También podría gustarte
- Instrumentación Admon de La Salud Ige 2023-1Documento24 páginasInstrumentación Admon de La Salud Ige 2023-1Maria del Carmen Martínez GuzmánAún no hay calificaciones
- Actividad Virtual N°3pdfDocumento6 páginasActividad Virtual N°3pdfFranz Moises Ruben Ponce Solórzano100% (1)
- Diseño y Desarrollo de Los Productos y Servicios en ISO 9001 2015Documento5 páginasDiseño y Desarrollo de Los Productos y Servicios en ISO 9001 2015ricardomunozsAún no hay calificaciones
- Checklist Modelo-MoldesDocumento2 páginasChecklist Modelo-MoldesTecnico Mantenimiento (IDE)Aún no hay calificaciones
- TFM Gorka Garcia Rodero Sept - 2014 PDFDocumento99 páginasTFM Gorka Garcia Rodero Sept - 2014 PDFjperdigon9634Aún no hay calificaciones
- MOD 7 - Quality GatesDocumento12 páginasMOD 7 - Quality GatesJose Luis Salinas CalixtroAún no hay calificaciones
- Constancia de ParticipaciónDocumento1 páginaConstancia de ParticipaciónFranz Baldera TapiaAún no hay calificaciones
- FT-SST-092 Formato Analisis de Tareas CriticasDocumento2 páginasFT-SST-092 Formato Analisis de Tareas CriticasCáceres Mamani AldoAún no hay calificaciones
- Articulo CientificoDocumento11 páginasArticulo CientificoGustavo MaradiagaAún no hay calificaciones
- Es Formel Q Capacida Espanol Revision5 PDF - FileDocumento145 páginasEs Formel Q Capacida Espanol Revision5 PDF - FileVictorino Rodriguez de la FuenteAún no hay calificaciones
- Hot Runner PDFDocumento13 páginasHot Runner PDFEdgaar TorresAún no hay calificaciones
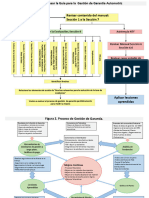
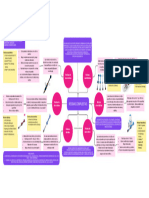
- Gestión de La Garantía AutomotrizDocumento7 páginasGestión de La Garantía Automotrizsandcmexproyecto5slps100% (1)
- Check List 17025-2005Documento7 páginasCheck List 17025-2005Sergio ViajeroAún no hay calificaciones
- Ensayo Argumentativo: Maestría en Gestión de Negocios de ManufacturaDocumento6 páginasEnsayo Argumentativo: Maestría en Gestión de Negocios de ManufacturafreddyAún no hay calificaciones
- Instrucción de Trabajo para La Realización de Auditorias LpaDocumento2 páginasInstrucción de Trabajo para La Realización de Auditorias LpaOzziii AlvaAún no hay calificaciones
- Criterios Actualizados de Evaluación Interna NM y NSDocumento5 páginasCriterios Actualizados de Evaluación Interna NM y NSElvys EmersonAún no hay calificaciones
- Ensayo Liquidos PenetrantesDocumento14 páginasEnsayo Liquidos PenetrantesB3t1Aún no hay calificaciones
- Diagrama de Flujo Servicios AuxiliaresDocumento1 páginaDiagrama de Flujo Servicios AuxiliaresscienthiphicAún no hay calificaciones
- PPAPDocumento2 páginasPPAPnonameAún no hay calificaciones
- Cqi-8 Auditoria de Procesos Por CapasDocumento1 páginaCqi-8 Auditoria de Procesos Por CapasalejandroAún no hay calificaciones
- Checklist Auditorias LPADocumento1 páginaChecklist Auditorias LPAJacobo Isaac Gonzalez VazquezAún no hay calificaciones
- RohsDocumento8 páginasRohswaldirAún no hay calificaciones
- ETP LAF Rev 9Documento15 páginasETP LAF Rev 9Mariano Hernán100% (1)
- VolksWagen 2cd7fDocumento23 páginasVolksWagen 2cd7fMonica Sholes100% (2)
- Manual Ppap 1Documento17 páginasManual Ppap 1Flavia PiruAún no hay calificaciones
- KPI - Indicadores Clave de RendimientoDocumento9 páginasKPI - Indicadores Clave de RendimientoSandra RamirezAún no hay calificaciones
- F-855 Quality Focus Check Temporal Rev.01Documento1 páginaF-855 Quality Focus Check Temporal Rev.01Bran TrsAún no hay calificaciones
- Formato Amef VdaDocumento4 páginasFormato Amef VdaSergio CanoAún no hay calificaciones
- Wi-Dt G-R-Crew RR LH-RH Trimming-Rev001Documento9 páginasWi-Dt G-R-Crew RR LH-RH Trimming-Rev001ortiz cardonaAún no hay calificaciones
- MC-01-Rev-06-Manual-de-Calidad TRANS-MATIC PDFDocumento72 páginasMC-01-Rev-06-Manual-de-Calidad TRANS-MATIC PDFjorge maldonadoAún no hay calificaciones
- Requerimientos Del PPAPDocumento7 páginasRequerimientos Del PPAPOzziii AlvaAún no hay calificaciones
- Tesis Procedimiento Repetibilidad Incertiumbre 17025Documento98 páginasTesis Procedimiento Repetibilidad Incertiumbre 17025Adolfo Elizondo Focil100% (2)
- TESIS ERWIN PARRA Abre Facil PDFDocumento121 páginasTESIS ERWIN PARRA Abre Facil PDFItaloCalderonAún no hay calificaciones
- Webinar Aspectos Clave IATF 16949Documento25 páginasWebinar Aspectos Clave IATF 16949JoseAún no hay calificaciones
- Manual gp12 EspaolDocumento3 páginasManual gp12 EspaolJhon QsacAún no hay calificaciones
- FIEVDocumento53 páginasFIEVBeli NovareseAún no hay calificaciones
- Planificacion de Cambios Del SGI - ForMATODocumento1 páginaPlanificacion de Cambios Del SGI - ForMATOCesar Valeta Lopez100% (1)
- AMEF Caracteristicas EspecialesDocumento4 páginasAMEF Caracteristicas EspecialesMagda SaldivarAún no hay calificaciones
- Evaluación Del Desempeño de Proveedores PDFDocumento51 páginasEvaluación Del Desempeño de Proveedores PDFalysanacAún no hay calificaciones
- Diagrama de Tortuga PDFDocumento29 páginasDiagrama de Tortuga PDFCHRISTIANAún no hay calificaciones
- Plantilla 8D para SuscriptoresDocumento3 páginasPlantilla 8D para SuscriptoresIván Santana LópezAún no hay calificaciones
- Plantilla Core Tools IMC6ADocumento34 páginasPlantilla Core Tools IMC6AAbraham TorresAún no hay calificaciones
- El Sistema de Calidad To FDADocumento253 páginasEl Sistema de Calidad To FDALuis OrozcoAún no hay calificaciones
- Cep Upc PDFDocumento11 páginasCep Upc PDFJuanManuelChoqueGarcia100% (2)
- Curso 5S PDFDocumento28 páginasCurso 5S PDFCarol OcandoAún no hay calificaciones
- Competencia 4 Aplicac. de Los Dif. Met. de Insp. para La Mejora de La Calidad. 2023-1 ApqpDocumento34 páginasCompetencia 4 Aplicac. de Los Dif. Met. de Insp. para La Mejora de La Calidad. 2023-1 Apqpjesus gonzalezAún no hay calificaciones
- Clase Realización Del Producto - ServicioDocumento17 páginasClase Realización Del Producto - ServicioFranco Cabrera CalderónAún no hay calificaciones
- Procedimiento para Evaluación y Reevaluación de ProveedoresDocumento5 páginasProcedimiento para Evaluación y Reevaluación de ProveedoresEunice Sotelo GuevaraAún no hay calificaciones
- Factibilidad Del ProyectoDocumento1 páginaFactibilidad Del Proyectoaddesamex02Aún no hay calificaciones
- ESTADISTICA Causas Comunes y Causas EspecialesDocumento3 páginasESTADISTICA Causas Comunes y Causas EspecialesgloriaAún no hay calificaciones
- Nuevo Vda PDFDocumento5 páginasNuevo Vda PDFLopez JoséAún no hay calificaciones
- Procedimiento Control Del Producto No ConformeDocumento5 páginasProcedimiento Control Del Producto No ConformeJuanita A BuenaventuraAún no hay calificaciones
- Normas NOM, IATF y VDADocumento22 páginasNormas NOM, IATF y VDAJose Manuel Escareño Ramirez100% (1)
- Curso ISO 9001 2015 Sesion 1 VFDocumento22 páginasCurso ISO 9001 2015 Sesion 1 VFvladimirsaavedraAún no hay calificaciones
- Laminado en Frio y Caliente 2021Documento20 páginasLaminado en Frio y Caliente 2021Calixto Cabrera MedranoAún no hay calificaciones
- LaminadoDocumento15 páginasLaminadojorgeAún no hay calificaciones
- Forjado de MetalesDocumento6 páginasForjado de MetalesCalixto Cabrera MedranoAún no hay calificaciones
- Procesos Más Comunes de ManufacturaDocumento6 páginasProcesos Más Comunes de ManufacturaclajanbarAún no hay calificaciones
- 1 Proceso de Formado en CalienteDocumento15 páginas1 Proceso de Formado en CalienteANDRE1091Aún no hay calificaciones
- Actividad 4 de ProcesosDocumento10 páginasActividad 4 de Procesosalejandra belem rios vazquezAún no hay calificaciones
- Proceso de Conformado Por Deformación PlásticaDocumento4 páginasProceso de Conformado Por Deformación PlásticaStoneAún no hay calificaciones
- Osmosis Alkanatur Total Depure 800Documento13 páginasOsmosis Alkanatur Total Depure 800Davide SemeyazaAún no hay calificaciones
- Tesis MutunDocumento46 páginasTesis MutunCristhianMauricioAguilarAún no hay calificaciones
- Cales Aéreas e HidráulicasDocumento8 páginasCales Aéreas e HidráulicasAndrea GilAún no hay calificaciones
- 11.5.3 Ubs Arrastre Hidraulico - Sector IiiDocumento4 páginas11.5.3 Ubs Arrastre Hidraulico - Sector IiiRonald VillanuevaAún no hay calificaciones
- Pracica 7 Laminado A Baja Presión Equipo 1Documento5 páginasPracica 7 Laminado A Baja Presión Equipo 1Denisse García GarcíaAún no hay calificaciones
- Act. 3.1 Tabla ComparativaDocumento2 páginasAct. 3.1 Tabla ComparativaUlises BerzosaAún no hay calificaciones
- 8A - Presupuesto de Obra - 20200162 - 1Documento34 páginas8A - Presupuesto de Obra - 20200162 - 1joahan vite martinezAún no hay calificaciones
- Resinas CompuestasDocumento1 páginaResinas Compuestasmicaela zambranoAún no hay calificaciones
- 223743consejos para Empaquetar Adecuadamente Los EspejosDocumento2 páginas223743consejos para Empaquetar Adecuadamente Los EspejoseogernshoeAún no hay calificaciones
- AGLOMERANTES ActividadesDocumento29 páginasAGLOMERANTES ActividadesCARLO100% (1)
- Universidad Nacional de CajamarcaDocumento7 páginasUniversidad Nacional de CajamarcaCarlos Jhonatan Guevara BautistaAún no hay calificaciones
- Osmosis Inversa PDFDocumento41 páginasOsmosis Inversa PDFjuan c. condori ch.Aún no hay calificaciones
- AnexosDocumento54 páginasAnexosSergioAún no hay calificaciones
- Estudio Del Potencial de Corrosión Galvánica de Las Barras de Refuerzo de Titanio NSMDocumento15 páginasEstudio Del Potencial de Corrosión Galvánica de Las Barras de Refuerzo de Titanio NSMLuigi HernandezAún no hay calificaciones
- Lubitex Q-LRDocumento1 páginaLubitex Q-LRLuis Alberto Gutiérrez SantiagoAún no hay calificaciones
- Explosivos y Acc. Mineria Chilena Grupo N3Documento30 páginasExplosivos y Acc. Mineria Chilena Grupo N3mrchispa srAún no hay calificaciones
- Analisis y Diseño de AuditorioDocumento13 páginasAnalisis y Diseño de AuditorioShirley Barrueta FalconAún no hay calificaciones
- Presupuesto de Instalaciones SanitariasDocumento1 páginaPresupuesto de Instalaciones Sanitariasnelson neyuraAún no hay calificaciones
- HIDROMETALURGIA Del ORO Y PLATA)Documento35 páginasHIDROMETALURGIA Del ORO Y PLATA)Allison JuarezAún no hay calificaciones
- Diseñar Una Zapata Cuadrada Por Metodo CDocumento14 páginasDiseñar Una Zapata Cuadrada Por Metodo CWilver Fajardo MamaniAún no hay calificaciones
- Chemo Agriculture Brochure Espanol-1.1Documento21 páginasChemo Agriculture Brochure Espanol-1.1Richard Quispe QuispeAún no hay calificaciones
- Tratamiento TermicoDocumento28 páginasTratamiento TermicomedyAún no hay calificaciones
- Trabajo Escalonado Ec 612 I Grupo 1Documento19 páginasTrabajo Escalonado Ec 612 I Grupo 1Jefferson Antonio Bacalla HuamanAún no hay calificaciones
- 200062-JECG001-000-XX-PD-ZZ-000018-C01 - Reparación de Patologías de ConcretoDocumento63 páginas200062-JECG001-000-XX-PD-ZZ-000018-C01 - Reparación de Patologías de ConcretoEduardo Rafael Quiñonez BolañosAún no hay calificaciones
- METRADO ELECTRICAS - La PavaDocumento7 páginasMETRADO ELECTRICAS - La PavakarinaAún no hay calificaciones
- Analisis de Precios UnitariosDocumento33 páginasAnalisis de Precios UnitariosAntonella Saravia RodriguezAún no hay calificaciones
- Ejercicios Resueltos de SolucionesDocumento5 páginasEjercicios Resueltos de SolucionesLucía Francisca Tello GuajardoAún no hay calificaciones
- As Villa VerdeDocumento33 páginasAs Villa VerdeLuis Llaure EnriquezAún no hay calificaciones
- Laboratorio 2Documento15 páginasLaboratorio 2Gloria LizarazoAún no hay calificaciones