estrategla
‘a causa de este mécodo de contratacién? Considerando
ttros abjetivos que pudieran ser apropiados, jeree usted
‘que Gretchen debe cambiar de estrategia?
LL, Holloway Calendar Company produce una gran variedad de
calendarios impresos para uso comercial y privado. La de-
manda de calendarios es altamente estacional y alcanza su
punto maximo en el tercertrimestre. Elinventario actual ¢s
de 165,000 calendarios y el inventario final debe ser de
200,000 calendarios.
‘Ann Ritter, gerente de produccién de Holloway, desea
‘encontrar el mejor plan de producci6n para los requisitos de
‘demanda y el plan de capacidad que se presenta en la si-
{gulente tabla. (En este caso, los valores de demanda y capa-
cidad se expresan en miles de calendarios,y no en equlva-
lentes de empleado-periodo). Ritter sabe que el costo en
‘iempo regular es de $0.50 por unidad, el costo del tiempo
extra es de $0.75 por unidad, el costo de la subcontratacién
es de $0.90 por unidad y el costo por mantenimiento de in-
ventario es de $0.10 por calendario, por trimestre.
> EJERCICIO DE MODELO ACTIVO <
Este modelo activo aparece en el CD-ROM del estudiante. Le per-
‘mitiré evaluar los efectos que produce modificar el amano de una
fuerza de tabajo constants.
PREGUNTAS
4, Sise usa el mismo miimero de trabajadores en cada periodo,
{qué ocurtiré a medida que el ntimero de trabajadores au-
‘menta de 15?
2, Sise usa el mismo mimero de trabajadores en cada periodo,
{qué ocurriré a medida que el nimero de trabajadores dismi-
rnuye de 15?
Tmestro
12 8 4 Total
Demers z50 515 1200S 200
‘capacidades
Tenporemiat 900400600 «800.=.500
Tempera 75H 8D 75 TS
‘Subcarataclon 150 160150160600
a. Recomiende un plan de produccién a Ritter, utilizando
el método de transporte para la planificacidn de la pro-
uccién. (No permita que haya desabasto ni pedidos
atrasados)
Interprete y explique su recomendacién,
Calcule el costo total del plan de produccién que acaba,
derecomendar.
oe
Suponga que el costo de contratacién es de $1,100. Qué oc
rid a medida que el ntimero de trabajadores aumenta?
‘Suponga que el costo de tiempo extra es cle $3,300. Qué ocu-
reird a medida que el ntimero de trabajadores aumenta?
‘Suponga que el casto del tiempo improcuetivo es igual al cos-
to del tempo regular (es decir, tiempo improductivo pagado).
{Cdl es el mejor niimero de trabajadores que se puede tener
‘cada mes para seguit satisfaciendo la demanda?
‘Sila capacidad de tiempo extra aumenta a 30%, eudl es el nd-
‘mero minimo de trabadores con el cual se puede satisfacer la
demanda en cada mes?
MODELO ACTIVO 14.1
Planficacion da vets y operaciones,
sande os dats de ejemplo 14.1
r
TORTIE
ses nd Operations Pl
596
PARTE 3 > ADMINISTRACION DE CADENAS DE VALOR <
CASO | Memorial Hospital
El Memorlal Hospital es una instituci6n regional de asistencia mé-
‘ica que cuenta con 265 camas y se localiza en las montafias del
‘opste ce Carolina del Norte. La mision del hospital es brindar ser-
velo médica de calidad ala poblacién del condado de Ashe y alos
seis condados circundantes. Para cumplir su isin, el director
general del Memorial Hospital ha establecido tres objetivos: (1)
‘maxlmlzar el servicio al cliente para incrementar la saisfaccin
‘del mismo; (2) minimizar los costos para seguir sienclo competiti-
+s, y (@) minimizar ls fluctuaciones de los niveles de la fuerza de
‘trabajo para contribuit a estabilizar el empleo en la localidad,
‘Las operaciones del hospital se han dividido en ocho pabe-
Hones principales para efectos de planificacién y programacién
del personal de enfermeria. La lista de pabellones aparece en la
tabla 14.2, junto con el ntimero de camas, las razones paciente a
cenfermera que se han fijado como objetivo y el censo del prome-
dio de pacientes que se reciben en cada pabellon. La demanda
general de los servicios del hospital ha permanecido relativa-
‘mente constante en los titimos alos, a pesar de que la poblacién
delos siete condados que atiende ha aumentado. La establidad de
Ja demanda puede attibuirse al incremento de la competencia
de otros hospitales de la regién y a que han surgido otros siste-
‘mas para el cuidado de la salud, como las organizaciones para el
‘mantenimiento dela salud (HMO, del inglés health maintenance
organizations). Sin embargo, la demanda de los servicios del Me-
‘morial Hospital vaxfa considerablemente segdin el pabellon y la
‘época del afo, La tabla 14.3 presenta una subdivisién histérica
‘mensual del censo correspondiente al ntimero promedio de pa-
cientes diarios por pabell6n.
La directora de enfermeria del Memorial Hospital es Darie-
ne Fry. En otofo de cada afto, se enfrenta a uno de los aspectos
‘més complejos de su trabajo: planificar los niveles del personal
de enfermeria para el siguiente afio civil. Aun cuando la deman-
dda promedio de enfermeras ha sido relativamente estable en los
tiimos dos alos, l plan de personal suele modificarse porque
se registran cambios en las polticas de trabajo o en las estructu-_
ras de pago, y por Ia disponibilidad y el costo de los servicios de
cenfermeras temporales. Ahora que se acerca el otoflo, Fry haem —
pezado a ecopilar informacién para planificarlos niveles de per-
‘sonal del afio préximo.
‘Las enfermeras del Memorial Hospital abajan en un hora
rio regular de cuatro dias por semana con jornadas de 10 horas,
Fl salario promedio por tiempo regular en todas las clasifcacio-
nes de enfermeras es de $12.00 por hora. Se puede programar
tiempo extra cuando sea necesario. Sin embargo, par las exigen-
clas del trabajo que desarrollan las enfermeras, slo se permite
‘una cantidad limitada de tlempo extra por semana. Se puede
programar a las enfermeras para que trabajen hasta 12 horas dia-
ras durante un maximo de cinco dias por semana. El tiempo ex-
{ase paga a razén de $18.00 por hora. En periodos de demanda
extremadamente alta, es posible contratar temporalmente a en
etmeras de tiempo parcial por un periodo limitado. A las enfer:
‘meras temporales se les pagan $15.00 por hora. El Memorial
‘Hospital tiene una politica que limita la proporcién de enferme-
‘as temporales al 15% del personal total de enfermeria.
[Encontrar, contratar y retener a enfermeras calificadas es un
problema constante para los hospitales. Una razcn de esto es que
Pebelion [Nimero de camas Pacientes por enfermeraCenso de pacientes*
(uidados inensvos Ey 2 10
Cardo % 4 5
etoridad Ea 4 10
Posata 40 4 2
Otugia 5 ' 1
Postoperataro 6 5 ‘8 (equivalent aro marie
Ugencias 10 3 Steals dari
General 120 a 8
* Promo anual por di
+B hospital amples #20 eferres da qurdfano Las opracones haus se rogaman paras mares y vas;
‘nea disse puedo roraar cco cla alas pox sal de oreracones (qui, Las peeioes de erer-
‘rca se progtaran segin se enue.
+ Seunizan enue daros pare oramara ls enfereras pore lafuenei de pacints en oss paella
se produce en erdoereatamere crs. Un equalete aro de 5 inca que, dante in ao, eaten en
roma a cinco paces ene pbeln.
> PLANIFICACION DE VENTAS Y OPERACIONES < CAPITULO 14
597
| Fequilets das,
diversas modalidades de la medicina privada ataen a muchas en-
"fermeras, porque ofrecen salarios mejores y mayor fexibilidad,
“apartdndolas delos hospitales. Esta situacién ha provocado que el
" Memorial garantice a su personal de enfermeria de tiempo com-
ppleto el pago de 30 horas por semana como minimo, independien-
| temente de la demanda que realmente tengan sus servicios. Ade~
‘més, todas las enfermeras tienen derecho a cuatro semanas de
‘vacaciones pagadas cada afo, Sin embargo, la programaci6n de las
‘vacaciones puede estar algo restringida, segiin la demanda pro-
‘yectada de enfermeras en determinadas épocas del afl,
En el presente, cl hospital emplea a 130 enfermeras, inclui-
| das 20 de quiréfano, Las otras 110 enfermeras son asignadas alas
| otras siete areas principales del hospital. El departamento de
"personal ha informado a Fry que ¢l costo promedio que tiene
para el hospital contratar a una nueva enfermera de tiempo
‘completo es de $400 y que el despido o cese de une enfermera le
‘cuesta $150, Aunque los despidos son una opcién, Fry tiene muy
presente que el hospital sea propuesto como uno de sus objeti-
‘vos mantener estable el nivel de su fuerza de trabajo.
Después de examinar la informacion que ha reoopilado,
Darlene Fry necesita estudiar los posibies cambios de personal
‘en todas las areas, excepto en el pabellén quintrgico, que ya
‘cuenta con el personal apropiado.
PREGUNTAS
1, Explique cuales son las alternativas Darlene Fry tiene a su
disposicidn ahora que se dispone a elaborar un plan de per-
sonal de enfermeria para el Memorial Hospital. Bn qué gra-
{do satisface cada una de ellas los objetivos establecidos por
‘elditector general?
2, ‘Tomando como base los datos presentados, elabore un plan
{de personal de enfermeria para el Memorial Hospital. Expli-
{que los razonarnientos en que se basa su plan.
“Fuente: Bste caso fue preparado por el doctor Brooke Saladin, Wake
Forest University, como base para la discusion en et aula,
598 PARTE 3 > ADMINISTRACION DE CADENAS DE VALOR <
> REFERENCIAS BIBLIOGRAFICAS <
_Armacost, RL, RL Penlesky y S. C. Ross, “Avoiding Problems In-
‘herent in Spreadsheet-Based Simulation Models—An Aggrega-
te Planning Application’, Production and Inventory Manage-
‘ment, volumen 31, 1980, pp. 62-68.
Brandimarte, By A. Villa (editores), Modeling Manufacturing Sys-
tems: From Aggregate Planning to Real-Time Control, Nueva
York, Springer, 1999.
Buxey, G,, "Production Planning and Scheduling for Seasonal De-
‘mand’, International Journal of Operations and Production Ma-
rnagement, volumen 13, niimero 7, 1983, pp. 4-21,
‘Cyele Management—Cycle Proficiency", Post Magazine, 1 de julio
de 2004, p. 22
Fisher, M.L, J. H. Hammond, W. R. Obermeyer y A. Raman, "Ma-
king Supply Meet Demand in an Uncertain World’, Harvard Bu-
siness Review, volumen 72, ntimero 3, 1984, pp. 83-98.
Fogarty, Donald W,, John H, Blackstone Jr. y Thomas R. Hoffman,
Production and Inventory Management, Cincinnati, South-
‘Western Publishing, 1991.
Heskett, J, W.E. Sasser y C. Hart, Service Breakthroughs: Changing
‘the Rules ofthe Game, Nueva York, The Free Press, 1990.
Hopp, Wallace J. y Mack L. Spearman, Factory Physics, 2a. edici6n,
‘Nueva York, nwin/ McGraw-Hill, 2001.
Lee, S. M. yL. J. Moore, “A Practical Approach to Production Sche-
dling’, Production and Inventory Management, primer trimes-
tue de 1974, pp. 79-92.
Lee, W. B. y B. M. Khumewal, “Simulation Testing of Ageregnte
Production Planning Models in an Implementation Methodo.
logy’, Management Science, volumen 20, nimero 6, 1974,
pp. 908-311,
Narasimhan, 8, D.W.McLeavey y J. Billington, Production Pan
ning and inventory Control, Englewood Clits, N}, Prentice Hal,
1995,
Ryan, D. M, “Optimization Barns Its Wings", OR/MS Today, vot.
men 27, aimero 2, 2000, pp. 25-30.
Silver, E.A., EE Pyke y R. Peterson, Inventory Management and
Production Planning and Scheduling, Nueva York, Wiley, 1988
Sipper,D. yR.Bulfn, Production: Planning, Control, and Inegrae
tion, Nueve York, McGraw Hil 1997.
Smith-Daniels,V, 8, Scheweikhar y D, Smith-Daniels, “Capacity
Management in Health Care Services: Review and Future Re-
search Directions’, Decision Sciences, volumen 81, 1968,
pp. 888-919.
‘Vollmann, E,W. L.Beny, D.C. Whybatky F R Jacobs, Manufac
‘uring Planningand Consol fr Supply Chain Managemen, 5a,
ediein, Nueva York, Irvin/ McGraw-Hill, 2004.
Wallace, Thomas F, Sales & Operations Planning: The How-To
Handbook, 2a. edicién, Cincinnati, Ohio, TE. Wallace & Com-
pany, 2008
‘Wiallace, Thomas Fy Robert A. Stahl, Sales Forecasting: A New Ap-
proach, Cincinnati, Ohio, 7. Wallace & Company, 2002.
También podría gustarte
- Estrategias de Planeación Agregada en ServiciosAún no hay calificacionesEstrategias de Planeación Agregada en Servicios7 páginas
- Ventajas y Desventajas del Almacenamiento AngularAún no hay calificacionesVentajas y Desventajas del Almacenamiento Angular9 páginas
- Planeación del Mantenimiento EmpresarialAún no hay calificacionesPlaneación del Mantenimiento Empresarial11 páginas
- Descuentos por Cantidad en PedidosAún no hay calificacionesDescuentos por Cantidad en Pedidos6 páginas
- Guía de Pronósticos y Planeación ProductivaAún no hay calificacionesGuía de Pronósticos y Planeación Productiva6 páginas
- Costos y Alternativas de AlmacenajeAún no hay calificacionesCostos y Alternativas de Almacenaje33 páginas
- Introducción a la Simulación en ProyectosAún no hay calificacionesIntroducción a la Simulación en Proyectos21 páginas
- Apuntess Tema 2 Planeacion FinancieraAún no hay calificacionesApuntess Tema 2 Planeacion Financiera18 páginas
- Transporte Eficiente en Cadenas de SuministroAún no hay calificacionesTransporte Eficiente en Cadenas de Suministro3 páginas
- Pronósticos de Demanda en AdministraciónAún no hay calificacionesPronósticos de Demanda en Administración10 páginas
- Carátula Cuestionario de PlaneaciónAún no hay calificacionesCarátula Cuestionario de Planeación6 páginas
- Variables en Planeación de Distribución y DemandaAún no hay calificacionesVariables en Planeación de Distribución y Demanda6 páginas
- Estrategias de CPFR en Gestión de InventariosAún no hay calificacionesEstrategias de CPFR en Gestión de Inventarios39 páginas
- Principios y Sistemas de Manejo de MaterialesAún no hay calificacionesPrincipios y Sistemas de Manejo de Materiales4 páginas
- Introducción al Sistema Kanban en Lean ManufacturingAún no hay calificacionesIntroducción al Sistema Kanban en Lean Manufacturing4 páginas
- Significado de Pre Inventario en WalmartAún no hay calificacionesSignificado de Pre Inventario en Walmart6 páginas
- Costos Logísticos en Políticas de Inventario0% (1)Costos Logísticos en Políticas de Inventario21 páginas
- Análisis de Proveedores para NutrifastAún no hay calificacionesAnálisis de Proveedores para Nutrifast1 página
- Control de Inventarios para Válvulas en Ensamblaje100% (1)Control de Inventarios para Válvulas en Ensamblaje1 página
- Laneación Y Control DE LA Cadena DE Suministro100% (1)Laneación Y Control DE LA Cadena DE Suministro3 páginas
- Programa Maestro: Planificación EfectivaAún no hay calificacionesPrograma Maestro: Planificación Efectiva28 páginas
- Ejercicios de Base de Datos ResueltosAún no hay calificacionesEjercicios de Base de Datos Resueltos18 páginas
- 1 - Introducción A La Planeación y Control de La ManufacturaAún no hay calificaciones1 - Introducción A La Planeación y Control de La Manufactura17 páginas
- Estrategias de Distribución en BrasilAún no hay calificacionesEstrategias de Distribución en Brasil5 páginas
- Caso de Estudio: Alibaba y su CrecimientoAún no hay calificacionesCaso de Estudio: Alibaba y su Crecimiento3 páginas
- Cálculo de Inventarios y Costos AnualesAún no hay calificacionesCálculo de Inventarios y Costos Anuales6 páginas
- Filosofía y Estrategias del JIT en Empresas67% (3)Filosofía y Estrategias del JIT en Empresas28 páginas
- Gestión de Proyectos: Estructura EDTAún no hay calificacionesGestión de Proyectos: Estructura EDT3 páginas
- Análisis de Compras en Tortillería MarínAún no hay calificacionesAnálisis de Compras en Tortillería Marín10 páginas
- Descuentos por Cantidad en InventariosAún no hay calificacionesDescuentos por Cantidad en Inventarios17 páginas
- Actividad de Aprendizaje-Unidad 4 Alberto Hernandez RodriguezAún no hay calificacionesActividad de Aprendizaje-Unidad 4 Alberto Hernandez Rodriguez27 páginas
- Planificación de Requerimientos MRPAún no hay calificacionesPlanificación de Requerimientos MRP79 páginas
- Indicadores de Costos Logísticos y FinancierosAún no hay calificacionesIndicadores de Costos Logísticos y Financieros18 páginas
- Planeación MRP y Cálculo de InventariosAún no hay calificacionesPlaneación MRP y Cálculo de Inventarios5 páginas
- Análisis de Localizaciones para SpaAún no hay calificacionesAnálisis de Localizaciones para Spa5 páginas
- Planificación de Ventas y Operaciones S&OPAún no hay calificacionesPlanificación de Ventas y Operaciones S&OP10 páginas
- Planificación de Ventas y Operaciones EfectivaAún no hay calificacionesPlanificación de Ventas y Operaciones Efectiva23 páginas
- Semana 4 - Desarrollo Teorico PDFAún no hay calificacionesSemana 4 - Desarrollo Teorico PDF9 páginas
- Scania y Higer: Alianza Estratégica en Buses100% (1)Scania y Higer: Alianza Estratégica en Buses2 páginas
- Gerencia de Compras y Logística EficienteAún no hay calificacionesGerencia de Compras y Logística Eficiente71 páginas
- Estrategias de Mano de Obra y CostosAún no hay calificacionesEstrategias de Mano de Obra y Costos40 páginas
- Análisis de Producción y Costos MensualesAún no hay calificacionesAnálisis de Producción y Costos Mensuales12 páginas
- Optimización de Producción y Costos en Zapatos100% (2)Optimización de Producción y Costos en Zapatos21 páginas