También podría gustarte
- S11Documento27 páginasS11Jesus ZambranoAún no hay calificaciones
- Problemas-T2Documento18 páginasProblemas-T2Gerard Ruiz MuñozAún no hay calificaciones
- TAMARINDO - JUGO (Cambios Eni 2.4-2.5 - Tabl 3.7)Documento35 páginasTAMARINDO - JUGO (Cambios Eni 2.4-2.5 - Tabl 3.7)Javier GuevaraAún no hay calificaciones
- NV OperatDocumento6 páginasNV OperatOliver RodriguezAún no hay calificaciones
- Descripción Del Proceso - MermeladasDocumento9 páginasDescripción Del Proceso - MermeladasLizbeth Castro0% (1)
- Programacion DinamicaDocumento12 páginasProgramacion DinamicaNathaly Vargas PalominoAún no hay calificaciones
- Laboratorio 05 - Analisis Dual SimplexDocumento5 páginasLaboratorio 05 - Analisis Dual SimplexVilma Flores0% (1)
- Trabajo Escrito PapayaDocumento42 páginasTrabajo Escrito PapayaKatherineAyala0% (1)
- Guía 1. Actividad 11234Documento2 páginasGuía 1. Actividad 11234hectorAún no hay calificaciones
- Examen. 3-Inv. Operaciones IDocumento2 páginasExamen. 3-Inv. Operaciones ICriadero JD la HienaAún no hay calificaciones
- Localización de PlantaDocumento45 páginasLocalización de PlantaWashington Espirilla TorresAún no hay calificaciones
- Caso 5 ComercioDocumento3 páginasCaso 5 ComercioYoss De LeonAún no hay calificaciones
- Ejercicio Examen PCP - Practica 01Documento4 páginasEjercicio Examen PCP - Practica 01Claudia Abanto LLican ʚïɞAún no hay calificaciones
- Plantilla Descripción Del ProyectoDocumento2 páginasPlantilla Descripción Del Proyectoprometeo2201Aún no hay calificaciones
- Caso Aplicado A La Vida Real Modelo de BertrandDocumento7 páginasCaso Aplicado A La Vida Real Modelo de Bertrandjesus Alvarado herreraAún no hay calificaciones
- LOGISTICADocumento14 páginasLOGISTICAEduardo EchavarriaAún no hay calificaciones
- Mod - proy.MA ConvertedfsfsfsfsffDocumento27 páginasMod - proy.MA ConvertedfsfsfsfsffEsteban GameiroAún no hay calificaciones
- Tarea 5. PERT CPMDocumento4 páginasTarea 5. PERT CPMKenny Junior Mercedes RojasAún no hay calificaciones
- Analisis Finacierio Wendy S CompanyDocumento21 páginasAnalisis Finacierio Wendy S CompanymarleneAún no hay calificaciones
- Unidad 2Documento98 páginasUnidad 2Elmer AlanocaAún no hay calificaciones
- Produccion de Hielo MonografiaDocumento39 páginasProduccion de Hielo MonografiaPUJAICO SOTO JOSE ANTONIOAún no hay calificaciones
- Informe Sobre Una ONGDocumento4 páginasInforme Sobre Una ONGzlm.osorio19120% (1)
- Practica Planeacion AgregadaDocumento2 páginasPractica Planeacion AgregadaAlejandra OvalleAún no hay calificaciones
- "Material de Laboratorio de Quimica Analitica" PDFDocumento10 páginas"Material de Laboratorio de Quimica Analitica" PDFIvonne Morales GonzalezAún no hay calificaciones
- Ejercicio Ing Economica 55Documento1 páginaEjercicio Ing Economica 55Andres EstradaAún no hay calificaciones
- Estudio Tecnico y Ambiental Del Proyecto MODIFICADODocumento38 páginasEstudio Tecnico y Ambiental Del Proyecto MODIFICADOSheccid Miriel100% (1)
- Clase 6 - s2 - 2022 - EjercicioDocumento21 páginasClase 6 - s2 - 2022 - EjercicioConi QuintanillaAún no hay calificaciones
- Mermelada de PiñaDocumento23 páginasMermelada de PiñaAlvaro EscobarAún no hay calificaciones
- Tesis de Ron o Vodka PDFDocumento231 páginasTesis de Ron o Vodka PDFIngeniero Alfonzo Díaz GuzmánAún no hay calificaciones
- IngecoDocumento17 páginasIngecoRubí MendezAún no hay calificaciones
- 300 Palabras TerminadasDocumento46 páginas300 Palabras TerminadasAldo Huamán PipaAún no hay calificaciones
- Bagazo de CañaDocumento17 páginasBagazo de CañaREYNA MAGALY GONZALES GONZALESAún no hay calificaciones
- Elaboracion Del Nectar de DuraznoDocumento11 páginasElaboracion Del Nectar de DuraznoNilton Freddy Osorio MejiaAún no hay calificaciones
- PracticaDocumento3 páginasPracticaJozhe GPAún no hay calificaciones
- Oxi CuscoDocumento14 páginasOxi Cuscofrancozurita0% (1)
- Valor Presente Neto (VAN) AJUSTADODocumento15 páginasValor Presente Neto (VAN) AJUSTADODulce de ChávezAún no hay calificaciones
- Trabajo de Investigacion 1.0)Documento7 páginasTrabajo de Investigacion 1.0)Angel Gabriel Carrillo Baltazar100% (1)
- Dimensionamiento de AlmacenesDocumento12 páginasDimensionamiento de AlmacenesISRAEL M CONDORI100% (1)
- Sistema de Produccion - KetchupDocumento13 páginasSistema de Produccion - KetchupJulie BosteelsAún no hay calificaciones
- Taller Productividad 2019Documento3 páginasTaller Productividad 2019Alexander MezaAún no hay calificaciones
- Explicacion de Proyecto Licor de CocoDocumento1 páginaExplicacion de Proyecto Licor de Cocooscar ivan reyesAún no hay calificaciones
- Taller ProducciónDocumento7 páginasTaller ProducciónMariaAún no hay calificaciones
- CONTROLDocumento10 páginasCONTROLVictor Andre TocasAún no hay calificaciones
- Prueba Del SignoDocumento5 páginasPrueba Del SignoKevin Orlando Romero TacuriAún no hay calificaciones
- 4M IgualacionDocumento1 página4M IgualacionRuben Rodrigo Hito AlexanderAún no hay calificaciones
- Ejercicios Modelos COSTOSDocumento7 páginasEjercicios Modelos COSTOSPersi López HerreraAún no hay calificaciones
- AlmDocumento30 páginasAlmGiordano Bianchi Del CarpioAún no hay calificaciones
- Proyecto CervezaDocumento20 páginasProyecto CervezaLenner Urtecho CalderonAún no hay calificaciones
- Trabajo Final Micro IDocumento23 páginasTrabajo Final Micro IAdriana Santos OrellanaAún no hay calificaciones
- Calculo Aplicado A La Fisica - Semana 8 - Sesión 1Documento4 páginasCalculo Aplicado A La Fisica - Semana 8 - Sesión 1Alexander CallaAún no hay calificaciones
- Seminario Procesos Industriales S 2Documento10 páginasSeminario Procesos Industriales S 2Eddie David Quilcate RamírezAún no hay calificaciones
- Martínez Loureiro Guillermo - 2Documento347 páginasMartínez Loureiro Guillermo - 2Renata Alvarez MontoyaAún no hay calificaciones
- Proyecto Acerola 2.1Documento77 páginasProyecto Acerola 2.1Richar Caballero TaquichiriAún no hay calificaciones
- CúrcumaDocumento4 páginasCúrcumaNori FuentesAún no hay calificaciones
- 7.laboratorio Tarea Inversion y FinanciamientoDocumento9 páginas7.laboratorio Tarea Inversion y FinanciamientoDua LipaAún no hay calificaciones
- Tesis - EPN - Diseño de Un Programa de Mantenimiento para Una Empresa de Gaseosas - Fernando Pilca Quito 2009Documento291 páginasTesis - EPN - Diseño de Un Programa de Mantenimiento para Una Empresa de Gaseosas - Fernando Pilca Quito 2009Milton CervantesAún no hay calificaciones
- Estudio Técnico Del Proyecto - Caso PrácticoDocumento13 páginasEstudio Técnico Del Proyecto - Caso PrácticoCésar Varela VargasAún no hay calificaciones
- Produccion Plan Fabrica de Hielo Ely.Documento6 páginasProduccion Plan Fabrica de Hielo Ely.ely vivas0% (1)
- Trabajo Economia 3 PracticaDocumento12 páginasTrabajo Economia 3 PracticaMiguel FernandoAún no hay calificaciones
- Piscinas de uso colectivo: Tratamiento del agua, mantenimiento y limpiezaDe EverandPiscinas de uso colectivo: Tratamiento del agua, mantenimiento y limpiezaAún no hay calificaciones
- Biotratamieno 1Documento94 páginasBiotratamieno 1Piter LaricoAún no hay calificaciones
- Actividad 3 - FolletoDocumento2 páginasActividad 3 - FolletoJeny MartínezAún no hay calificaciones
- Valoracion Geriatrica Por Patrones FDocumento7 páginasValoracion Geriatrica Por Patrones FJesus Gomez GmejorAún no hay calificaciones
- D4 A2 SESION Collage Sobre Los Derechos Del NiñoDocumento5 páginasD4 A2 SESION Collage Sobre Los Derechos Del NiñoROSA MARIA AYALA CABANA0% (1)
- El Norte CapitanesDocumento1 páginaEl Norte CapitanesSydney FranklinAún no hay calificaciones
- Diagrama de ProcesosDocumento7 páginasDiagrama de ProcesosAxel Brian Wilson AlonsoAún no hay calificaciones
- Lista de Chequeo Mantenimiento Habilitacion e Identificacion Riesgos Res 2003 2014Documento26 páginasLista de Chequeo Mantenimiento Habilitacion e Identificacion Riesgos Res 2003 2014Carolina Arango100% (2)
- La Prehistoria en InglaterraDocumento7 páginasLa Prehistoria en InglaterrasebastiandradeAún no hay calificaciones
- Primera Práctica 2013iiDocumento5 páginasPrimera Práctica 2013iiMajhu VjAún no hay calificaciones
- Números RomanosDocumento6 páginasNúmeros RomanosMariaTorresAún no hay calificaciones
- Cuadernillo de Martin Miguel de Güemes MatematicaDocumento6 páginasCuadernillo de Martin Miguel de Güemes MatematicaFatima Mariela BepreAún no hay calificaciones
- Informe AuDocumento7 páginasInforme AuJessica DiazAún no hay calificaciones
- Lista de Precios SugeridosDocumento1 páginaLista de Precios SugeridosWiliam Palacin VenturoAún no hay calificaciones
- ESTANDAR 413 y 414Documento13 páginasESTANDAR 413 y 414Evelyn FautoqueAún no hay calificaciones
- Ucm03 322626Documento16 páginasUcm03 322626dodogogdoAún no hay calificaciones
- Informe PiritaDocumento2 páginasInforme PiritaNicolas MolinaAún no hay calificaciones
- RUBRICA1Documento3 páginasRUBRICA1elvio franco leonAún no hay calificaciones
- SCRIBD - Base-Empresas-ConstructorasDocumento46 páginasSCRIBD - Base-Empresas-ConstructorasOmar VallejoAún no hay calificaciones
- Guía de Lectura - Marco TeoricoDocumento3 páginasGuía de Lectura - Marco TeoricoNataliaAún no hay calificaciones
- Modelo de Marjory GordonDocumento5 páginasModelo de Marjory GordonKatherine Patiño CaberoAún no hay calificaciones
- Examen SumativoDocumento10 páginasExamen SumativoCarlos Cadillo QuitoAún no hay calificaciones
- Instructivo Pagos DaviviendaDocumento5 páginasInstructivo Pagos DaviviendaNicolas Álvarez BernalAún no hay calificaciones
- Resumen Cap 1 Terapia de JuegoDocumento2 páginasResumen Cap 1 Terapia de JuegoAndrés Vera C100% (1)
- Cuestionario 2. Ética EmpresarialDocumento2 páginasCuestionario 2. Ética Empresarialjmvcr70% (1)
- Administracion de Proyectos Organizacion Asignacion y BalanceoDocumento7 páginasAdministracion de Proyectos Organizacion Asignacion y BalanceoIsrael SánchezAún no hay calificaciones
- Analisis Estructurado MOD 3Documento161 páginasAnalisis Estructurado MOD 3Osman Ortega ParadaAún no hay calificaciones
- GO PR 153 2501 Prueba AcumuladorDocumento9 páginasGO PR 153 2501 Prueba AcumuladorJuan Sebastian Diaz CuadrosAún no hay calificaciones
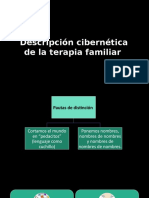
- Descripción Cibernética de La Terapia FamiliarDocumento19 páginasDescripción Cibernética de La Terapia FamiliarIvan LunaAún no hay calificaciones
- Plan de Marketing de 1 PaginaDocumento6 páginasPlan de Marketing de 1 PaginaGiancarlo Neyra VeraAún no hay calificaciones
- Efectividad Global de Los EquiposDocumento3 páginasEfectividad Global de Los EquiposAbigail PerezAún no hay calificaciones