También podría gustarte
- Plan de Explotacion PDFDocumento9 páginasPlan de Explotacion PDFVivianaValentinaGuerraAún no hay calificaciones
- Pie-005 - 5 Pie Cañerias HdpeDocumento2 páginasPie-005 - 5 Pie Cañerias HdpeJose Dario Miranda Herrera100% (1)
- Registro de Liquidos Penetrantes - InG - CMII - 005Documento8 páginasRegistro de Liquidos Penetrantes - InG - CMII - 005Luis Alexander Cristobal UbaldoAún no hay calificaciones
- Protocolo Instalacion Malla A Tierra Rev 1Documento1 páginaProtocolo Instalacion Malla A Tierra Rev 1FranciscoAún no hay calificaciones
- Formato de Especificacion Del Procedimiento de Soldaura WpsDocumento8 páginasFormato de Especificacion Del Procedimiento de Soldaura Wpsjavier paraAún no hay calificaciones
- P.I.E. Plan Inspeccion y Ensayos Soldadura Ac Rev.0Documento1 páginaP.I.E. Plan Inspeccion y Ensayos Soldadura Ac Rev.0santiago barrionuevoAún no hay calificaciones
- PIE - HormigonesDocumento2 páginasPIE - HormigonesPirinchola100% (1)
- Checklist of ISO 9001 2015 Mandatory Documentation ESDocumento13 páginasChecklist of ISO 9001 2015 Mandatory Documentation ESamiyeli100% (1)
- Matriz IpercDocumento38 páginasMatriz IpercjoanAún no hay calificaciones
- Registro soldadura tuberíaDocumento4 páginasRegistro soldadura tuberíaErick AponteAún no hay calificaciones
- TT-CELE-F-030 Rv0 Registro de Resistividad Del Terreno Silo 12Documento1 páginaTT-CELE-F-030 Rv0 Registro de Resistividad Del Terreno Silo 12AlfredoSánchezHernándezAún no hay calificaciones
- Protocolo de torque torre autosoportada ChiclayoDocumento5 páginasProtocolo de torque torre autosoportada ChiclayoJuan Eduardo PFAún no hay calificaciones
- QC-A-001 - Inspección de PintadoDocumento1 páginaQC-A-001 - Inspección de PintadoCY INGENIERIA Y CONSTRUCCION EIRLAún no hay calificaciones
- Protocolos PipingDocumento47 páginasProtocolos PipingRaul Sanchez Henriquez100% (1)
- Protocolo Estructuras MetalicasDocumento4 páginasProtocolo Estructuras MetalicasLuiz Barzola PalmaAún no hay calificaciones
- Eje K Ducto Formato Tintes PenetrantesDocumento4 páginasEje K Ducto Formato Tintes PenetrantesRuth castañeda loyolaAún no hay calificaciones
- Indice Dossier Calidad Montaje Calcesur 21marDocumento3 páginasIndice Dossier Calidad Montaje Calcesur 21maralex de la cruz yalanAún no hay calificaciones
- Protocolo de TermofusionDocumento14 páginasProtocolo de TermofusionmercyAún no hay calificaciones
- Formato WpsDocumento2 páginasFormato WpsDaniel Campos100% (1)
- Procedimiento Colocacion de Fierro Protoloco para La Habilitacion y Colocacion de AceroDocumento5 páginasProcedimiento Colocacion de Fierro Protoloco para La Habilitacion y Colocacion de AcerocarlaAún no hay calificaciones
- 022 - Control de Juntas de Hdpe Por TermofusiónDocumento1 página022 - Control de Juntas de Hdpe Por Termofusión15854374Aún no hay calificaciones
- Normas técnicas peruanas aceroDocumento11 páginasNormas técnicas peruanas aceroGerardo Max Revelo SanchezAún no hay calificaciones
- Banco de DuctosDocumento1 páginaBanco de Ductoscote0109Aún no hay calificaciones
- Plantilla para Prueba VacíoDocumento2 páginasPlantilla para Prueba VacíoJaime Vera100% (2)
- Calidad en Tuberia HdpeDocumento9 páginasCalidad en Tuberia HdpeChelsito CH M100% (1)
- 022 - Control de Juntas de Hdpe Por TermofusiónDocumento1 página022 - Control de Juntas de Hdpe Por TermofusiónvardogerAún no hay calificaciones
- Protocolo Control DimensionalDocumento1 páginaProtocolo Control DimensionalSteven BenitesAún no hay calificaciones
- QC-CC-020 - Registro de Inspeccion de Impermeabilizante - V1Documento1 páginaQC-CC-020 - Registro de Inspeccion de Impermeabilizante - V1wiliams floresAún no hay calificaciones
- Procedimiento de Montaje de Estructuras Metalicas Rev01Documento9 páginasProcedimiento de Montaje de Estructuras Metalicas Rev01Debye101Aún no hay calificaciones
- Protocolo Megado de Tablero PDFDocumento2 páginasProtocolo Megado de Tablero PDFPaulo ChavezAún no hay calificaciones
- PT Palomier T&T C&M PLM 001 2022Documento1 páginaPT Palomier T&T C&M PLM 001 2022IAN GRUPAún no hay calificaciones
- Cálculo tiempo exposición gammagrafíaDocumento2 páginasCálculo tiempo exposición gammagrafíaAlexander López CastañedaAún no hay calificaciones
- Protocolo de pruebas en vacío bombas hidráulicasDocumento1 páginaProtocolo de pruebas en vacío bombas hidráulicasJose AlvitrezAún no hay calificaciones
- QC-A-008 - Inspección de Pintado - V1Documento1 páginaQC-A-008 - Inspección de Pintado - V1eddy vilca100% (1)
- HLC Qac FV 25 Itp 10 TuberíasDocumento2 páginasHLC Qac FV 25 Itp 10 Tuberíasoskag33Aún no hay calificaciones
- Status Dossier de CalidadDocumento15 páginasStatus Dossier de CalidadAG PE Mikey100% (1)
- Indice de Dossier de Calidad Animas NV6Documento5 páginasIndice de Dossier de Calidad Animas NV6Branco Yeltsin Tarifeño FonsecaAún no hay calificaciones
- ReporteInspecciónTintesPenetrantesDocumento1 páginaReporteInspecciónTintesPenetrantesDiego León100% (2)
- Anexo Ii Protoc. Medic. Espesores Pintura SecaDocumento4 páginasAnexo Ii Protoc. Medic. Espesores Pintura SecaLuis María GonzalezAún no hay calificaciones
- PPI ACI 002 - Prueba Hidrostática ACIDocumento1 páginaPPI ACI 002 - Prueba Hidrostática ACIJhonAún no hay calificaciones
- Norma RD 016 - 2003 - Emdge - Especificaciones Técnicas deDocumento32 páginasNorma RD 016 - 2003 - Emdge - Especificaciones Técnicas deArmando F. MejiaAún no hay calificaciones
- Registro de Recepción de MaterialesDocumento1 páginaRegistro de Recepción de MaterialesJuan MontufarAún no hay calificaciones
- Inspección Visual de Juntas de HDPEDocumento1 páginaInspección Visual de Juntas de HDPEjuanAún no hay calificaciones
- Plan de Inspeccion y Ensayo Tendido de Oleoducto 16 Ø Desde El MB TJ-10 A Patio de Tanque UleDocumento18 páginasPlan de Inspeccion y Ensayo Tendido de Oleoducto 16 Ø Desde El MB TJ-10 A Patio de Tanque UleJuan Carlos ManriqueAún no hay calificaciones
- 2053 Protocolo de Inspección Montaje de Cañerias Rev 00Documento1 página2053 Protocolo de Inspección Montaje de Cañerias Rev 00Alejandro Cáceres Navarro (Ingenova)Aún no hay calificaciones
- Recepción Tapado de ConosDocumento2 páginasRecepción Tapado de ConosPriscila Opazo VarelaAún no hay calificaciones
- MF Reg 2023 006Documento2 páginasMF Reg 2023 006Koky HSAún no hay calificaciones
- 2021.04 Registro de Verifiacion de Energia CeroDocumento1 página2021.04 Registro de Verifiacion de Energia CeroPedro Soto CordovaAún no hay calificaciones
- Rfi 169Documento3 páginasRfi 169Vanesa VelardeAún no hay calificaciones
- Anexo N°4. PIE Plan de Inspección y Ensayo Civiles SIEMSA Rev.ADocumento6 páginasAnexo N°4. PIE Plan de Inspección y Ensayo Civiles SIEMSA Rev.AManuel Alejandro San MartinAún no hay calificaciones
- Formatos de Tuberias HDPEDocumento3 páginasFormatos de Tuberias HDPEManuel BolañosAún no hay calificaciones
- AC-PT-005-Procedimiento de Lineamiento y Verticalidad.r0Documento7 páginasAC-PT-005-Procedimiento de Lineamiento y Verticalidad.r0Cesar Astorayme MarochoAún no hay calificaciones
- PUNCH LIST OkDocumento1 páginaPUNCH LIST OkJosé AscencioAún no hay calificaciones
- PTC-CA-0040 - Inspección de Instalación de Tuberías en Zanja - Rev 00Documento2 páginasPTC-CA-0040 - Inspección de Instalación de Tuberías en Zanja - Rev 00Alan BarrazaAún no hay calificaciones
- WPS TuberiaDocumento2 páginasWPS TuberiaOmar BecerrilAún no hay calificaciones
- Protocolo de Torque de PernosDocumento1 páginaProtocolo de Torque de PernosmetranovaAún no hay calificaciones
- Protocolo de Montaje TR-4 CERRAMIENTO 1ra NaveDocumento2 páginasProtocolo de Montaje TR-4 CERRAMIENTO 1ra Navegiomar.gallardayAún no hay calificaciones
- AiD-REG-DE-004 - Registro de Soldadura ExotermicaDocumento1 páginaAiD-REG-DE-004 - Registro de Soldadura ExotermicaJesus MartinezAún no hay calificaciones
- Tel-3015161-Pr-ct-13 Procedimiento Perforacion Vertical para Cama ProfundaDocumento30 páginasTel-3015161-Pr-ct-13 Procedimiento Perforacion Vertical para Cama ProfundaDaimerCastro100% (1)
- Registro Ensayos No Destructivos, Tintes PenetrantesDocumento1 páginaRegistro Ensayos No Destructivos, Tintes PenetrantesHebert Vizconde PoemapeAún no hay calificaciones
- Protocolo Pruebas HidrostaticaDocumento5 páginasProtocolo Pruebas HidrostaticaDiego SanchezAún no hay calificaciones
- PIE Obras AdicionalesDocumento1 páginaPIE Obras Adicionalescalipso.ingenieriadisenoAún no hay calificaciones
- Formato Plan de Inspección y Ensayo (PIE) - REFERENCIALDocumento2 páginasFormato Plan de Inspección y Ensayo (PIE) - REFERENCIALRodrigo Escárate BernalAún no hay calificaciones
- Gsi 0497 Pla 4840 Qa 0001 - RV.1Documento2 páginasGsi 0497 Pla 4840 Qa 0001 - RV.1Rafael CisternasAún no hay calificaciones
- Decreto Supremo 46Documento21 páginasDecreto Supremo 46PirincholaAún no hay calificaciones
- Decreto Supremo 46Documento21 páginasDecreto Supremo 46PirincholaAún no hay calificaciones
- TIC en La SociedadDocumento14 páginasTIC en La SociedadPirincholaAún no hay calificaciones
- Modelo de negocio CanvasDocumento112 páginasModelo de negocio CanvasOscar Roberto Recinos Cañas100% (9)
- TIC en Las OrganizacionesDocumento12 páginasTIC en Las OrganizacionesPirincholaAún no hay calificaciones
- TIC Como Agente TrasnformadorDocumento11 páginasTIC Como Agente TrasnformadorPirincholaAún no hay calificaciones
- ModelosTICDocumento6 páginasModelosTICPirincholaAún no hay calificaciones
- Introducción A Las TICDocumento11 páginasIntroducción A Las TICPirincholaAún no hay calificaciones
- Vol Nº1 - Jun.1997Documento444 páginasVol Nº1 - Jun.1997Jose RebolledoAún no hay calificaciones
- Ejemplos Mapas de Procesos para SGC 130906Documento19 páginasEjemplos Mapas de Procesos para SGC 130906Pirinchola100% (1)
- Formato Pie - HdpeDocumento3 páginasFormato Pie - HdpePirincholaAún no hay calificaciones
- NCH 10005 Planes de CalidadDocumento28 páginasNCH 10005 Planes de CalidadPirincholaAún no hay calificaciones
- Aditivos HormigonDocumento18 páginasAditivos HormigonVanessa Andrea Gallardo ArmijoAún no hay calificaciones
- Preguntas Frecuentes ISO 9001Documento49 páginasPreguntas Frecuentes ISO 9001Fabio Serrano L100% (1)
- Ebook Iso 45001 Seguridad Salud Trabajo 1 PDFDocumento42 páginasEbook Iso 45001 Seguridad Salud Trabajo 1 PDFRoberto LobatoAún no hay calificaciones
- NCh-ISO 10001-1997 PDFDocumento27 páginasNCh-ISO 10001-1997 PDFjosel213Aún no hay calificaciones
- NAGRA3Documento4 páginasNAGRA3PABLOLUZURIAGAAún no hay calificaciones
- 38 HDT Transmision Cat Alli PDFDocumento2 páginas38 HDT Transmision Cat Alli PDFरोनल्द किस्पे तुर्पोAún no hay calificaciones
- Especificaciones técnicas crucetas galvanizadasDocumento4 páginasEspecificaciones técnicas crucetas galvanizadasIsrael PozoAún no hay calificaciones
- Suministro de Materiales GeneralDocumento27 páginasSuministro de Materiales GeneralVictor Campos LedesmaAún no hay calificaciones
- Resolución de problemas de redes equivalentesDocumento7 páginasResolución de problemas de redes equivalentesRonald CorderoAún no hay calificaciones
- Reporte TraneDocumento3 páginasReporte TraneMichael VargasAún no hay calificaciones
- EVALUACION 3 Corriente Alterna PDFDocumento7 páginasEVALUACION 3 Corriente Alterna PDFroquemicheaAún no hay calificaciones
- PRACT#8 MOTOR Trifásico DeltaDocumento2 páginasPRACT#8 MOTOR Trifásico DeltaBastian SdedAún no hay calificaciones
- Foro 2Documento5 páginasForo 2Carlos Méndez100% (1)
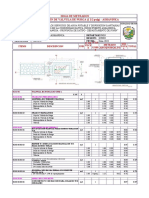
- 9.vàlvula de Purga Proyectado (1 1 2 Pulg) AshaninkaDocumento4 páginas9.vàlvula de Purga Proyectado (1 1 2 Pulg) AshaninkaCleni G. MoranAún no hay calificaciones
- Takt TimeDocumento3 páginasTakt TimeMeylin CaballeroAún no hay calificaciones
- Alcance Mantenimiento Transformador y Tableros MachupicchuDocumento5 páginasAlcance Mantenimiento Transformador y Tableros Machupicchuhugo americo condori bustamanteAún no hay calificaciones
- 5000 Manual EspañolDocumento173 páginas5000 Manual Españoljofe1250% (2)
- 3 - Cortante en Los SuelosDocumento57 páginas3 - Cortante en Los SuelosLEIDY VIVIANA GUTIERREZ GALINDOAún no hay calificaciones
- Preguntas Técnicas Sobre Motores Eléctricos TraccionariosDocumento5 páginasPreguntas Técnicas Sobre Motores Eléctricos TraccionariosChester Noel Brenes AguirreAún no hay calificaciones
- Normas Tecnicas Peruanas CementoDocumento22 páginasNormas Tecnicas Peruanas CementoAndrés Enrique BezadaAún no hay calificaciones
- Reporte de Problemas AmbientalesDocumento23 páginasReporte de Problemas AmbientalesFelix100% (1)
- EISEN-II-fluxor-tubo-curvo WF6000H15Documento1 páginaEISEN-II-fluxor-tubo-curvo WF6000H15Leonardo AzuajeAún no hay calificaciones
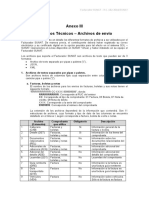
- Facturador SUNAT - Formatos de archivosDocumento2 páginasFacturador SUNAT - Formatos de archivosJhon ThomasAún no hay calificaciones
- Mecánica automotriz: herramientas básicasDocumento13 páginasMecánica automotriz: herramientas básicasLinelayne Zarcos LopezAún no hay calificaciones
- Laboratorio 1Documento15 páginasLaboratorio 1CARL WILLIAM CASTANEDA ROJASAún no hay calificaciones
- Roland XP-10Documento131 páginasRoland XP-10Marcelo Ortiz100% (1)
- Presentación Tigre - Parte 1Documento47 páginasPresentación Tigre - Parte 1Abigail Zelaya ChavarriaAún no hay calificaciones
- Estudio Hidrologico de La Presa - CahuaDocumento38 páginasEstudio Hidrologico de La Presa - CahuaHenri Macedo GarcíaAún no hay calificaciones
- Ley de Ohm: Ejercicios resueltos de corriente, voltaje y resistenciaDocumento28 páginasLey de Ohm: Ejercicios resueltos de corriente, voltaje y resistenciaFrancisco Pacheco DiazAún no hay calificaciones
- PR-096 Manejo de Residuos de Construccion y Demolicion RCDDocumento9 páginasPR-096 Manejo de Residuos de Construccion y Demolicion RCDHERBERT SUANCHA BALLESTEROSAún no hay calificaciones
- Corte y Relleno Conven AscenDocumento8 páginasCorte y Relleno Conven AscenAlexander BordaAún no hay calificaciones
- Accionamientos Lab3Documento4 páginasAccionamientos Lab3Frank CruzAún no hay calificaciones