También podría gustarte
- Replanteo y clasificación de los productos finales en piedra natural. IEXD0108De EverandReplanteo y clasificación de los productos finales en piedra natural. IEXD0108Aún no hay calificaciones
- Estudio Del Trabajo 1 - Clase 01Documento10 páginasEstudio Del Trabajo 1 - Clase 01alfonsoAún no hay calificaciones
- 4 - Capitulo IV - 2018Documento128 páginas4 - Capitulo IV - 2018yumniAún no hay calificaciones
- 8Documento13 páginas8Melanie De los RíosAún no hay calificaciones
- PROBLEMAS de Balance en CombustionDocumento4 páginasPROBLEMAS de Balance en CombustionCesar Rodriigzz' BrachoAún no hay calificaciones
- Diagrama Hombre - MaquinaDocumento8 páginasDiagrama Hombre - MaquinaJuan Bryan Gonzales VelazcoAún no hay calificaciones
- Evap FinalDocumento19 páginasEvap FinalSalem PacoAún no hay calificaciones
- U3 - S4 - Ficha de Trabajo 3Documento14 páginasU3 - S4 - Ficha de Trabajo 3Juan HuamaniAún no hay calificaciones
- Ejercicios de Operaciones y Procesos UnitariosDocumento5 páginasEjercicios de Operaciones y Procesos UnitariosEstudiante INGAún no hay calificaciones
- Productividad 2Documento16 páginasProductividad 2Carlos RojasAún no hay calificaciones
- Recibo de PagoDocumento1 páginaRecibo de PagoJames Alexis Lozano TrujilloAún no hay calificaciones
- Evaluación Sensorial Del Moussefinal 2Documento56 páginasEvaluación Sensorial Del Moussefinal 2Meneces GabrielaAún no hay calificaciones
- Resolución de EjerciciosDocumento7 páginasResolución de EjerciciosALEXANDER CedeñoAún no hay calificaciones
- Sesion 9 AlcoholDocumento37 páginasSesion 9 AlcoholFranco OrellanoAún no hay calificaciones
- Practica de Elaboracion de ResistolDocumento3 páginasPractica de Elaboracion de ResistolMaritza RojasAún no hay calificaciones
- Universidad de GuayaquilDocumento22 páginasUniversidad de GuayaquilLeiver JoelAún no hay calificaciones
- Trabajo de EnergiaDocumento7 páginasTrabajo de EnergiaBeydis Huancas ZuritaAún no hay calificaciones
- CCIT-012 Determinación de La Dureza Total Del AguaDocumento5 páginasCCIT-012 Determinación de La Dureza Total Del AguaRandy Pedroza BedoyaAún no hay calificaciones
- Análisis Químico de Los Lípidos PDFDocumento3 páginasAnálisis Químico de Los Lípidos PDFPatricia Belen CarrilloAún no hay calificaciones
- Ejercicio de Balance de MateriaDocumento2 páginasEjercicio de Balance de MateriaAna Lucia Alban VargasAún no hay calificaciones
- Pregunta 1Documento13 páginasPregunta 1Diana Sheyla Izuisa GonzalesAún no hay calificaciones
- Tema 2 Balance de MateriaDocumento21 páginasTema 2 Balance de Materiamauricio alvarezAún no hay calificaciones
- Sesion 10 Balance de Energía Ecuación de EnergíaDocumento38 páginasSesion 10 Balance de Energía Ecuación de EnergíaDaniloQuijanoAndiaAún no hay calificaciones
- S01.s1 - OUPI Balance MateriaDocumento27 páginasS01.s1 - OUPI Balance MateriaRoger Delarosa VicenteAún no hay calificaciones
- Recubrimiento Con PolimerosDocumento16 páginasRecubrimiento Con PolimerosMarcelo DelgadoAún no hay calificaciones
- Lab Fisica 1Documento6 páginasLab Fisica 1Germán Andrés MendozaAún no hay calificaciones
- Lab-Bmi 400 CarneDocumento12 páginasLab-Bmi 400 CarneJhôšěłîň Ťč100% (1)
- Diapositivas de Los ColorantesDocumento20 páginasDiapositivas de Los Colorantesluis antonio criollo riveraAún no hay calificaciones
- Exportacion Tintes NaturalesDocumento15 páginasExportacion Tintes NaturalesIsed Leonor Chavez QuispeAún no hay calificaciones
- Guia Procesos Químicos 302569Documento13 páginasGuia Procesos Químicos 302569Faber J Baron PAún no hay calificaciones
- Asignacion Wualeska FernandezDocumento44 páginasAsignacion Wualeska FernandezWualeska FernandezAún no hay calificaciones
- RP A1 Alyne ObservacionesDocumento12 páginasRP A1 Alyne ObservacionesAly Hernández NochebuenaAún no hay calificaciones
- OPERACIONES BASICAS DE LOS PROCESOS QUIMICOS (L)Documento10 páginasOPERACIONES BASICAS DE LOS PROCESOS QUIMICOS (L)Xavii RaMirezAún no hay calificaciones
- Aplicación de Técnicas de Supervisión ProgramaDocumento8 páginasAplicación de Técnicas de Supervisión ProgramaPatricia Aguilar BuenoAún no hay calificaciones
- Balance de EnergiaDocumento2 páginasBalance de EnergiaLu RodriguezAún no hay calificaciones
- Biotecnologia EjerciciosDocumento5 páginasBiotecnologia EjerciciosJessica EncaladaAún no hay calificaciones
- Evaluacion de Riesgos PLANTAS de RECICLADO Papel, Vidrio y PlasticoDocumento0 páginasEvaluacion de Riesgos PLANTAS de RECICLADO Papel, Vidrio y PlasticoFredy Guinea AguilarAún no hay calificaciones
- Microsoft Word - Manual de Seguridad Laboratorio - CorregidoDocumento17 páginasMicrosoft Word - Manual de Seguridad Laboratorio - Corregidowilmer_castillo_r0% (1)
- LOU EvaporaciónDocumento15 páginasLOU Evaporaciónve_asAún no hay calificaciones
- Informe Piña Almibar 2019Documento13 páginasInforme Piña Almibar 2019Omar Yulian LeonAún no hay calificaciones
- Balance de Materia y Dia. Flujo MERMELADA de FRESADocumento22 páginasBalance de Materia y Dia. Flujo MERMELADA de FRESARonald PalominoAún no hay calificaciones
- Tablas Geankoplis PDFDocumento42 páginasTablas Geankoplis PDFWilber DiazAún no hay calificaciones
- 3 BTL Screening de CepasDocumento10 páginas3 BTL Screening de CepasAlejandro CuetoAún no hay calificaciones
- SRPIL en Los Procesos de GascolaDocumento4 páginasSRPIL en Los Procesos de GascolaGabriela cuellarAún no hay calificaciones
- Diagrama Servicios JamónDocumento1 páginaDiagrama Servicios JamónLUIS ALBERTO MACHAIN GONZALEZ100% (1)
- Balance de Materia PrimaDocumento16 páginasBalance de Materia PrimaJhonny Frank Fernandez UrbanoAún no hay calificaciones
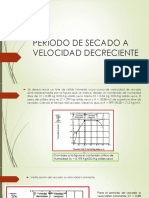
- Periodo de Secado A Velocidad DecrecienteDocumento6 páginasPeriodo de Secado A Velocidad DecrecienteSisa GrefaAún no hay calificaciones
- Funcionamiento de La Válvula SelectoraDocumento5 páginasFuncionamiento de La Válvula SelectoraTin HdezAún no hay calificaciones
- Nabertherm Mufla L3Documento64 páginasNabertherm Mufla L3richarAún no hay calificaciones
- Biotecnología para La Producción de EnergíaDocumento2 páginasBiotecnología para La Producción de EnergíaLeo OOAún no hay calificaciones
- Evaporacion LouDocumento26 páginasEvaporacion LouGustavo HuarcayaAún no hay calificaciones
- Tarea 5 Balance de Materia en Procesos No EstacionariosDocumento3 páginasTarea 5 Balance de Materia en Procesos No EstacionariosANETH TREYSI SAVINA SALHUAAún no hay calificaciones
- CAC-107-PRE Prensa Hidraulica para Manteca de CacaoDocumento1 páginaCAC-107-PRE Prensa Hidraulica para Manteca de CacaoGilberto MontaniAún no hay calificaciones
- Alvarado, Arango, Velasquez. Taller 1Documento71 páginasAlvarado, Arango, Velasquez. Taller 1David Santiago Martinez OtaloraAún no hay calificaciones
- DISPOSICION DE PLANTA - UNIDAD 3 - SEMANA 6 - Diseño Del Ambiente de TrabajoDocumento45 páginasDISPOSICION DE PLANTA - UNIDAD 3 - SEMANA 6 - Diseño Del Ambiente de Trabajoabel_csulcaAún no hay calificaciones
- DumasDocumento7 páginasDumasoscarparanoiaperez100% (1)
- Dap y Dop TrabajoDocumento9 páginasDap y Dop TrabajoJesus JavierAún no hay calificaciones
- Informe de Perforacion y DiamantinaDocumento4 páginasInforme de Perforacion y DiamantinaJuan SPAún no hay calificaciones
- Actividad 3Documento7 páginasActividad 3Ramdul GonzalezAún no hay calificaciones
- AVANCE T2 - PROYECTO Terminado JHONDocumento43 páginasAVANCE T2 - PROYECTO Terminado JHONJhon QuirozAún no hay calificaciones
- Formato S7Documento4 páginasFormato S7Bryan Michigan ToretoAún no hay calificaciones
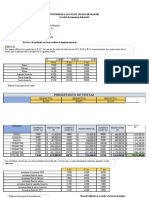
- Estudio Financiero-1597982560Documento14 páginasEstudio Financiero-1597982560Bryan Michigan ToretoAún no hay calificaciones
- Aplicaciones de La Transformada de Laplace ExpoDocumento1 páginaAplicaciones de La Transformada de Laplace ExpoBryan Michigan ToretoAún no hay calificaciones
- Costo de Capital Tmar-1599520137Documento2 páginasCosto de Capital Tmar-1599520137Bryan Michigan ToretoAún no hay calificaciones
- 1159787Documento3 páginas1159787Bryan Michigan ToretoAún no hay calificaciones
- Estudio Organizacional-1596163078Documento3 páginasEstudio Organizacional-1596163078Bryan Michigan ToretoAún no hay calificaciones
- Presupuesto TareaDocumento3 páginasPresupuesto TareaBryan Michigan ToretoAún no hay calificaciones
- Procesamiento de La InformaciónDocumento1 páginaProcesamiento de La InformaciónBryan Michigan ToretoAún no hay calificaciones
- 1159787Documento3 páginas1159787Bryan Michigan ToretoAún no hay calificaciones
- Estados Financieros Proyectados-Ejercicio Segundo ParcialDocumento15 páginasEstados Financieros Proyectados-Ejercicio Segundo ParcialBryan Michigan ToretoAún no hay calificaciones
- ANEXO 3 - Manual de CalidadDocumento22 páginasANEXO 3 - Manual de Calidadleslie1973Aún no hay calificaciones
- Calculo de Flujo NetoDocumento3 páginasCalculo de Flujo NetoBryan Michigan ToretoAún no hay calificaciones
- Caso 1.4 Proyectos Prácticos Sobre MISDocumento2 páginasCaso 1.4 Proyectos Prácticos Sobre MISBar La Pulga Renca100% (5)
- Tarea de Presupuesto 1 Bryan RodríguezDocumento9 páginasTarea de Presupuesto 1 Bryan RodríguezBryan Michigan ToretoAún no hay calificaciones
- Arbol GeneológicoDocumento2 páginasArbol GeneológicoBryan Michigan ToretoAún no hay calificaciones
- Presupuesto - Estados ProyectadosDocumento7 páginasPresupuesto - Estados ProyectadosBryan Michigan ToretoAún no hay calificaciones
- Presupuesto - Estados ProyectadosDocumento7 páginasPresupuesto - Estados ProyectadosBryan Michigan ToretoAún no hay calificaciones
- Problemas Unidad 2Documento2 páginasProblemas Unidad 2Bryan Michigan ToretoAún no hay calificaciones
- Ejercicios de ProcesosDocumento4 páginasEjercicios de ProcesosBryan Michigan ToretoAún no hay calificaciones
- Material de Trabajo 03 - Balance de MateriaDocumento4 páginasMaterial de Trabajo 03 - Balance de MateriaBryan Michigan ToretoAún no hay calificaciones
- Factorial 2x2x2Documento2 páginasFactorial 2x2x2Bryan Michigan ToretoAún no hay calificaciones
- Tablas PDFDocumento44 páginasTablas PDFHector Flores FloresAún no hay calificaciones
- Lista de MaterialesDocumento1 páginaLista de MaterialesBryan Michigan ToretoAún no hay calificaciones
- Libro 1Documento10 páginasLibro 1Bryan Michigan ToretoAún no hay calificaciones
- Balance de MasaDocumento4 páginasBalance de MasaBryan Michigan ToretoAún no hay calificaciones
- QuipusDocumento2 páginasQuipusBryan Michigan ToretoAún no hay calificaciones
- HDocumento7 páginasHBryan Michigan ToretoAún no hay calificaciones
- Ejercicios Inventarios ABC-1529528406Documento3 páginasEjercicios Inventarios ABC-1529528406Robin C. AndaluzAún no hay calificaciones
- DDDDocumento3 páginasDDDBryan Michigan ToretoAún no hay calificaciones
- Problemas de Administración de La Demanda-1549039365 PDFDocumento1 páginaProblemas de Administración de La Demanda-1549039365 PDFBryan Michigan ToretoAún no hay calificaciones
- El Servidor y El Funcionario PúblicoDocumento15 páginasEl Servidor y El Funcionario PúblicoRoy ChavarryAún no hay calificaciones
- 3 Deleuze RizomaDocumento2 páginas3 Deleuze RizomaRaúl Velázquez0% (1)
- Bien Comun y Buen VivirDocumento32 páginasBien Comun y Buen Vivirsonia camposAún no hay calificaciones
- Bases Biologicas de La ConductaDocumento21 páginasBases Biologicas de La ConductaLinda Zapata Elguezabal100% (1)
- CASO CLINICO N.odtDocumento5 páginasCASO CLINICO N.odtChristian ChávezAún no hay calificaciones
- Plan Del Buen Vivir Yesenia CastilloDocumento7 páginasPlan Del Buen Vivir Yesenia CastilloYessenia CastilloAún no hay calificaciones
- Ocho Letra AlmightyDocumento7 páginasOcho Letra AlmightyJosé Luis Cajoo LucerooAún no hay calificaciones
- Modelo Booleano ExtendidoDocumento6 páginasModelo Booleano ExtendidoWilliam ClavijoAún no hay calificaciones
- Análisis CronológicoDocumento4 páginasAnálisis CronológicoPaulinaCanoAguilar80% (5)
- Tabla de Registro de Actividades de MeditaciónDocumento1 páginaTabla de Registro de Actividades de MeditaciónLucinda Ramírez0% (1)
- Cartografía Sueños - 8° - 9° PDFDocumento5 páginasCartografía Sueños - 8° - 9° PDFCamila Parra ContrerasAún no hay calificaciones
- SolicitudDocumento8 páginasSolicitudEmili RiveraAún no hay calificaciones
- UtopíaDocumento14 páginasUtopíaAle ArceAún no hay calificaciones
- Test de Satisfaccion Laboral SPCDocumento8 páginasTest de Satisfaccion Laboral SPCGalvis Juan Carlos100% (1)
- Origen de La Filosofía - Paso Del Mito Al Logo - 5Documento13 páginasOrigen de La Filosofía - Paso Del Mito Al Logo - 5Jorge SalvatierraAún no hay calificaciones
- Popol VuhDocumento15 páginasPopol VuhGuillermo Alejandro MendozaAún no hay calificaciones
- 28 Creencias FundamentalesDocumento4 páginas28 Creencias FundamentalesJarin AcostaAún no hay calificaciones
- 5 Adquisicion de Conocimientos Sociales en Un Programa Constructivista PDFDocumento26 páginas5 Adquisicion de Conocimientos Sociales en Un Programa Constructivista PDFFlavia BarrientosAún no hay calificaciones
- Manual para El Trabajo Social ComunitarioDocumento107 páginasManual para El Trabajo Social ComunitarioLina Maria Lopez OcaAún no hay calificaciones
- Construcción Del Paisaje de La Conciencia en Narraciones Orales de Niños de Distintos Medios SocioculturalesDocumento107 páginasConstrucción Del Paisaje de La Conciencia en Narraciones Orales de Niños de Distintos Medios SocioculturalesMilena_Araya_L_2157Aún no hay calificaciones
- Modulación Arquitectónica PDFDocumento24 páginasModulación Arquitectónica PDFGerardo RegaladoAún no hay calificaciones
- Cap. 4 "El Pensador Positivo Como RealizadorDocumento2 páginasCap. 4 "El Pensador Positivo Como Realizadormpaizm1Aún no hay calificaciones
- Aplicacion Del Codigo de Bioetica para El Personal de Salud en MexicoDocumento18 páginasAplicacion Del Codigo de Bioetica para El Personal de Salud en MexicoJames Smith75% (4)
- Filosofía SecundariaDocumento18 páginasFilosofía SecundariaCarlos Alberto Periche Curo100% (2)
- Pensamientos Sobre Muerte e InmortalidadDocumento213 páginasPensamientos Sobre Muerte e InmortalidadIveth Condori100% (1)
- Gráficas de Control de La Calidad Empleando Excel y WinstatsDocumento17 páginasGráficas de Control de La Calidad Empleando Excel y WinstatsMario Orlando Suárez IbujésAún no hay calificaciones
- Ramiro de León CarpioDocumento7 páginasRamiro de León CarpioJulio Eduardo GómezAún no hay calificaciones
- MatematicasDocumento24 páginasMatematicasFRANCISCO JAVIER CABRERA CASTILLEJOSAún no hay calificaciones
- Las NubesDocumento2 páginasLas NubesJosé ÁngelAún no hay calificaciones