También podría gustarte
- Anexo 1 - Formato Permiso Trabajo en Espacios Confinados - v01Documento1 páginaAnexo 1 - Formato Permiso Trabajo en Espacios Confinados - v01felix angel rivera garciaAún no hay calificaciones
- ACI 352RS-2002 Diseño de Conexiones Viga-Columna en Estructuras Monolíticas de Concreto ReforzadoDocumento64 páginasACI 352RS-2002 Diseño de Conexiones Viga-Columna en Estructuras Monolíticas de Concreto ReforzadoMilton Maldonado100% (2)
- PETS Limpieza y PM Jib Crane CN001Documento17 páginasPETS Limpieza y PM Jib Crane CN001Franccesco Valdivia CalloAún no hay calificaciones
- PETS 005.CH - SEC - Mantenimiento de Chancadora Cónica CH660 yCH 870-1Documento6 páginasPETS 005.CH - SEC - Mantenimiento de Chancadora Cónica CH660 yCH 870-1Carlos SanabriaAún no hay calificaciones
- Cambio de Liners en Aprom Feeders-Chancado PrimarioDocumento19 páginasCambio de Liners en Aprom Feeders-Chancado PrimarioHobner Josep Soto Castillo100% (5)
- Cambio de cadena y bandejas de alimentadorDocumento6 páginasCambio de cadena y bandejas de alimentadorEdgardo MonjeAún no hay calificaciones
- Ch-Seriman-Pets-191-001 c2 - Cambio de Polea de Contrapeso CV 028Documento21 páginasCh-Seriman-Pets-191-001 c2 - Cambio de Polea de Contrapeso CV 028John C. MendozaAún no hay calificaciones
- Tipos de Calidades, TexturasDocumento8 páginasTipos de Calidades, TexturasaalegriajrAún no hay calificaciones
- Cambio de Liners Chute de Pantalon - Planta PebblesDocumento18 páginasCambio de Liners Chute de Pantalon - Planta PebblesHobner Josep Soto Castillo100% (1)
- PETS Mantenimiento de Apron FeederDocumento14 páginasPETS Mantenimiento de Apron FeederJose0% (2)
- 450 Cambio de Ruedas Guia Apron Feeder FEA 0001 y FEA 0002Documento37 páginas450 Cambio de Ruedas Guia Apron Feeder FEA 0001 y FEA 0002JEAN PIERRE BARRIGA LIZANAAún no hay calificaciones
- Pdp-Mol1-Pets-030 Cambio y Mantenimiento Del Anillo Retenedor Del Trunnion de Descarga Del Molino de Bolas 210-ML-002,003 y 2112-ML-005Documento19 páginasPdp-Mol1-Pets-030 Cambio y Mantenimiento Del Anillo Retenedor Del Trunnion de Descarga Del Molino de Bolas 210-ML-002,003 y 2112-ML-005Albert Nick Vega Laureano0% (1)
- Pets MT 150 01 Mantenimiento de Filtros Prensa Rev 2Documento18 páginasPets MT 150 01 Mantenimiento de Filtros Prensa Rev 2Julver Goyzueta ArceAún no hay calificaciones
- Cambio de polea motriz de faja transportadoraDocumento25 páginasCambio de polea motriz de faja transportadoraGonzalo TurpoAún no hay calificaciones
- Pet Cambio de Reductor y RotorDocumento35 páginasPet Cambio de Reductor y RotorBELTRANAún no hay calificaciones
- 1.2 CH-SERIMAN-PETS-007-002 C1 Cambio de Liners en Los Chute de Transferencia CV009-CV010, CH IIDocumento28 páginas1.2 CH-SERIMAN-PETS-007-002 C1 Cambio de Liners en Los Chute de Transferencia CV009-CV010, CH IIAlexander Humpiri100% (1)
- 1.2 CH-SERIMAN-PETS-309-001 C2 - Cambio de Liners Skirting y Falderas de Faja CV019-029 CH IIIDocumento24 páginas1.2 CH-SERIMAN-PETS-309-001 C2 - Cambio de Liners Skirting y Falderas de Faja CV019-029 CH IIIAlexander Humpiri100% (2)
- 1.2 CH-SERIMAN-PETS-303-001 C2 Cambio de Viga de Shutte Heads DV016-DV026Documento27 páginas1.2 CH-SERIMAN-PETS-303-001 C2 Cambio de Viga de Shutte Heads DV016-DV026Alexander HumpiriAún no hay calificaciones
- MC2-MAQ-PETS-058 Ver.11 Cambio - de - Trompo - y - Taza - de - Chancado - Secundario C2Documento38 páginasMC2-MAQ-PETS-058 Ver.11 Cambio - de - Trompo - y - Taza - de - Chancado - Secundario C2Jesus amésquita100% (1)
- Cambio polines C1Documento35 páginasCambio polines C1Jose HinojosaAún no hay calificaciones
- PET - Cambio de CóncavosDocumento66 páginasPET - Cambio de CóncavosJOSE ANDRES GARCIA ANDRADEAún no hay calificaciones
- 1.1 MM-ESCON-PETS-174-21 v01Documento43 páginas1.1 MM-ESCON-PETS-174-21 v01Jhon Otnar Aguilar YujraAún no hay calificaciones
- Pets-Eh-Mm-014 Cambio de Reductor, Chumacera y RodamientoDocumento5 páginasPets-Eh-Mm-014 Cambio de Reductor, Chumacera y RodamientoMarco AntonioAún no hay calificaciones
- CTEK-HUDBAY-PETS27 Mantenimiento y Cambio de InstrumentosDocumento15 páginasCTEK-HUDBAY-PETS27 Mantenimiento y Cambio de Instrumentosjulio mamani lopezAún no hay calificaciones
- GMSpr0412 - Mto Sistema Motriz de Fajas Transp - v01Documento19 páginasGMSpr0412 - Mto Sistema Motriz de Fajas Transp - v01Jesus amésquitaAún no hay calificaciones
- SRCFpr0001Cambio de Polines en Fajas TransportadorasDocumento14 páginasSRCFpr0001Cambio de Polines en Fajas TransportadorasLuis Maccapa Tacca100% (2)
- Dimarza - Pet - Mantenimiento de Celdas de Flotacion FTR FTD PDFDocumento6 páginasDimarza - Pet - Mantenimiento de Celdas de Flotacion FTR FTD PDFA̶l̶x̶a̶n̶d̶e̶r̶ PaniAún no hay calificaciones
- Pets Cambio de Polea Deflectora en Faja CV - 01Documento17 páginasPets Cambio de Polea Deflectora en Faja CV - 01Ruben100% (1)
- Ch-C1-Ememsa-Pets-065-V04 - Mantenimiento de Raspadores, Vplows de Fajas TrasportadorasDocumento44 páginasCh-C1-Ememsa-Pets-065-V04 - Mantenimiento de Raspadores, Vplows de Fajas TrasportadorasCristhian Renzo Pacheco AgueroAún no hay calificaciones
- Reforzamiento de Live Roll CV012-CV022Documento20 páginasReforzamiento de Live Roll CV012-CV022Franccesco Valdivia CalloAún no hay calificaciones
- Cambio Liners Chute de Alimentacion - Presentacion PDFDocumento15 páginasCambio Liners Chute de Alimentacion - Presentacion PDFvicvarg3235Aún no hay calificaciones
- Mantenimiento preventivo shuttle heads C2Documento44 páginasMantenimiento preventivo shuttle heads C2Victor YanaAún no hay calificaciones
- Cambio de Liners Octogonales de Chancado PrimarioDocumento18 páginasCambio de Liners Octogonales de Chancado PrimarioHobner Josep Soto Castillo100% (1)
- CH - Seriman - Pets - 257 Cambio de Liners en Chute de Transferencia Chancado Secundario y TerciarioDocumento22 páginasCH - Seriman - Pets - 257 Cambio de Liners en Chute de Transferencia Chancado Secundario y TerciarioVictor YanaAún no hay calificaciones
- Cambio de Concavos Del Chancado PrimarioDocumento33 páginasCambio de Concavos Del Chancado PrimarioHobner Josep Soto CastilloAún no hay calificaciones
- Pets-Mt-Mol-048-00 - Regulación y Cambio de Raspadores en Faja TransportadoraDocumento19 páginasPets-Mt-Mol-048-00 - Regulación y Cambio de Raspadores en Faja TransportadoraEdward García TacillaAún no hay calificaciones
- Masa 4,5,6,7 y 8Documento13 páginasMasa 4,5,6,7 y 8Adrian VergaraAún no hay calificaciones
- 1.2 Ch-Seriman-Pets-004-002 C1 Cambio de Liners en Los Chutes de Transferencia CV003 - CV014 y CV005 - CV014Documento29 páginas1.2 Ch-Seriman-Pets-004-002 C1 Cambio de Liners en Los Chutes de Transferencia CV003 - CV014 y CV005 - CV014Alexander HumpiriAún no hay calificaciones
- Matts-sig-An-p-mb-01 Mantenimiento Del Sistema de Frenos y Lubricación en Molino de Bolas MLB 001, MLB 002, MLB 003 y MLB 004Documento11 páginasMatts-sig-An-p-mb-01 Mantenimiento Del Sistema de Frenos y Lubricación en Molino de Bolas MLB 001, MLB 002, MLB 003 y MLB 004Gutierrez Romero RoelAún no hay calificaciones
- Serso-Pets-015 Cambio de Polines de Carga, Retorno e Impacto - Fajas Transportadoras N°8.Documento5 páginasSerso-Pets-015 Cambio de Polines de Carga, Retorno e Impacto - Fajas Transportadoras N°8.michelAún no hay calificaciones
- Pet GPM 09 - R0Documento37 páginasPet GPM 09 - R0Jesus Manuel Juarez MamaniAún no hay calificaciones
- Pets-Ser-Mcp-02 - Cambio de Rotor y Estator en Celdas RaugherDocumento18 páginasPets-Ser-Mcp-02 - Cambio de Rotor y Estator en Celdas RaugherRubenAún no hay calificaciones
- Cambio Live Roll3 Cv022Documento10 páginasCambio Live Roll3 Cv022Alex Eddy Huayta RamosAún no hay calificaciones
- Ec Fls Pets 00121 Cambio MainshaftDocumento53 páginasEc Fls Pets 00121 Cambio MainshaftVicente Cond100% (2)
- Cambio de liners en chute de transferenciaDocumento32 páginasCambio de liners en chute de transferenciaVictor YanaAún no hay calificaciones
- FLS - PETS - LB003 - V01 Cambio de Main ShaftDocumento19 páginasFLS - PETS - LB003 - V01 Cambio de Main ShaftHenry ArrvalAún no hay calificaciones
- Pet GPM 15 - R0Documento85 páginasPet GPM 15 - R0A̶l̶x̶a̶n̶d̶e̶r̶ PaniAún no hay calificaciones
- Mantenimiento Del Eje Flotante y Contra EjeDocumento22 páginasMantenimiento Del Eje Flotante y Contra EjeHobner Josep Soto Castillo100% (1)
- 02 Pets Mantenimiento de Polines y Bastidores en Fajas CVB 001, CVB 003 y CVB 004Documento35 páginas02 Pets Mantenimiento de Polines y Bastidores en Fajas CVB 001, CVB 003 y CVB 004Richard CastillonAún no hay calificaciones
- Razhuillca IntroduccionDocumento22 páginasRazhuillca IntroduccionJuan Manuel Lujan VargasAún no hay calificaciones
- 1.2 Ch-Seriman-Pets-023-002 c1 Cambio de Liners en Chutes de Los Belt Feeders 031 Al 034. CH IIIDocumento29 páginas1.2 Ch-Seriman-Pets-023-002 c1 Cambio de Liners en Chutes de Los Belt Feeders 031 Al 034. CH IIIVictor YanaAún no hay calificaciones
- 1.2 Ch-Seriman-Pets 306-Hidro Cambio de Faja CVC07Documento21 páginas1.2 Ch-Seriman-Pets 306-Hidro Cambio de Faja CVC07Alexander HumpiriAún no hay calificaciones
- Cambio de poleas e instalación de cadenaDocumento25 páginasCambio de poleas e instalación de cadenaEdgardo MonjeAún no hay calificaciones
- GMSpr0501 - Cambio de Liners Cajón de Descarga DV S - v01Documento10 páginasGMSpr0501 - Cambio de Liners Cajón de Descarga DV S - v01Jesus amésquitaAún no hay calificaciones
- FLS - PETS - LB003 - V01 Cambio de Main Shaft Rev03Documento34 páginasFLS - PETS - LB003 - V01 Cambio de Main Shaft Rev03Henry Arrval100% (1)
- Cambio Skirting Fea0010Documento7 páginasCambio Skirting Fea0010dorianAún no hay calificaciones
- Cambio parrillas chuteDocumento19 páginasCambio parrillas chuteBryan CorpseAún no hay calificaciones
- 3 Ec - Slpets - 048 Ver 02 C1 Mantenimiento Instrumental de FiltrosDocumento17 páginas3 Ec - Slpets - 048 Ver 02 C1 Mantenimiento Instrumental de FiltrosJoseph Anthony Ramos QqueccanaAún no hay calificaciones
- Alineamiento y reparación de fajín magnéticoDocumento7 páginasAlineamiento y reparación de fajín magnéticoLuis Maccapa TaccaAún no hay calificaciones
- SMCCpr0093 Cambio de Polea de VolteoDocumento16 páginasSMCCpr0093 Cambio de Polea de VolteoLeonardo Leo100% (1)
- POE-014-001 C1 - Cambio de Liners en Rock BoxDocumento11 páginasPOE-014-001 C1 - Cambio de Liners en Rock BoxWilyAún no hay calificaciones
- Poe Cambio de Liners en HoopersDocumento13 páginasPoe Cambio de Liners en HoopersDante Coloma JimenezAún no hay calificaciones
- SMCCpr0064 POE CAMBIO MOTOR HIDRAULICO APRON FEEDERDocumento9 páginasSMCCpr0064 POE CAMBIO MOTOR HIDRAULICO APRON FEEDERernesto huamanAún no hay calificaciones
- Cambio de correas de transmisión en colectores de polvoDocumento15 páginasCambio de correas de transmisión en colectores de polvoAlexander HumpiriAún no hay calificaciones
- Ememsa-Pets-Instalacion de Plataforma para Contrapeso en CV103Documento19 páginasEmemsa-Pets-Instalacion de Plataforma para Contrapeso en CV103Max Sanchez DíazAún no hay calificaciones
- Inteligencia Emocional Basada en La SeguridadDocumento1 páginaInteligencia Emocional Basada en La SeguridadJESUS MANUEL PUMA PINOAún no hay calificaciones
- Modelamiento de Andamiaje en Estructuras 2Documento5 páginasModelamiento de Andamiaje en Estructuras 2JESUS MANUEL PUMA PINOAún no hay calificaciones
- Examen de Manejo y Operacion de Palas ElectromecanicasDocumento8 páginasExamen de Manejo y Operacion de Palas ElectromecanicasJESUS MANUEL PUMA PINOAún no hay calificaciones
- Modelamiento de Andamiaje en Estructuras 5Documento4 páginasModelamiento de Andamiaje en Estructuras 5JESUS MANUEL PUMA PINOAún no hay calificaciones
- Modelamiento de Andamiaje en Estructuras 4Documento4 páginasModelamiento de Andamiaje en Estructuras 4JESUS MANUEL PUMA PINOAún no hay calificaciones
- Modelamiento de Andamiaje en Estructuras 2Documento5 páginasModelamiento de Andamiaje en Estructuras 2JESUS MANUEL PUMA PINOAún no hay calificaciones
- Modelamiento de Andamiaje en Estructuras 1Documento5 páginasModelamiento de Andamiaje en Estructuras 1JESUS MANUEL PUMA PINOAún no hay calificaciones
- Evaluación Hombre NuevoDocumento3 páginasEvaluación Hombre NuevoJESUS MANUEL PUMA PINOAún no hay calificaciones
- HTTPDocumento1 páginaHTTPJESUS MANUEL PUMA PINOAún no hay calificaciones
- Mantenimiento Autonomo PDFDocumento8 páginasMantenimiento Autonomo PDFmicoswAún no hay calificaciones
- Reunion Viernes 21 JunioDocumento2 páginasReunion Viernes 21 JunioJESUS MANUEL PUMA PINOAún no hay calificaciones
- SEGUIMIENTODocumento2 páginasSEGUIMIENTOJESUS MANUEL PUMA PINOAún no hay calificaciones
- Segui Mien ToDocumento2 páginasSegui Mien ToJESUS MANUEL PUMA PINOAún no hay calificaciones
- Lo Que Guardan Las MujeresDocumento1 páginaLo Que Guardan Las MujeresJESUS MANUEL PUMA PINOAún no hay calificaciones
- Espacios ConfinadosDocumento1 páginaEspacios ConfinadosJESUS MANUEL PUMA PINOAún no hay calificaciones
- Mantenimiento PredictivoDocumento1 páginaMantenimiento PredictivoJESUS MANUEL PUMA PINOAún no hay calificaciones
- El Arte de Sedicir Sin Sin Ser AlertadoDocumento1 páginaEl Arte de Sedicir Sin Sin Ser AlertadoJESUS MANUEL PUMA PINOAún no hay calificaciones
- Manual Inteligencia EmocionalDocumento1 páginaManual Inteligencia EmocionalJESUS MANUEL PUMA PINOAún no hay calificaciones
- TESISDocumento108 páginasTESISMiriam RamosAún no hay calificaciones
- Que Hecemos de Nuerstra VidaDocumento1 páginaQue Hecemos de Nuerstra VidaJESUS MANUEL PUMA PINOAún no hay calificaciones
- Mantenimineto Equipo PesadoDocumento1 páginaMantenimineto Equipo PesadoJESUS MANUEL PUMA PINOAún no hay calificaciones
- Cargas Con GruasDocumento1 páginaCargas Con GruasJESUS MANUEL PUMA PINOAún no hay calificaciones
- Retiro y montaje de componentes de zaranda húmeda BOTTOM y TOP DECKDocumento3 páginasRetiro y montaje de componentes de zaranda húmeda BOTTOM y TOP DECKJESUS MANUEL PUMA PINOAún no hay calificaciones
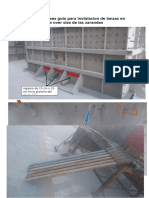
- Lanzas en Over Size SC23Documento7 páginasLanzas en Over Size SC23JESUS MANUEL PUMA PINOAún no hay calificaciones
- Actrividades Diarias ZarandaDocumento5 páginasActrividades Diarias ZarandaJESUS MANUEL PUMA PINOAún no hay calificaciones
- Manual de Seguridad IndustrialDocumento1 páginaManual de Seguridad IndustrialJESUS MANUEL PUMA PINOAún no hay calificaciones
- Mesa Del Rock Box y Mallas en SC 20-07-2016Documento5 páginasMesa Del Rock Box y Mallas en SC 20-07-2016JESUS MANUEL PUMA PINOAún no hay calificaciones
- Mantenimiento CorrectivoDocumento1 páginaMantenimiento CorrectivoJESUS MANUEL PUMA PINOAún no hay calificaciones
- 17-10-10 - Prevención y Control Del FuegoDocumento48 páginas17-10-10 - Prevención y Control Del FuegoVictor CiezaAún no hay calificaciones
- Fechar La Tinta de Un BolígrafoDocumento5 páginasFechar La Tinta de Un BolígrafoMirtha SosaAún no hay calificaciones
- Tejido de Protección 1rio, Estomas PDFDocumento14 páginasTejido de Protección 1rio, Estomas PDFSharon TarquiniAún no hay calificaciones
- GT-12 Iluminación y Luminotecnia. PDFDocumento6 páginasGT-12 Iluminación y Luminotecnia. PDFStiven SanabriaAún no hay calificaciones
- Reporte 2 CALDocumento14 páginasReporte 2 CALEduardo Santos LeónAún no hay calificaciones
- Ej Tema 6Documento2 páginasEj Tema 6Adrián Méndez BenítezAún no hay calificaciones
- Calor EspecificoDocumento10 páginasCalor EspecificoMayde Claudia Durand CondorAún no hay calificaciones
- Tipos de EsfuerzosDocumento33 páginasTipos de EsfuerzosMark Luna MendietaAún no hay calificaciones
- MECANICA DE FLUIDOS IC50Documento6 páginasMECANICA DE FLUIDOS IC50Previred TolimaAún no hay calificaciones
- Resistencia a la rodaduraDocumento4 páginasResistencia a la rodaduraCarlosAún no hay calificaciones
- Hoja de Seguridad AcetonaDocumento3 páginasHoja de Seguridad AcetonaMónica CuevasAún no hay calificaciones
- Seminario de Quimica GeneralDocumento14 páginasSeminario de Quimica GeneralAngie PeñaAún no hay calificaciones
- SESION 05 - 6.2 - Ozono EstratosfericoDocumento5 páginasSESION 05 - 6.2 - Ozono EstratosfericoHanni HaruxlegosiAún no hay calificaciones
- Guía de densidad y principio de ArquímedesDocumento2 páginasGuía de densidad y principio de ArquímedesJavier Pilquiman GaticaAún no hay calificaciones
- Sumadur FC HsDocumento2 páginasSumadur FC HsBENCHMARKING REPRESENTAÇÕESAún no hay calificaciones
- Clasificación de urgencias médicas en accidentes aéreosDocumento94 páginasClasificación de urgencias médicas en accidentes aéreosEdu MolineroAún no hay calificaciones
- Luis Santana (Tesis de Grado)Documento116 páginasLuis Santana (Tesis de Grado)Anonymous I03Wesk92Aún no hay calificaciones
- Empuje PasivoDocumento6 páginasEmpuje PasivoJeMi AlaniaAún no hay calificaciones
- Propiedades Quimicas de Los AlcoholesDocumento13 páginasPropiedades Quimicas de Los AlcoholesDaniela LibrerosAún no hay calificaciones
- Practica 6Documento20 páginasPractica 6Mayte MielesAún no hay calificaciones
- Aplicación del triángulo de solubilidad en la limpieza de cerámica arqueológicaDocumento24 páginasAplicación del triángulo de solubilidad en la limpieza de cerámica arqueológicaJaime Mujica Salles100% (1)
- Diseño de Un Muro en VoladizoDocumento16 páginasDiseño de Un Muro en VoladizoAlvaro Jesus Torres QuispeAún no hay calificaciones
- BURNDY-Seccion-C Conectores Bipartidos MecanicosDocumento8 páginasBURNDY-Seccion-C Conectores Bipartidos MecanicosJESUSCALVILLOAún no hay calificaciones
- QdjsoalDocumento3 páginasQdjsoalJeferson PopayanAún no hay calificaciones
- Perfiles Laminados y Tubos EstructuralesDocumento44 páginasPerfiles Laminados y Tubos Estructuralesfederrr100% (1)
- Qué Pasaría Si No Hay Capa de OzonoDocumento1 páginaQué Pasaría Si No Hay Capa de OzonoCesar Bayona PAún no hay calificaciones