También podría gustarte
- 1008 Asfaltando Tu CiudadDocumento1 página1008 Asfaltando Tu CiudadFlorencio Sandoval100% (3)
- Trabajo de Investigacion Leche en PolvoDocumento22 páginasTrabajo de Investigacion Leche en PolvoJose Carlos Gonzales Becerra100% (1)
- Visita Tecnica A La Planta de Gloria El Pedregal-JackyDocumento15 páginasVisita Tecnica A La Planta de Gloria El Pedregal-JackyAlfonso Chipa100% (1)
- Efecto JouleDocumento6 páginasEfecto Joulenomejodas19Aún no hay calificaciones
- Sistemas de Compresión SimpleDocumento10 páginasSistemas de Compresión SimplealexisAún no hay calificaciones
- Taller Estado Transitorio 2019-S2Documento2 páginasTaller Estado Transitorio 2019-S2AnaileAriasAún no hay calificaciones
- Historia de La SoldaduraDocumento10 páginasHistoria de La SoldaduraXander HingisAún no hay calificaciones
- Molienda Seca de TrigoDocumento48 páginasMolienda Seca de Trigocarlos gimenezAún no hay calificaciones
- FILTRACIONDocumento53 páginasFILTRACIONantonioAún no hay calificaciones
- Trabajo de Maquinas Termicas Refrigerador DomesticoDocumento15 páginasTrabajo de Maquinas Termicas Refrigerador DomesticoRicardo Andres Segovia RodriguezAún no hay calificaciones
- Evaporadores en La Induntría Alimentaria Ia1Documento4 páginasEvaporadores en La Induntría Alimentaria Ia1Lupita Nolasea AlvaradoAún no hay calificaciones
- Fundición MaleableDocumento2 páginasFundición MaleableAnderson Jesus BartoloAún no hay calificaciones
- Actividad N02Documento9 páginasActividad N02Yersin Frank Montes De La OAún no hay calificaciones
- Ciclo StirlingDocumento4 páginasCiclo StirlingJavier Villegas HidalgoAún no hay calificaciones
- Usos Del Sistema Hidraulico en La IndustriaDocumento3 páginasUsos Del Sistema Hidraulico en La IndustriaJulia SernaqueAún no hay calificaciones
- Laboratorios Virtuales Practica 10xDocumento15 páginasLaboratorios Virtuales Practica 10xLugar De La Mancha Muñoz100% (1)
- Cuestionario de Procesos 1 Er ParcialDocumento43 páginasCuestionario de Procesos 1 Er ParcialShirley QuirozAún no hay calificaciones
- Diagrama de Flujo de La Elaboracion de Yogurt 1Documento12 páginasDiagrama de Flujo de La Elaboracion de Yogurt 1Sanchez HenryAún no hay calificaciones
- FLUIDIZACIONDocumento19 páginasFLUIDIZACIONhade-47Aún no hay calificaciones
- ExtrusoresDocumento27 páginasExtrusoresedwinty2Aún no hay calificaciones
- Analisis Instrumental para La Determinacion de Textura en Seis Variedades de Papas Fritas ComercialesDocumento4 páginasAnalisis Instrumental para La Determinacion de Textura en Seis Variedades de Papas Fritas ComercialesMonica GomezAún no hay calificaciones
- Propiedades TermofisicasDocumento24 páginasPropiedades TermofisicasFiorella V.100% (1)
- Banco de Transferencia de CalorDocumento3 páginasBanco de Transferencia de CalorAdolfo Rafael LópezAún no hay calificaciones
- Trabajo-5. MaquinariasDocumento22 páginasTrabajo-5. MaquinariasAna Paula Castañeda CachayAún no hay calificaciones
- Paper (4) Atomatización - Jhonny PérezDocumento30 páginasPaper (4) Atomatización - Jhonny PérezKat Tefi Mejia DiazAún no hay calificaciones
- HornosDocumento6 páginasHornosMarión Carmona CofréAún no hay calificaciones
- CCIT-012 Determinación de La Dureza Total Del AguaDocumento5 páginasCCIT-012 Determinación de La Dureza Total Del AguaRandy Pedroza BedoyaAún no hay calificaciones
- Informe Oficial Acero InoxidableDocumento22 páginasInforme Oficial Acero InoxidableNataly López QuezadaAún no hay calificaciones
- Maquina Peladora Papas PDFDocumento1 páginaMaquina Peladora Papas PDFJ. RuizAún no hay calificaciones
- Introducción A ExtrusionDocumento20 páginasIntroducción A Extrusionmilagritos123Aún no hay calificaciones
- Diseño de Una Cámara de Refrigeración para LaDocumento34 páginasDiseño de Una Cámara de Refrigeración para LaMiguel Alejandro Diaz CastilloAún no hay calificaciones
- Aprovechamiento Del Calor en Una CalderaDocumento3 páginasAprovechamiento Del Calor en Una CalderaJG Ramirez MAún no hay calificaciones
- Practica 7 Soldadura ElectricaDocumento12 páginasPractica 7 Soldadura ElectricaJulio CesarAún no hay calificaciones
- Trabajo - Equipos de SecadoDocumento36 páginasTrabajo - Equipos de SecadoKevin García EsquivesAún no hay calificaciones
- Equipos de Transferencia de Q y MDocumento40 páginasEquipos de Transferencia de Q y MClaudia Antone Calderon OrdoñezAún no hay calificaciones
- Secador Enfriador Horizontal de Pellets de SojaDocumento2 páginasSecador Enfriador Horizontal de Pellets de SojaCarlos SolerAún no hay calificaciones
- Laboratorio Atmosfera ModificadaDocumento4 páginasLaboratorio Atmosfera ModificadaWilmer Manuel Lopez AraujoAún no hay calificaciones
- Informe de Los VentiladoresDocumento22 páginasInforme de Los VentiladoresFaBiano JacomeAún no hay calificaciones
- Tecno II Extraccion-De-gelatina AlexDocumento4 páginasTecno II Extraccion-De-gelatina AlexAlexis RodriguezAún no hay calificaciones
- Separación Por GravedadDocumento5 páginasSeparación Por GravedadclauximeangaAún no hay calificaciones
- Fuerza Del Gel de Almidon de Diferentes FuentesDocumento5 páginasFuerza Del Gel de Almidon de Diferentes FuentesCarlos Canchis0% (1)
- Leche Secado Por AspersiónDocumento8 páginasLeche Secado Por AspersiónMarcos JimvelAún no hay calificaciones
- Metodos de Separación Las Reacciones QuímicasDocumento67 páginasMetodos de Separación Las Reacciones QuímicasGabriel Piña0% (2)
- Operaciones 1 Ejercicios PDFDocumento10 páginasOperaciones 1 Ejercicios PDFbelenvelazquezAún no hay calificaciones
- Módulos de Beneficio Ecológico de CaféDocumento19 páginasMódulos de Beneficio Ecológico de CaféRafael Abilio Rodriguez Penagos67% (3)
- Analisis de Datos Planta PilotoDocumento70 páginasAnalisis de Datos Planta PilotoFrancisco ColoradoAún no hay calificaciones
- Monografia - PrincipiosDocumento48 páginasMonografia - PrincipiosKeny Hans RamosAún no hay calificaciones
- Tratamiento de Aguas IndustrialesDocumento24 páginasTratamiento de Aguas IndustrialesJuber De la CruzAún no hay calificaciones
- Diseño de Un Prototipo CompactadorDocumento27 páginasDiseño de Un Prototipo CompactadorJoseph David HernándezAún no hay calificaciones
- Premio Colombiano A La Calidad de La GestionDocumento44 páginasPremio Colombiano A La Calidad de La GestionsantiJPAún no hay calificaciones
- Informe de Lixiviacion Ing 2Documento19 páginasInforme de Lixiviacion Ing 2Edwincito FloresAún no hay calificaciones
- Estado Del ArteDocumento7 páginasEstado Del ArteRoberto CarlosAún no hay calificaciones
- Cuestionario N°2Documento4 páginasCuestionario N°2ANA MELGARAún no hay calificaciones
- Sub Proceso de PasteurizaciónDocumento12 páginasSub Proceso de PasteurizaciónMarco Antonio Ojeda PradoAún no hay calificaciones
- Proceso de Harina de PescadoDocumento31 páginasProceso de Harina de PescadoJose Plasencia BriceñoAún no hay calificaciones
- Desmontaje y Montaje de Un MotorDocumento12 páginasDesmontaje y Montaje de Un MotorEnes Fabiani AymeAún no hay calificaciones
- Informe de Maquinas y Circuitos ElectricasDocumento16 páginasInforme de Maquinas y Circuitos ElectricasGerardino Tito IquiseAún no hay calificaciones
- Damiano Pantaleo Tratamientos TérmicosDocumento28 páginasDamiano Pantaleo Tratamientos TérmicosDamiano PantaleoAún no hay calificaciones
- Lab Tratamientos TermicosDocumento10 páginasLab Tratamientos TermicosDiego Cornejo MoralesAún no hay calificaciones
- Comportamiento Del Acero Con La TemperaturaDocumento5 páginasComportamiento Del Acero Con La TemperaturaJair Rivas0% (1)
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Cinetica de LixiviacionDocumento11 páginasCinetica de LixiviacionXander HingisAún no hay calificaciones
- Tablas de Muestreo Mil-Std-105eDocumento2 páginasTablas de Muestreo Mil-Std-105eXander HingisAún no hay calificaciones
- Balance de CargaDocumento3 páginasBalance de CargaPedro Aquino AquinoAún no hay calificaciones
- Los 5 Lamentos de La Gente en Su Lecho de MuerteDocumento2 páginasLos 5 Lamentos de La Gente en Su Lecho de MuerteXander HingisAún no hay calificaciones
- Balance TermicoDocumento7 páginasBalance TermicoTiago Haruo Higa OkayamaAún no hay calificaciones
- Determinacion Del Tamaño Del Grano AstmDocumento7 páginasDeterminacion Del Tamaño Del Grano AstmXander HingisAún no hay calificaciones
- Lixiviacion en PierinaDocumento73 páginasLixiviacion en PierinaXander HingisAún no hay calificaciones
- Tierras RarasDocumento25 páginasTierras RarasXander Hingis100% (1)
- Indice de PeroxidoDocumento2 páginasIndice de PeroxidoXander HingisAún no hay calificaciones
- Inspección Por MuestreoDocumento29 páginasInspección Por MuestreoXander HingisAún no hay calificaciones
- Eficiencia ZarandasDocumento3 páginasEficiencia ZarandasXander HingisAún no hay calificaciones
- Normalizacion en Dibujo Tecnico de SoldaduraDocumento13 páginasNormalizacion en Dibujo Tecnico de SoldaduraXander HingisAún no hay calificaciones
- TPS 231 2021-1Documento5 páginasTPS 231 2021-1Vipul ShahAún no hay calificaciones
- Astm A249Documento7 páginasAstm A249Alann AlejandroAún no hay calificaciones
- Diferencias Entre Acero Laminado en Caliente y en FrioDocumento1 páginaDiferencias Entre Acero Laminado en Caliente y en Frioalberto8303Aún no hay calificaciones
- Procesos Con Arranque de Material en Tecnología MecánicaDocumento2 páginasProcesos Con Arranque de Material en Tecnología MecánicaJulio Alberto Durand AñazcoAún no hay calificaciones
- Aceros Al CarbonoDocumento3 páginasAceros Al CarbonoDenisse Estefanía Ochoa FonsecaAún no hay calificaciones
- Lista de Precios Rittal 2014Documento71 páginasLista de Precios Rittal 2014Jorge Rodriguez Alvarado100% (1)
- NCH - CH - La - 5947 - Blue Wizard - 2021Documento2 páginasNCH - CH - La - 5947 - Blue Wizard - 2021ÓscarAún no hay calificaciones
- Materiales IndustrialesDocumento27 páginasMateriales IndustrialesYerson HerreraAún no hay calificaciones
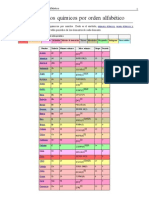
- Tabla PeriodicaDocumento5 páginasTabla PeriodicaOscar Amado Lopez DiazAún no hay calificaciones
- Simbolos y ValenciasDocumento1 páginaSimbolos y ValenciasDaniel Cadena Medranda50% (2)
- Traducción Cap 4 Rao - Manufacturing Technology Vol 1 (2305843009287498684)Documento55 páginasTraducción Cap 4 Rao - Manufacturing Technology Vol 1 (2305843009287498684)Sebastián arciniegaAún no hay calificaciones
- Práctica 6, Carga y DescargaDocumento29 páginasPráctica 6, Carga y DescargaAngee Jeon ♡Aún no hay calificaciones
- Yacimientos Metalicos en La Region Del CuscoDocumento9 páginasYacimientos Metalicos en La Region Del CuscoFernando Auccahuasi Roman FarAún no hay calificaciones
- Informe Acero Edicion Mayo 2023Documento32 páginasInforme Acero Edicion Mayo 2023Gabriel Reyes Da SilvaAún no hay calificaciones
- Metales de TransiciónDocumento3 páginasMetales de TransiciónEddys Buri100% (2)
- 4 Ha62Documento72 páginas4 Ha62danavero76Aún no hay calificaciones
- Caracteristicas Transformador - TrafomixDocumento4 páginasCaracteristicas Transformador - TrafomixYonel Caceres EspinozaAún no hay calificaciones
- Procesos de Fabricación de AceroDocumento18 páginasProcesos de Fabricación de Aceroalonsold936924Aún no hay calificaciones
- Expo TORNO (Autoguardado)Documento8 páginasExpo TORNO (Autoguardado)Edwin Gonzales VargasAún no hay calificaciones
- Banco de Preguntas PM P1 PDFDocumento3 páginasBanco de Preguntas PM P1 PDFVictor JaponAún no hay calificaciones
- Tratamientos TermomecánicosDocumento13 páginasTratamientos TermomecánicosGonzález Ruiz Luis AngelAún no hay calificaciones
- Tipos de Yacimientos en El PerúDocumento7 páginasTipos de Yacimientos en El PerúLuis AngelAún no hay calificaciones
- Eutectic 29012: Polvo de Aleación de Acero Inoxidable Martensítico AtomizadoDocumento2 páginasEutectic 29012: Polvo de Aleación de Acero Inoxidable Martensítico AtomizadoYeison Piedrahita PérezAún no hay calificaciones
- Ejercicio 01-02Documento29 páginasEjercicio 01-02Rony Alexis UriarteAún no hay calificaciones
- Diagrama de Fases Del Sistema HierroDocumento5 páginasDiagrama de Fases Del Sistema HierroMiguel Angel Herrera VargasAún no hay calificaciones
- NCh358 1950Documento9 páginasNCh358 1950Nabucodonosor6969Aún no hay calificaciones
- SoldaduraDocumento7 páginasSoldaduraArnold Graus NeciosupAún no hay calificaciones
- PROBLEMAS MetafisicaDocumento13 páginasPROBLEMAS MetafisicaCarlos V. AlfredoAún no hay calificaciones
- Electrodos LosarcDocumento13 páginasElectrodos Losarcruben_hugo_fernandezAún no hay calificaciones