También podría gustarte
- Consejos Ganadores de Cesim para Cesim Global Challenge 2022Documento9 páginasConsejos Ganadores de Cesim para Cesim Global Challenge 2022Jordan Andre Varas CruzAún no hay calificaciones
- Fundicion CentrifugaDocumento4 páginasFundicion CentrifugaesliAún no hay calificaciones
- Hornos de Fundicion CentrifugaDocumento23 páginasHornos de Fundicion CentrifugaJOSE MANUEL VICTORIA DELGADOAún no hay calificaciones
- TEMA 3.1. Fundición, Colada Al Alto Vacío, Centrífuga y Precisión.Documento8 páginasTEMA 3.1. Fundición, Colada Al Alto Vacío, Centrífuga y Precisión.Oscar Rodolfo Mosqueda RedondoAún no hay calificaciones
- Informe Maestranza PDFDocumento23 páginasInforme Maestranza PDFRodrigo Bravo CortesAún no hay calificaciones
- ATS Armado de AndamiosDocumento12 páginasATS Armado de AndamiosViktor Montoya67% (3)
- Informe Hidrologia1Documento5 páginasInforme Hidrologia1Alex Ricardo Cano CarbajalAún no hay calificaciones
- Trabajo 1 Fundicion CentrifugaDocumento12 páginasTrabajo 1 Fundicion Centrifugaaxy69100% (1)
- Fundición CentrífugaDocumento23 páginasFundición CentrífugaIvan Ortiz100% (1)
- FUNDICION CENTRIFUGA DocDocumento12 páginasFUNDICION CENTRIFUGA DocLuis Gerardo Chavez CovarrubiasAún no hay calificaciones
- Fundicion CentrifugaDocumento23 páginasFundicion CentrifugaAndrés GuerraAún no hay calificaciones
- 2 Fundicion v9 P2Documento18 páginas2 Fundicion v9 P2Luis David Girón EscobarAún no hay calificaciones
- Forjado de AceroDocumento31 páginasForjado de AcerodavidpenaherreraAún no hay calificaciones
- Fundición Centrífuga TerminadoDocumento77 páginasFundición Centrífuga TerminadoMalasquez Leon XavierAún no hay calificaciones
- Materiales Adecuados A Ser ProcesadosDocumento4 páginasMateriales Adecuados A Ser ProcesadosSebastia RodríguezAún no hay calificaciones
- Centrifuga Tarea 22Documento6 páginasCentrifuga Tarea 22luis antonio sanchez gutzAún no hay calificaciones
- 3.1 Procesos de Cambio de FormaDocumento47 páginas3.1 Procesos de Cambio de Formajesus lopezAún no hay calificaciones
- Notas de Clases Fundicion Centrifuga y Calidad FundicionDocumento2 páginasNotas de Clases Fundicion Centrifuga y Calidad FundicionAndres LodiAún no hay calificaciones
- Fundicion CentrifugaDocumento4 páginasFundicion CentrifugaDenilson ChaconAún no hay calificaciones
- Lab 5 - Fundicion Centrifuga de MetalesDocumento26 páginasLab 5 - Fundicion Centrifuga de MetalesRudy Mujica100% (1)
- Fundicion CentrifugaDocumento8 páginasFundicion Centrifugaaquiles19_10100% (1)
- Moldeo en CoquillaDocumento20 páginasMoldeo en CoquillaCarlos OsorioAún no hay calificaciones
- Fundición CentrífugaDocumento10 páginasFundición CentrífugafernandoAún no hay calificaciones
- GuiaProcesosFabricacion PRIMER PARCIALDocumento19 páginasGuiaProcesosFabricacion PRIMER PARCIALLinda PadillaAún no hay calificaciones
- Fundición Centrífuga PermanenteDocumento4 páginasFundición Centrífuga PermanenteAlfredo MedranoAún no hay calificaciones
- Fundicioncentrifuga MoldeoDocumento13 páginasFundicioncentrifuga Moldeojuan diego alfonso gonzalezAún no hay calificaciones
- Sintesis Cap6 Procesos Especiales de Fundicion.Documento8 páginasSintesis Cap6 Procesos Especiales de Fundicion.Victor Mendoza0% (1)
- Tarea D HyDocumento7 páginasTarea D HyÎvëř ŠăňtāňdëřAún no hay calificaciones
- Procesos de MecanizadoDocumento14 páginasProcesos de MecanizadoManuel VasquezAún no hay calificaciones
- Primer Examen Parcial 2022 A PDFDocumento4 páginasPrimer Examen Parcial 2022 A PDFOmarAún no hay calificaciones
- 1.fundamentos Del Formado de MetalesDocumento26 páginas1.fundamentos Del Formado de MetalesIsmael Tabora100% (1)
- Colada CentrifugaDocumento4 páginasColada CentrifugaGiovanni Erick Antaurco ZambranoAún no hay calificaciones
- Investigacion Manufactura FundicionDocumento20 páginasInvestigacion Manufactura FundicionDaniel Aldama100% (1)
- Procesos de Cambio de Forma Fundiciòn.Documento15 páginasProcesos de Cambio de Forma Fundiciòn.Rukia RodriguezAún no hay calificaciones
- Procesos de Fundición de MetalesDocumento49 páginasProcesos de Fundición de MetalesDulce ValeriaAún no hay calificaciones
- Procesos de Fundicion en Molde PermanenteDocumento4 páginasProcesos de Fundicion en Molde PermanenteLuis FernandoAún no hay calificaciones
- 6t.forjado de MetalesDocumento9 páginas6t.forjado de MetalesZZandra BenitesAún no hay calificaciones
- Colado CentrífugoDocumento6 páginasColado CentrífugoRkrdo VzquezAún no hay calificaciones
- Embutido en El Proceso MecánicoDocumento12 páginasEmbutido en El Proceso MecánicocristhianAún no hay calificaciones
- Operaciones Con Laminas Metalicas No Realizadas Con PrensaDocumento6 páginasOperaciones Con Laminas Metalicas No Realizadas Con Prensayoshyro89Aún no hay calificaciones
- Forjado v1Documento4 páginasForjado v1Ajhuacho Cruz Jhoselin AndreaAún no hay calificaciones
- Procesos de Cambio de Forma FundicionDocumento15 páginasProcesos de Cambio de Forma FundicionJim ValerioAún no hay calificaciones
- Parra Guarachi Miguel (EXAMEN FINAL)Documento17 páginasParra Guarachi Miguel (EXAMEN FINAL)Jorge Rolando Correa SuyoAún no hay calificaciones
- Procesos de Cambio de FormaDocumento37 páginasProcesos de Cambio de FormaLuis Demetrio Peralta MadrigalAún no hay calificaciones
- Tipos de FundiciónDocumento17 páginasTipos de FundiciónMariano Morales RamirezAún no hay calificaciones
- LaminacionDocumento21 páginasLaminacionjuanAún no hay calificaciones
- Forjado COMPLETODocumento17 páginasForjado COMPLETOEdgar LopezAún no hay calificaciones
- Unidad 3 Procesos de FabricacionDocumento68 páginasUnidad 3 Procesos de FabricacionRqa QuinAún no hay calificaciones
- Tarea 3 Procesos de Formado de MetalesDocumento5 páginasTarea 3 Procesos de Formado de MetalesItxel GarcíaAún no hay calificaciones
- 3.3 en Que Consisten Los Métodos de Fundición, La Centrifugación y Precisión.Documento20 páginas3.3 en Que Consisten Los Métodos de Fundición, La Centrifugación y Precisión.mxrsruydAún no hay calificaciones
- Colada Centrífuga Con Eje HorizontalDocumento7 páginasColada Centrífuga Con Eje HorizontalAuvemar RodriguezAún no hay calificaciones
- Deformacion VolumetricaDocumento40 páginasDeformacion Volumetricajnaicipa3190Aún no hay calificaciones
- Actividad 4 Fundicion en Moldes Metalicos Guillermo Carrasco CamachoDocumento6 páginasActividad 4 Fundicion en Moldes Metalicos Guillermo Carrasco CamachoGuillermo CV100% (1)
- Fundición CentrífugaDocumento7 páginasFundición Centrífugaana.karenAún no hay calificaciones
- Procesos Alterno de ColadaDocumento74 páginasProcesos Alterno de ColadaYosmar Emmanuel Vargas TorresAún no hay calificaciones
- Clase 1 CastingDocumento55 páginasClase 1 CastingJosue MadariagaAún no hay calificaciones
- A2 22Documento7 páginasA2 22David QuezadaAún no hay calificaciones
- Moldeo en MetalDocumento13 páginasMoldeo en MetalPáramo Delgado Mario AlbertoAún no hay calificaciones
- Fundicion Centrifuga de MetalesDocumento9 páginasFundicion Centrifuga de MetalesJoseR.CamposAsenjo0% (1)
- Línea de Tiempo Procesos de FabricaciónDocumento7 páginasLínea de Tiempo Procesos de FabricaciónAnthony Bau100% (1)
- Objetivo: Reconocerá Los Diferentes Procesos Que Cambian La Forma de Las AleacionesDocumento145 páginasObjetivo: Reconocerá Los Diferentes Procesos Que Cambian La Forma de Las AleacionesJESUS ANTONIO ALARCON MENDOZAAún no hay calificaciones
- Proceso de Cambio de FormaDocumento61 páginasProceso de Cambio de FormaLuis Alberto Reza DuarteAún no hay calificaciones
- Fundición ActividadDocumento11 páginasFundición ActividadFrancisco ArredondoAún no hay calificaciones
- Cuestionario SCRDocumento2 páginasCuestionario SCREmmanuel JimenezAún no hay calificaciones
- Cuestionario SCRDocumento2 páginasCuestionario SCREmmanuel JimenezAún no hay calificaciones
- Ejercicios TermoDocumento4 páginasEjercicios TermoEmmanuel Jimenez100% (1)
- Resumen RouterDocumento5 páginasResumen RouterEmmanuel JimenezAún no hay calificaciones
- Caracteristicas Tecnicas de LubricantesDocumento3 páginasCaracteristicas Tecnicas de LubricantesEmmanuel JimenezAún no hay calificaciones
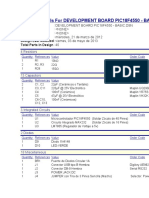
- Lista de Materiales Development Board Pic18f4550 - BasicDocumento2 páginasLista de Materiales Development Board Pic18f4550 - BasicEmmanuel JimenezAún no hay calificaciones
- Análisis en El Dominio Del Tiempo Procesos EstocasticosDocumento65 páginasAnálisis en El Dominio Del Tiempo Procesos EstocasticosJorge Luis Llanos TiznadoAún no hay calificaciones
- Manual de La Audición - (Capítulo 1. El Input para La Audición)Documento6 páginasManual de La Audición - (Capítulo 1. El Input para La Audición)Noemí Morales MercadoAún no hay calificaciones
- Catalogo Seachem AtlantisDocumento78 páginasCatalogo Seachem Atlantiscesarjacome0% (1)
- Agua NUEVODocumento13 páginasAgua NUEVOMarleny SantistebanAún no hay calificaciones
- Taller 3. Estructuras Cristalinas y Amorfas en Los MaterialesDocumento2 páginasTaller 3. Estructuras Cristalinas y Amorfas en Los MaterialesRicardo Chegwin HillembrandAún no hay calificaciones
- Medicion de La Temperatura y La HumedadDocumento13 páginasMedicion de La Temperatura y La HumedadsaulAún no hay calificaciones
- Diseño de Pavimentos ShellDocumento37 páginasDiseño de Pavimentos ShellFredy Dixson DuranAún no hay calificaciones
- Proceso de Embutido y TrituradoDocumento5 páginasProceso de Embutido y Trituradopopo0Aún no hay calificaciones
- Cap Modelo Avanza Naturales 4 Bon PDFDocumento18 páginasCap Modelo Avanza Naturales 4 Bon PDFbamt yoongiAún no hay calificaciones
- Glosario de Agricultura de Precision 1Documento11 páginasGlosario de Agricultura de Precision 1lgAún no hay calificaciones
- Calculo de Reservas MolangoDocumento59 páginasCalculo de Reservas MolangoSamuel P. GarcíaAún no hay calificaciones
- Lista de Precios 2022Documento4 páginasLista de Precios 2022JoseCarlosGalvezParedesAún no hay calificaciones
- Evaporador de Efecto SimpleDocumento6 páginasEvaporador de Efecto SimplecaroAún no hay calificaciones
- 23xx Sytec Plus Latex PaintDocumento1 página23xx Sytec Plus Latex PaintPabloAún no hay calificaciones
- Informe Segmento Metalmecánico Pequeño Abril - Mayo19. Alvaro Alexi Ocampo SilvaDocumento11 páginasInforme Segmento Metalmecánico Pequeño Abril - Mayo19. Alvaro Alexi Ocampo SilvaAlvaro ocampo silvaAún no hay calificaciones
- Brochure GacoRoof Benefits Flyer Spanish WDocumento2 páginasBrochure GacoRoof Benefits Flyer Spanish WRonald AyasoAún no hay calificaciones
- Calculo de Un DesarenadorDocumento10 páginasCalculo de Un DesarenadorJenny RodriguezAún no hay calificaciones
- MP Planta de EmergenciaDocumento3 páginasMP Planta de EmergenciaMissael Gallegos BaezAún no hay calificaciones
- Fabricación de La Teja CerámicaDocumento3 páginasFabricación de La Teja CerámicaDany Menacho RojasAún no hay calificaciones
- Características de Los LáseresDocumento12 páginasCaracterísticas de Los LáseresisaacAún no hay calificaciones
- CV Doris RojasDocumento5 páginasCV Doris RojasilanantoniAún no hay calificaciones
- SST-RT-052 Formato para Peticiones, Sugerencias, Quejas y ReclamosDocumento1 páginaSST-RT-052 Formato para Peticiones, Sugerencias, Quejas y ReclamostlpaterninarudasAún no hay calificaciones
- Libros GM 18 19 PDFDocumento6 páginasLibros GM 18 19 PDFJacobo MorenoAún no hay calificaciones
- Sistemas de Agua Potable en El CuscoDocumento9 páginasSistemas de Agua Potable en El CuscoGilda Rocio Flores NoaAún no hay calificaciones
- Problemasrepasoquimica 2Documento2 páginasProblemasrepasoquimica 2Juan Carlos Contador BaladonAún no hay calificaciones
- Cantidad de Movimiento y ChoquesDocumento3 páginasCantidad de Movimiento y ChoquesJordanDanielCampoverdeVieraAún no hay calificaciones