Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Astm E709 95 130502081542 Phpapp01 PDF
Astm E709 95 130502081542 Phpapp01 PDF
Cargado por
Sebastian Cubillos CardonaTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Astm E709 95 130502081542 Phpapp01 PDF
Astm E709 95 130502081542 Phpapp01 PDF
Cargado por
Sebastian Cubillos CardonaCopyright:
Formatos disponibles
ASTM Designación: E 709 - 95
Guía Standard para
Examen con Partículas Magnetizables1
Esta norma se emite bajo la designación fija E 709; el número que sigue inmediatamente a la designación indica el
año de la adopción original o, en el caso de una revisión, el año de la última revisión. Un número entre paréntesis
indica el año de la última re-aprobación. Una épsilon en forma de subíndice (ε) indica un cambio editorial desde la
última revisión o re-aprobación.
Esta norma ha sido aprobada para usar por las agencias del Departamento de Defensa, Consult the DoD Index of
Specifications and Standards para el año específico de emisión que ha sido adoptado por el Departamento de
Defensa.
1. Alcance
1.1 Esta guía2 describe técnicas para el examen con partículas magnetizables tanto secas como
húmedas, un método no destructivo para detectar grietas y demás discontinuidades en o cerca de la superficie
en materiales ferromagnéticos. El examen con partículas magnetizables se puede aplicar a materias primas,
materiales semiterminados (lingotes, fundiciones y forjados), material terminado y soldaduras, independien-
temente del tratamiento térmico o de la ausencia del mismo. Resulta útil para el examen en mantenimiento
preventivo.
1.1.1 Esta guía se pensó para usar como referencia ayudando en la preparación de
especificaciones/normas, procedimientos y técnicas.
1.2 Esta guía es también una referencia que se puede usar:
1.2.1 Para establecer los medios por los que el examen con partículas magnetizables,
procedimientos recomendados o requeridos por organizaciones individuales pueden ser revisados para
evaluar su aplicabilidad e integridad.
1.2.2 Para ayudar en la organización de las instalaciones y personal implicado en el examen con
partículas magnetizables.
1.2.3 Para ayudar en la preparación de procedimientos que tratan el examen de materiales y
piezas. Esta guía describe las técnicas de examen con partículas magnetizables que se recomiendan para una
gran variedad de medidas y formas de materiales ferromagnéticos y una amplia gama de requerimientos de
examen. Como hay muchas diferencias aceptables tanto en los procedimientos como en las técnicas, los
requerimientos explícitos deben ser cubiertos por un procedimiento escrito (ver Sección 21).
1.3 Esta guía no indica, sugiere ni especifica normas de aceptación para las partes/piezas
examinadas por estas técnicas. Debe señalarse, sin embargo, que después de haberse producido las
indicaciones, se deben interpretar o clasificar y luego evaluar. Para esto debe haber un código separado,
especificación o acuerdo específico para definir el tipo, medida, ubicación, grado de alineación y
espaciamiento, concentración del área, y orientación de las indicaciones que son inaceptables en una parte
específica versus las que no es necesario eliminar antes de aceptar la parte. Se deben especificar las
condiciones donde no se permite el retrabajo o la reparación.
1.4 Esta guía describe el uso de las siguientes técnicas del método de partículas magnetizables.
1.4.1 Polvo magnetizable seco (ver 8.3),
1.4.2 Partículas magnetizables húmedas (ver 8.4),
1
Esta guía está bajo la jurisdicción del Comité ASTM E-7 para Ensayos No Destructivos y es responsabilidad directa del Subcomité E07.03 en
Ensayos con Partículas Magnetizables y Tintas Penetrantes.
Edición corriente aprobada en Marzo 15, 1995. Publicada en Mayo 1995. Originalmente publicada como E 709-80. Última edición previa
E 709 - 94.
2
Para Calderas y Aplicaciones del Código de Recipientes a Presión y Calderas ASME ver la Guía SE-709 relacionada en la Sección II de dicho
Código.
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 1 -
1.4.3 Partículas magnetizables en pasta/pintura magnetizables (ver 8.4.8), y
1.4.4 Partículas magnetizables polímeras (ver 8.4.8).
1.5 Calificación del Personal - El personal que realiza el examen para esta guía debe estar
calificado y certificado de acuerdo con ASNT Qualification and Certification of NDT Personnel, o SNT-TC-
1A, o MIL-STD-410 para fines militares, o según lo especificado en el contrato u orden de compra.
1.6 Agencia de Ensayos No Destructivos - Si para realizar el examen se utiliza una agencia de
ensayos no destructivos, la agencia de ensayo debe satisfacer los requerimientos de la Práctica E 543.
1.7 Tabla de contenido:
SECCIÓN
Alcance 1
Descripción del Alcance 1.1
Un Documento de Referencia 1.2
Normas de Aceptación para Partes no Cubiertas 1.3
Técnicas del Método con Partículas Magnetizables 1.4
Calificación del Personal 1.5
Agencia de Ensayo No Destructivo 1.6
Tabla de Contenido 1.7
Unidades SI 1.8
Advertencia sobre Seguridad 1.9
Documentos Referenciados 2
Normas ASTM 2.1
Documentos SAE 2.2
Documentos ASNT 2.3
Documentos del Gobierno de USA 2.4
Definiciones 3
Resumen de la Guía 4
Principios 4.1
Método 4.2
Magnetización 4.3
Tipos de Partículas Magnetizables y su Uso 4.4
Evaluación de las Indicaciones 4.5
Indicaciones Típicas de las Partículas Magnetizables 4.6
Significado y Uso 5
Equipos 6
Tipos 6.1
Portabilidad 6.2
Yugos 6.3
Puntas de Prueba 6.4
Luz Negra 6.5
Verificación del Equipo 6.6
Área de Examen 7
Intensidad de la Luz para el Examen 7.1
Housekeeping (Orden Interno) 7.2
Materiales para Partículas Magnetizables 8
Tipos de Partículas 8.1
Características de las Partículas 8.2
Partículas Secas 8.3
Sistemas de Partículas Húmedas 8.4
Preparación de la Parte 9
General 9.1
Limpieza de la Superficie del Examen 9.2
Secuencia de Operaciones 10
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 2 -
Secuencia de la Aplicación de las Partículas y Establecimiento
del Campo de Flujo Magnético 10.1
Tipos de Corrientes Magnetizantes 11
Tipos de Corrientes Básicas 11.1
Técnicas para Magnetizar la Parte 12
Cobertura del Examen 12.1
Magnetización Directa e Indirecta 12.2
Elección de una Técnica de Magnetización 12.3
Dirección de los Campos Magnéticos 13
Orientación de la Discontinuidad vs. Dirección del Campo Magnético 13.1
Magnetización Circular 13.2
Magnetización Toroidal 13.3
Magnetización Longitudinal 13.4
Magnetización Multidireccional 13.5
Intensidad del Campo Magnético 14
Intensidad de los Campos de Magnetización 14.1
Establecimiento de la Intensidad del Campo 14.2
Lineamientos para Establecer los Campos Magnéticos 14.3
Aplicación de las Partículas Magnetizables Secas y Húmedas 15
Partículas Magnetizables Secas 15.1
Aplicaciones de las Partículas Húmedas 15.2
Pasta/Pintura Magnetizables 15.3
Polímeros Magnetizables 15.4
Interpretación de las Indicaciones 16
Indicaciones Válidas 16.1
Registro de las Indicaciones 17
Medios de Registro 17.1
Información Complementaria 17.2
Desmagnetización 18
Aplicabilidad 18.1
Métodos de Desmagnetización 18.2
Extensión de la Desmagnetización 18.3
Limpieza Post Examen 19
Remoción de las Partículas 19.1
Medios para Remover las Partículas 19.2
Evaluación del Desempeño/Sensibilidad del Sistema 20
Factores Contribuyentes 20.1
Mantenimiento y Calibración del Equipo 20.2
Controles del Equipo 20.3
Control del Nivel de Iluminación del Área de Examen 20.4
Ensayos de Control de Calidad de las Partículas Secas 20.5
Ensayos de Control de Calidad de las Partículas Húmedas 20.6
Control de las Características del Baño 20.7
Performance del Sistema de Verificación 20.8
Procedimiento e Informe 21
Procedimiento Escrito 21.1
Informes Escritos 21.2
Normas de Aceptación 22
Seguridad 23
Precisión y Tendencia 24
Palabras Clave 25
Anexo
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 3 -
1.8 Los valores numéricos mostrados en unidades pulg-lb se tienen que tomar como standard. Las
unidades SI se dan al solo efecto informativo.
1.9 Esta norma no pretende cubrir todos los temas de seguridad, de haber alguno, asociados con su uso.
Es responsabilidad del usuario de esta norma establecer las prácticas de salud y seguridad apropiadas y determinar
la aplicabilidad de las limitaciones reglamentarias previo a su uso.
2. Documentos de Referencia
2.1 Normas ASTM:
D 93 Test Methods for Flash Point by Pensky-Martens Closed Tester3
D 96 Test Methods for Water and Sediment in Crude Oil by the Centrifuge Method (Field
Procedure) 3
D 129 Test Method for Sulfur in Petroleum Products (General Bomb Method)3
D 445 Test Method for Kinematic Viscosity of Transparent and Opaque Liquids (and the
Calculation for Dynamic Viscosity)3
D 808 Test Method for Chlorine in New and Used Petroleum Products (bomb Method)3
E 165 Test Method for Liquid Penetrant Examination4
E 543 Practice for Evaluating Agencies that Perform Nondestructive Testing4
E 1316 Terminology for Nondestructive Examinations 4
2.2 Documentos de Society of Automotive Engineers (SAE): Aerospace Materials Specifications:5
AMS 2641 Vehicle Magnetic Particle Inspection
2.3 American Society for Nondestructive Testing.6
SNT-TC-1A Recommended Practice Magnetic Particle Method
ASNT Qualification and Certification of NDT Personnel
2.4 U.S. Government Publications:7
FED-STD 313 Material Safety Data Sheets, Preparation and the Submission of
MIL-STD-410 Nondestructive Testing Personnel Qualification and Certification
MIL-STD-1949 Magnetic Particle Inspection, Method of
2.5 Documento OSHA:8
29CFR 1910.1200 Hazard Communication
3. Terminología
3.1 Para las definiciones de los términos usados en la práctica, consultar Terminología E 316.
1
Esta guía está bajo la jurisdicción del Comité ASTM E-7 para Ensayos No Destructivos y es responsabilidad directa del Subcomité E07.03 en
Ensayos con Partículas Magnetizables y Tintas Penetrantes.
Edición corriente aprobada en Marzo 15, 1995. Publicada en Mayo 1995. Originalmente publicada como E 709-80. Última edición previa
E 709 - 94.
2
Para Calderas y Aplicaciones del Código de Recipientes a Presión y Calderas ASME ver la Guía SE-709 relacionada en la Sección II de dicho
Código.
3
Annual Book of ASTM Standards, Vol 01.05.
4
Annual Book of ASTM Standards, Vol 03.03.
5
Disponible en la Society of Automotive Engineers, 400 Commonwealth Drive, Warrendale, PA 15096.
6
Disponible en American Society for Nondestructive Testing, 1711 Arlingate Plaza, P.O. Box 28518, Columbus, OH 43228-0518.
7
Disponible en Standardization Documents Order Desk, Bldg., 4 Section D, 700 Robbins Ave., Philadelphia, PA 19111-5094, Attn: NPODS.
8
Disponible en Occupational Safety and Health Review Commission, 1825 K Street, N.W., Washington, DC 20006.
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 4 -
4. Resumen de la Guía
4.1 Principios - El método de partículas magnetizables se basa en el principio de que las líneas del
campo magnético, en presencia de material ferromagnético, se distorsionarán ante un cambio en la
continuidad del material, como ser un cambio dimensional agudo o una discontinuidad. Si la discontinuidad
es abierta o cerrada a la superficie de un material magnetizado, las líneas del flujo se distorsionarán en la
superficie, condición denominada “flujo disperso”. Cuando las partículas magnetizables finas se distribuyen
sobre el área de la discontinuidad mientras existe el flujo disperso, serán mantenidas en el lugar y la
acumulación de partículas será visible bajo condiciones lumínicas apropiadas. Al tiempo que existen
variables en el método de partículas magnetizables, todas dependen de este principio, que las partículas
magnetizables serán retenidas en las localizaciones del flujo disperso.
4.2 Método - Si bien esta práctica permite y describe muchas variables en equipos, materiales y
procedimientos, hay tres etapas esenciales en el método:
4.2.1 La parte debe estar magnetizada.
4.2.2 Las partículas magnetizables del tipo diseñado en el contrato/orden de
compra/especificación deben aplicarse mientras la parte está magnetizada.
4.2.3 Cualquier acumulación de partículas magnetizables debe ser observada, interpretada y
evaluada.
4.3 Magnetización:
4.3.1 Formas de Magnetización - Un material ferromagnético se puede magnetizar haciendo
circular una corriente eléctrica por el material o colocando el material en el interior de un campo magnético
originado por una fuente externa. Toda la masa o una parte de la misma se puede magnetizar según lo
impongan las dimensiones y capacidad del equipo o la necesidad. Según se subrayó previamente, la
discontinuidad debe interrumpir el paso normal de las líneas del campo magnético. Si un discontinuidad está
abierta a la superficie, el flujo disperso estará en el máximo para dicha discontinuidad particular. Cuando esa
misma discontinuidad está debajo de la superficie, se perderá la evidencia del flujo disperso en la superficie.
En efecto, las discontinuidades deben estar abiertas a la superficie, para crear suficiente flujo disperso como
para acumular las partículas magnetizables.
4.3.2 Dirección del Campo - Si una discontinuidad está orientada paralela a las líneas del campo
magnético, puede ser esencialmente indetectable. En consecuencia como las discontinuidades pueden
presentarse con cualquier orientación, puede ser necesario magnetizar la parte o área de interés dos veces o
más secuencialmente en distintas direcciones por el mismo método o una combinación de métodos (ver
Sección 13) para inducir las líneas del campo magnético en una dirección adecuada para realizar un examen
apropiado.
4.3.3 Intensidad del Campo - El campo magnético debe tener suficiente intensidad como para
indicar aquellas discontinuidades que sean inaceptables, si bien no debe ser tan intenso como para que se
acumule localmente un exceso de partículas enmascarando así las indicaciones relevantes (ver Sección 14.).
4.4 Tipos de Partículas Magnetizables y su Uso - Hay disponibles varios tipos de partículas
magnetizables para usar en el examen con partículas magnetizables. Se las consigue como polvos secos
(fluorescentes y no fluorescentes) listas para usar tal como se las provee (ver 8.3), concentrados de polvo
(fluorescentes y no fluorescentes) para su dispersión en agua o para preparar suspensiones en destilados
livianos de petróleo (ver 8.4), pastas/pinturas magnetizables (ver 8.4.7), y dispersiones de polímeros
magnetizables (ver 8.4.8).
4.5 Evaluación de las Indicaciones - Cuando el material a ser examinado ha sido
convenientemente magnetizado, se han aplicado adecuadamente las partículas magnetizables y se ha
eliminado convenientemente el exceso de partículas, se producirá una acumulación de partículas
magnetizables en los puntos de dispersión del flujo. Estas acumulaciones muestran la distorsión del campo
magnético y se las denomina indicaciones. Sin perturbar las partículas, las indicaciones deben examinarse,
clasificarse, interpretar qué las causó, deben compararse con las normas de aceptación y tomar una decisión
respecto a la disposición del material que contiene la indicación.
4.6 Indicaciones Típicas de las Partículas Magnetizables:
4.6.1 Discontinuidades Superficiales - Las discontinuidades superficiales, con pocas
excepciones, producen patrones marcados y característicos (ver Anexo A).
4.6.2 Discontinuidades Casi Superficiales - Las discontinuidades casi superficiales producen
indicaciones menos características que las que están abiertas a la superficie. Los patrones son difusos y no
tan definidos, y las partículas se mantienen menos apretadas (ver Anexo A).
5. Significado y Uso
5.1 El método de examen no destructivo con partículas magnetizables indica la presencia de
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 5 -
discontinuidades superficiales y casi superficiales en materiales que se pueden magnetizar (ferromagnéticos).
Este método se puede usar para examinar partes/componentes de producción o estructuras y para aplicaciones
en el campo donde la portabilidad de los equipos y acceso al área a ser examinada son factores de peso. La
capacidad del método para hallar pequeñas discontinuidades puede mejorarse usando partículas fluorescentes
en suspensión en un vehículo adecuado e introduciendo un campo magnético de intensidad adecuada con una
orientación lo más cerca posible a los 90° con respecto a la dirección de las discontinuidades sospechadas
(ver 4.3.2). Al suavizar la superficie se mejora la movilidad de las partículas magnetizables bajo la influencia
del campo magnético para acumularlas sobre la superficie donde se produce el flujo disperso.
6. Equipos
6.1 Tipos - Se dispone de varios tipos de equipos para magnetizar partes y componentes
ferromagnéticos. Con excepción de un imán permanente, todos los equipos requieren una fuente de energía
capaz de entregar los niveles de corriente requeridos para producir el campo magnético. La corriente usada
dictamina la dimensión de los cables y la capacidad de los relés, contactos de conmutación, medidores y
rectificador si la fuente de energía es corriente alterna.
(a) (b)
Fig. 1 Método del Yugo para Magnetizar la Parte
6.2 Portabilidad - La portabilidad, que incluye la aptitud para transportar manualmente el equipo,
se obtiene de los yugos. Sus dimensiones limitan su capacidad para proveer campos magnéticos que se
pueden obtener de equipos con corrientes más potentes. El equipo móvil para propósitos generales que se
puede montar sobre un camión generalmente está diseñado para usar con puntas de prueba en los extremos de
dos cables o con sólo los cables que se conectan a la pieza que se está examinando, se enroscan por una
abertura de la misma o se envuelven alrededor de la misma. La movilidad está limitada por el cable, sus
dimensiones y el medio ambiente. El examen bajo el agua o en plataformas petroleras y plataformas marinas
para producción de petróleo son ejemplos de un medio ambiente hostil.
6.3 Yugos - Los yugos generalmente son electroimanes en forma de C que inducen un campo
magnético entre los polos (patas) y se usan para magnetización local. (Fig. 1). Muchos de los yugos portátiles
tienen patas articuladas (polos) que se pueden ajustar para contactar superficies irregulares o dos superficies
que se unen en un ángulo.
6.3.1 Imanes Permanentes - Hay disponibles imanes permanentes pero su uso puede verse
restringido para muchas aplicaciones. Los imanes permanentes pueden perder su capacidad para generar un
campo magnético al ser parcialmente desmagnetizados por un campo de flujo más fuerte, por sufrir daños, o
caídas. Además, no está presente la movilidad de las partículas, originada por pulsaciones de CA y corriente
rectificada de media onda en yugos electromagnéticos. Las partículas, limaduras de acero, virutas, y laminilla
adheridas a los polos pueden originar un problema de orden interno (housekeeping).
6.4 Puntas de Prueba - Las puntas de prueba se usan para la magnetización local, ver Fig. 2. Las
puntas que contactan la pieza deben ser preferentemente de aluminio, cobre entrelazado, o una almohadilla de
cobre y no de cobre macizo. Con puntas de cobre macizo, la formación accidental de arco mientras la punta
de prueba se coloca o retira puede provocar la penetración de cobre en la superficie lo que puede resultar en
daños metalúrgicos (ablandamiento, endurecimiento, agrietamiento, etc.). Ver 12.3.1(a). Las tensiones del
circuito abierto no deben superar los 25V.
6.4.1 Llave de Control Remoto - Se debe proveer una llave de control remoto, que puede estar
incorporada en las manijas de las puntas, para permitir que la corriente sea conectada después de que las
puntas hayan sido colocadas convenientemente y desconectarla antes de retirar las puntas para minimizar la
formación de arco (quemaduras por arco). (Ver 12.3.1.1(a).
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 6 -
6.5 Luz Negra - La luz negra debe ser capaz de desarrollar las longitudes de onda requeridas de
330 a 390 nm con una intensidad en la superficie examinada que satisfaga 7.1.2. Deben predominar las
longitudes de onda de 365 nm o cercanas. Los filtros adecuados deben eliminar la luz visible extraña emitida
por las luces negras (líneas violeta o azul 405 y 435 nm Hg y línea amarillo verdosa de 577 nm Hg). Algunas
lámparas de luz negra de alta intensidad pueden emitir cantidades inaceptables de luz amarillo verdosa que
pueden hacer que se tornen invisibles las indicaciones fluorescentes. Una variación en la tensión de línea
superior al + 10% puede originar un cambio en la potencia de salida de la luz negra con la consecuente
inconsistencia de la performance. Cuando haya evidencia de cambios de tensión superiores al 10% se debe
usar un transformador de tensión constante.
(a) Magnetización con Punta (b) Puntas de Cobre Trenzado
(b) Magnetización de Contactos de Punta Simple (d) Contactos con Punta Doble
Fig. 2 Magnetización de Área Localizada Usando Técnica de Punta de Prueba
6.6 Verificación del Equipo - Ver Sección 20.
7. Área de Examen
7.1 Intensidad de la Luz para el Examen - Las indicaciones magnéticas encontradas usando
partículas no fluorescentes se examinan bajo luz visible. Las indicaciones encontradas usando partículas
fluorescentes se deben examinar bajo luz negra (ultravioleta). Esto requiere un área oscurecida y contar con
un control para la intensidad de la luz visible.
7.1.1 Intensidad de la Luz Visible - La intensidad de la luz visible en la superficie de la
parte/pieza de trabajo bajo examen debe tener como mínimo 100 foot candles ( 1000 lux). La intensidad de la
luz visible ambiente en el área oscurecida donde se realiza el examen de partículas magnetizables
fluorescentes no debe superar los 2 foot candles (20 lux).
7.1.1.1 Inspecciones en el Campo - Para algunas inspecciones de campo que usan partículas no
fluorescentes se puede usar baja intensidad, de hasta 50 foot candles (500 lux), cuando se acuerda con la
agencia contratante.
7.1.2 Luz Negra (Ultravioleta):
7.1.2.1 Intensidad de la Luz Negra - La intensidad de la luz negra en la superficie examinada no
debe ser menor de 1000 μW/cm² cuando se mide con un medidor de luz negra apropiado.
7.1.2.2 Calentamiento de la Luz Negra - Permitir que la luz negra se caliente durante un mínimo
de 5 min. antes de usarla o medir la intensidad de las luz ultravioleta emitida.
7.1.3 Adaptación del Ojo al Área Oscura - Se recomienda que el inspector esté en el área
oscurecida durante no menos de 3 min. antes de examinar las partes utilizando la luz negra de modo que sus
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 7 -
ojos se adapten a la visión nocturna. Precaución - Mientras se realiza el examen no deben usarse anteojos
fotocromáticos o con coloración permanente.
7.2 Housekeeping (Orden Interno) - El área de examen debe mantenerse libre de desechos que
interfieran. Si hay involucrados materiales fluorescentes, el área además debe mantenerse libre de objetos
fluorescentes no relacionados con la parte/pieza que se esté examinando.
8. Materiales para Partículas Magnetizables
8.1 Tipos de Partículas - Las partículas usadas en las técnicas de examen de partículas
magnetizables secas o húmedas son materiales ferromagnéticos finamente divididos que han sido tratados
para impartir un color (fluorescente y no fluorescentes) con el objeto de hacerlos altamente visibles
(contraste) contra el fondo de la superficie que se esté examinado. Las partículas están diseñadas para usar
como polvo seco que fluya libremente o para formar una suspensión a una concentración dada en un medio
líquido adecuado.
8.2 Características de las Partículas - Las partículas magnetizables deben tener una alta
permeabilidad para facilitar la magnetización y atracción hacia la discontinuidad y baja retentividad de modo
que no sean atraídas (aglomeración magnética) entre sí. Se requiere controlar el tamaño y forma de las
partículas para obtener resultados estables. Las partículas deben ser no tóxicas, estar libres de óxido, grasa,
pintura, suciedad y demás materiales nocivos que pudieran interferir con su uso; ver 20.5 y 20.6. Tanto las
partículas secas como las húmedas se consideran seguras cuando se usan de acuerdo con las instrucciones del
fabricante. Generalmente enfrentan un peligro potencial muy bajo con respecto a la inflamabilidad y
toxicidad.
8.3 Partículas Secas - Los polvos magnetizables secos se diseñaron para usar en el estado en que
son provistos y se aplican por vaporización o espolvoreados directamente sobre la superficie de la pieza que
se está examinando. Generalmente se usan sobre una base que recolecta los sobrantes si bien las partículas se
pueden recoger y volver a usar. Sin embargo, para mantener el tamaño de las partículas y controlar la posible
contaminación, ésta no es una práctica normal. Los polvos secos también se pueden usar bajo condiciones
ambientales extremas. No son afectados por el frío; por lo tanto el examen se puede realizar a temperaturas
que podrían espesar o congelar los baños húmedos. También son resistentes al calor; algunos polvos se
pueden usar a temperaturas de hasta 315°C (60°F). Algunos recubrimientos orgánicos coloreados aplicados a
las partículas secas para mejorar el contraste pierden su color a temperaturas de este tipo, por lo que el
contraste pierde efectividad. Las partículas secas fluorescentes no se pueden usar a temperaturas tan altas;
habría que ponerse en contacto con el fabricante para obtener información sobre los límites de temperatura o
realizar ensayos.
8.3.1 Ventajas - La técnica con partículas magnetizables secas generalmente es superior a la
técnica húmeda para detectar discontinuidades casi superficiales: (a) para objetos grandes cuando se usa
equipo portátil para magnetización local; (b) se obtiene una mayor movilidad de las partículas para defectos
relativamente profundos con corriente rectificada de media onda como fuente de magnetización; (c) fáciles
de remover.
8.3.2 Desventajas - La técnica con partículas magnetizables secas: (a) no se puede usar en áreas
confinadas sin aparatos respiratorios de seguridad adecuados; (b) La Probabilidad de Detección (POD, por
Probability of Detection) es apreciablemente menor que con la técnica húmeda para discontinuidades
superficiales finas; (c) difícil de usar en posiciones magnetizantes en niveles elevados; (d) no existe
evidencia de cobertura completa de la superficie de la parte como con la técnica húmeda; (e) se puede esperar
menor producción con la técnica seca versus la técnica húmeda; y (f) es difícil de adaptar a cualquier tipo de
sistema automático.
8.3.3 Colores No Fluorescentes - Si bien el polvo de partículas magnetizables secas puede tener
casi cualquier color, los colores empleados con mayor frecuencia son el gris claro, negro, rojo o amarillo. La
elección generalmente se basa en el máximo contraste con la superficie a ser examinada. El examen se hace
bajo luz visible.
8.3.4 Fluorescentes - Existen también las partículas magnetizables secas fluorescentes, pero su
uso no está generalizado, principalmente debido a su mayor costo y limitaciones en su aplicación. Requieren
una fuente de luz negra y un área de trabajo oscurecida. Estos requerimientos generalmente no son accesibles
en lugares como ser en el campo donde resultan particularmente adecuados los exámenes con partículas
magnetizables secas.
8.4 Sistemas de Partículas Húmedas - Las partículas magnetizables húmedas están diseñadas para
formar una suspensión en un vehículo tal como el agua o destilados livianos de petróleo a una concentración
dada para aplicar a la superficie de ensayo por flujo, vaporizado o vertido. Se comercializan en concentrados
tanto fluorescentes como no fluorescentes. En algunos casos el fabricante provee las partículas premezcladas
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 8 -
con el vehículo de suspensión, pero generalmente las partículas se proveen como un concentrado seco o
concentrado en pasta para que el usuario lo mezcle con el destilado o el agua.
8.4.1 Uso Principal - Como las partículas del método húmedo son más pequeñas que las usadas
con el método seco, generalmente se usan para localizar discontinuidades más pequeñas. Los vehículos
líquidos usados no se desempeñarán satisfactoriamente cuando su viscosidad supere los 5 cSt (5 mm2/s) a la
temperatura de operación. Si el vehículo de suspensión es un hidrocarburo, su punto de inflamación limita la
temperatura máxima. Para mantener las partículas del método húmedo uniformemente en suspensión
generalmente se requiere un equipo de mezclado.
8.4.2 Dónde se Usan - El método fluorescente húmedo generalmente se aplica en interiores o en
áreas donde la protección y el nivel de iluminación ambiente se pueden controlar y se dispone del equipo de
aplicación adecuado.
8.4.3 Color - Las partículas del método húmedo fluorescentes, observadas bajo luz negra, brillan
con tonalidad amarillo verdosa. Las partículas no fluorescentes generalmente son negras o marrón rojizo,
aunque se dispone de otros colores. El color normalmente elegido para cualquier examen dado debe ser el que
ofrezca mayor contraste con la superficie ensayada. Como el contraste es invariablemente superior con los
materiales fluorescentes, éstos son los que se utilizan en la mayoría de los exámenes con el proceso húmedo.
8.4.4 Vehículos de la Suspensión - Generalmente las partículas están en suspensión en un
destilado liviano de petróleo (baja viscosidad) o en agua acondicionada. (Si se especifican límites para azufre
o cloro, usar los Métodos de Ensayo D 129 y D 808 para determinar sus valores).
8.4.4.1 Destilados de Petróleo - Los vehículos destilados livianos de petróleo de baja viscosidad
(AMS 2641 Tipo 1 ó similar) son ideales para elaborar las suspensiones de las partículas tanto fluorescentes
como no fluorescentes y son los que usualmente se emplean.
(1) Ventajas - Dos importantes ventajas del uso de los vehículos destilados de petróleo son: (a) las
partículas magnetizables se suspenden o dispersan en los vehículos destilados de petróleo sin usar agentes
acondicionantes; y (b) los vehículos destilados de petróleo proveen una cierta protección contra la corrosión
a las partes y el equipo usados.
(2) Desventajas - Las principales desventajas son la inflamabilidad y la disponibilidad. Es esencial, por
lo tanto, seleccionar y mantener fuentes adecuadas de suministro de vehículos destilados de petróleo que
tengan puntos de inflamación lo más alto posible para evitar los problemas de inflamabilidad.
(3) Características - Los vehículos destilados de petróleo para usar en el examen con partículas
magnetizables húmedas deben tener las siguientes características: (a) la viscosidad no debe superar los 3.0
cSt (3 mm2/seg) a 38°C (100°F) y no más de 5.0 cSt (5 mm2/seg) a la menor temperatura en la que se usará el
vehículo; cuando se ensaya según el Método de Ensayo D 445, para no impedir la movilidad de las partículas
(ver 20.7.1), (b) punto de inflamación mínimo, cuando se ensaya según el Método de Ensayo D 93, debe ser
de 93°C (200°F) para minimizar los riesgos de fuego (ver 20.7.2), (c) inodoro; que no moleste al usuario,
(d) baja fluorescencia inherente si se usa con partículas fluorescentes; es decir, no debe interferir significati-
vamente con las indicaciones de las partículas fluorescentes (ver 20.6.4.1), y (e) ser no reactivo; no debe
degradar a las partículas en suspensión.
8.4.4.2 Vehículos Acuosos con Agentes Acondicionadores - Para las partículas magnetizables
húmedas se puede usar agua como vehículo de suspensión siempre que se agreguen agentes acondicionadores
adecuados que provean un mojado adecuado de la pieza, además de la protección anticorrosiva para las partes
que se estén ensayando y los equipos en uso. El agua corriente no dispersa algunos tipos de partículas
magnetizables ni humecta todas las superficies y es corrosiva para las partes y equipos. Por el otro lado, las
suspensiones de partículas magnetizables con agua son más seguras de usar ya que no son inflamables. La
selección y concentración de las propiedades de los vehículos con agua conteniendo agentes
acondicionadores para usar en el examen con partículas magnetizables húmedas debe hacerse teniendo en
cuanta lo siguiente:
(1) Características Humectantes - El vehículo debe tener buenas características humectantes; esto es,
humectar la superficie a ser ensayada, proveer una cobertura uniforme y completa sin evidencia de
deshumectación de la superficie de ensayo. Las superficies de ensayo suaves requieren un mayor porcentaje
de agente humectante que el requerido para las superficies rugosas. Se recomiendan los agentes humectantes
no iónicos (ver 20.7.3).
(2) Características de la Suspensión - Proveer una buena dispersión, esto es, dispersar totalmente las
partículas magnetizables sin evidencia de partículas aglomeradas.
(3) Formación de Espuma - Minimizar la formación de espuma, esto es, no debe producir exceso de
espuma que interferiría con la formación de la indicación o hacer que las partículas formen una capa de
impurezas con la espuma.
(4) Corrosión - No debe corroer las partes a ser ensayadas o el equipo en el que se usan.
(5) Límite de Viscosidad - La viscosidad del agua acondicionada no debe superar la viscosidad máxima
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 9 -
de 3 cSt (3 mm2/seg) a 38°C (100°F), (ver 20.7.1).
(6) Fluorescencia - El agua acondicionada no debe ser fluorescente si se piensa usar con partículas
fluorescentes.
(7) No reactivas - El agua acondicionada no debe causar deterioro de las partículas magnetizables en
suspensión.
(8) pH del Agua - El pH del agua acondicionada no debe ser menor de 6.0 ni mayor de 10.5.
(9) Olor - El agua acondicionada debe ser esencialmente inodora.
8.4.5 Concentración de la Suspensión de Partículas Magnetizables Húmedas - La concentración
inicial del baño de partículas magnetizables en suspensión debe ser según lo especificado o recomendado por
el fabricante de las partículas y debe controlarse diariamente realizando mediciones del volumen asentado y
mantenerse en la concentración especificada. Si la concentración no se mantiene adecuadamente, los
resultados de los ensayos pueden sufrir grandes variaciones (ver 20.6).
8.4.6 Aplicación de las Partículas Magnetizables Húmedas (ver 15.2).
8.4.7 Sistemas de Pasta/Pintura Magnetizables - Otro vehículo de examen es el tipo
pasta/pintura magnetizable consistente en un aceite pesado en el que las partículas están en suspensión como
escamas. El material normalmente se aplica con pincel antes de magnetizar la parte. Debido a la alta
viscosidad, el material no se desplaza rápidamente por las superficies, facilitando la inspección en superficies
verticales o elevadas. Los vehículos pueden ser combustibles, pero el riesgo de fuego es muy bajo. Los demás
peligros son muy similares a los de los vehículos de destilados de petróleo y de agua descriptos previamente.
8.4.8 Sistemas Basados en Polímeros - El vehículo usado en el polímero magnetizable es
básicamente un polímero líquido que dispersa las partículas magnetizables y que cura hasta un sólido elástico
en un período dado, formando indicaciones fijas. Los límites de viscosidad de los vehículos para la técnica
húmeda standard no aplican. Se debe tener cuidado al manipular estos materiales polímeros. Usarlos de
acuerdo con las instrucciones y precauciones del fabricante. Esta técnica es particularmente aplicable para
examinar áreas de accesibilidad visual limitada, como ser agujeros para pernos.
9. Preparación de la Parte
9.1 General - La superficie de la parte a ser examinada debe estar esencialmente limpia, seca y
libre de contaminantes como polvo, aceite, grasa, óxido suelto, arenilla, laminilla, pelusas, pintura gruesa,
fundente/escoria de soldadura, y salpicaduras de soldadura que pudieran restringir el movimiento de las
partículas. Ver 15.1.2 respecto a la aplicación de las partículas secas a una superficie mojada/húmeda.
Cuando se ensaya un área localizada, como ser una soldadura, las áreas adyacentes a la superficie a ser
examinada, según lo acordado por las partes contratantes, también deben limpiarse en una extensión que
permita la detección de las indicaciones.
9.1.1 Recubrimientos No Conductores - Los recubrimientos no conductores delgados, como ser
pintura del orden de 0.02 a 0.05 mm (1 ó 2 mil), normalmente no interferirán con la formación de las
indicaciones, pero deben ser eliminados en todos los puntos donde se tiene que hacer contacto eléctrico para
la magnetización directa. La magnetización indirecta no requiere contacto eléctrico con la parte/pieza. Ver
Sección 12.2. Si se permite que sobre el área a ser examinada permanezca un recubrimiento/enchapado no
conductor que tenga un espesor superior a 0.05 mm (2 mil), se debe demostrar que las discontinuidades se
pueden detectar a través del máximo espesor aplicado.
9.1.2 Recubrimientos Conductores - Un recubrimiento conductor (como ser un cromado y
laminillas gruesas sobre productos elaborados resultantes de operaciones de forjado en caliente) pueden
enmascarar las discontinuidades. Así como sucede con los recubrimientos no conductores, se debe demostrar
que las discontinuidades se pueden detectar a través del recubrimiento.
9.1.3 Campos Magnéticos Residuales - Si la parte/pieza mantiene un campo magnético residual
de la magnetización previa que interferirá con el examen, la parte debe ser desmagnetizada. Ver Sección 18.
9.2 Limpieza de la Superficie del Examen - La limpieza de la superficie a ensayar puede hacerse
con detergentes, solventes orgánicos o medios mecánicos. Las superficies recién soldadas, laminadas,
fundidas o forjadas generalmente resultan satisfactorias, pero si la superficie es inusualmente irregular, como
sucede con el quemado en arena o la aplicación de una soldadura muy rugosa, la interpretación puede resultar
difícil debido al entrape mecánico de las partículas magnetizables. En caso de duda, toda área cuestionable
debe ser re-limpiada y re-examinada (ver 9.1). En el Anexo A1 del Método de Ensayo E 165 se dan los
métodos de limpieza aplicables.
9.2.1 Taponado y Enmascarado de Agujeros y Aberturas Pequeños - A menos que el comprador lo
prohiba, las aberturas y agujeros de lubricación pequeños que llevan a pasajes o cavidades oscuros se pueden
taponar o enmascarar con un material no abrasivo adecuado que sea fácil de remover. En el caso de partes de
motores, el material debe ser soluble en aceite. Para proteger componentes que puedan sufrir daños en
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 10 -
contacto con las partículas o la suspensión de las partículas se debe usar un enmascarado efectivo.
10. Secuencia de Operaciones
10.1 Secuencia de la Aplicación de las Partículas y Establecimiento del Campo de Flujo
Magnético - La secuencia de operación en el examen de partículas magnetizantes aplica a la relación entre el
momento de la aplicación de las partículas y el establecimiento del campo de flujo disperso. Aplican dos
técnicas básicas, es decir, continua (ver 10.1.1 y 10.1.2) y residual (ver 10.1.3), aplicándose ambas
comúnmente en la industria.
10.1.1 Magnetización Continua - La magnetización continua se emplea en la mayoría de las
aplicaciones utilizando partículas secas o húmedas y debe usarse a menos que se la prohiba específicamente
en el contrato, orden de compra o especificación. La secuencia de operaciones para las técnicas de
magnetización continua seca y húmeda son muy distintas y se tratan en forma separada en 10.1.1.1 y
10.1.1.2.
10.1.1.1 Técnica de Magnetización Continua Seca - A diferencia de lo que sucede con la
suspensión húmeda, las partículas secas pierden la mayor parte de su movilidad cuando entran en contacto
con la superficie de la parte. En consecuencia, es imperativo que la parte/área de interés estén bajo la
influencia del campo magnético aplicado mientras las partículas estén aún en el aire y libres de la atracción
de los flujos dispersos. Esto dictamina que el flujo de la corriente magnetizante se inicie antes de aplicar las
partículas magnetizables secas y finalice después de haber completado la aplicación del polvo y se haya
sopleteado cualquier exceso. Las corrientes magnetizantes alterna rectificada de media onda y la CA no
rectificada proporcionan movilidad adicional a las partículas sobre la superficie de la pieza. El examen con
partículas secas normalmente se realiza junto con las magnetizaciones localizadas del tipo con punta de
prueba, y el crecimiento de las indicaciones se observa a medida que las partículas son aplicadas.
10.1.1.2 Técnica de Magnetización Continua Húmeda - La técnica de magnetización continua
húmeda generalmente se aplica a aquellas partes procesadas sobre una unidad del tipo húmedo horizontal. En
la práctica, involucra bañar la parte con el medio de examen para proveer una fuente abundante de partículas
en suspendidas sobre la superficie de la parte y finalizando la aplicación del baño inmediatamente antes de
cortar la corriente magnetizante. La duración de la corriente magnetizante es típicamente del orden de 1/2
seg. aplicándosele a la parte dos o más disparos.
10.1.1.3 Técnica de Magnetización Continua con Polímero o Pasta - Para las suspensiones en
base a polímeros o pasta, con frecuencia se necesitan períodos prolongados o repetidos de magnetización
debido a la menor movilidad inherente de las partículas magnetizables en vehículos de suspensión de alta
viscosidad.
10.1.2 Técnica de Magnetización Continua Verdadera - En esta técnica, la corriente magnetizante
se mantiene tanto durante el proceso como mientras se examina la parte.
10.1.3 Técnicas de Magnetización Residual:
10.1.3.1 Magnetización Residual - En esta técnica, el medio de examen se aplica después de
haber discontinuado la fuerza magnetizante. Se puede usar solamente si el material que se está ensayando
tiene retentividad relativamente alta de modo que el flujo disperso tendrá la suficiente intensidad como para
atraer y mantener las partículas y producir indicaciones. Esta técnica puede resultar ventajosa para integrarla
con los requerimientos de producción o manipuleo o para limitar intencionalmente la sensibilidad del
examen. Se está usando ampliamente para examinar tubos y productos tubulares. A menos que las pruebas
con partes típicas indiquen que el campo residual tiene suficiente intensidad como para producir indicaciones
relevantes de discontinuidades (ver 20.8) cuando el campo esté en la orientación apropiada, se debe usar el
método continuo.
10.1.3.2 Corte Rápido de la Corriente - El equipo, de CA rectificada de onda completa, para la
magnetización residual se debe diseñar de modo que provea un corte rápido consistente de la corriente de
magnetización.
11. Tipos de Corrientes Magnetizantes
11.1 Tipos de Corrientes Básicas - Los cuatro tipos básicos de corrientes usados en el examen con
partículas magnetizables para establecer la magnetización de la parte son corriente alterna, corriente alterna
rectificada de media onda monofásica, corriente alterna rectificada de onda completa y, para aplicaciones
especiales, CC.
11.1.1 Corriente Alterna (CA) - La magnetización de la parte con corriente alterna se prefiere para
aplicaciones donde los requerimientos del examen demandan la dirección de discontinuidades, tales como
grietas por fatiga, que están abiertas a la superficie. Con la CA está asociado un “efecto piel” que confina el
campo magnético en la superficie de la parte o cerca de la misma. Por el contrario, tanto la corriente alterna
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 11 -
rectificada de media onda como la corriente alterna rectificada de onda completa producen un campo
magnético que tiene una máxima penetración que debería usarse cuando el tema en cuestión son las
discontinuidades casi superficiales. La corriente alterna también se usa ampliamente para desmagnetizar las
partes después del examen. Para esto normalmente se usa la técnica de la bobina pasante debido a que es
simple y rápida. Ver Fig. 3.
11.1.2 Corriente Alterna Rectificada de Media onda - La corriente alterna rectificada de media
onda se usa frecuentemente junto con la magnetización con partículas secas y localizada (por ejemplo, puntas
de prueba o yugos) para alcanzar cierta profundidad de penetración para detectar discontinuidades típicas
encontradas en soldaduras y fundiciones ferrosas. Así como sucede con la CA con la magnetización, se usa
corriente monofásica y se mide un valor promedio como “corriente de magnetización”.
11.1.3 Corriente Alterna Rectificada de Onda Completa - La corriente alterna rectificada de onda
completa puede utilizar corriente mono o trifásica. La corriente trifásica tiene la ventaja de un menor
amperaje de línea mientras que el equipo monofásico es menos costoso. La CA rectificada de onda completa
se usa comúnmente cuando se tiene que emplear el método residual. Con el método continuo, la CA
rectificada de onda completa se usa para magnetizar partes recubiertas o enchapadas. Como el movimiento de
las partículas, sean secas o húmedas, es notablemente menor, se deben tomar precauciones para asegurarse
que se permita transcurrir el tiempo suficiente para la formación de indicaciones.
11.1.4 Corriente Continua (CC) - Un banco de baterías o un generador de CC producen corriente
magnetizante directa. Se han usado ampliamente para obtener CA rectificada de media onda o rectificada de
onda completa excepto para unas pocas aplicaciones especializadas, principalmente debido al costo y
mantenimiento de las baterías. Uno de los ejemplos es la carga de un banco de capacitores que, en descarga
se usa para establecer un campo magnético residual en tubing, casing, line pipe, y drill pipe.
12. Técnicas para Magnetizar la Parte
12.1 Cobertura del Examen - Todos los exámenes deben hacerse con suficiente solapamiento del
área para asegurar que se obtenga la cobertura requerida en la sensibilidad especificada.
12.2 Magnetización Directa e Indirecta - Una parte se puede magnetizar directa o indirectamente.
Para la magnetización directa, la corriente de magnetización se hace circular directamente por la parte
creando un campo magnético circular en la parte. Con las técnicas de magnetización indirecta, se induce un
campo magnético en el área que puede crear en la parte un campo magnético circular/toroidal, longitudinal o
multidireccional. Para verificar que los campos magnéticos tengan la dirección e intensidad previstas se
deben emplear las técnicas descriptas en 20.8. Esto es especialmente importante cuando la técnica
muldireccional se usa para examinar formas complejas.
Fig. 3 Magnetización por Bobina
12.3 Elección de una Técnica de Magnetización - La elección de magnetización directa o indirecta
dependerá de factores tales como dimensiones, configuración o facilidad del proceso. La Tabla 1 compara las
ventajas y limitaciones de los diversos métodos de magnetización de la parte.
12.3.1 Magnetización por Contacto Directo - Para la magnetización directa, se debe hacer
contacto físico entre la parte ferromagnética y los electrodos que conducen la corriente conectados a la fuente
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 12 -
de energía. Tanto la magnetización del área localizada como la magnetización de toda la parte son los medios
para obtener el contacto directo para magnetizar la parte, y que se logra con puntas de prueba, cabezales
frontal y posterior, grampas y pinzas magnéticas.
12.3.2 Magnetización del Área Localizada:
12.3.2.1 Técnica de la Punta de Prueba - Primero se presionan firmemente los electrodos de la
punta contra la parte en ensayo (Fig. 2(a). Luego se hace circular la corriente magnetizante por las puntas y
en el área de la parte en contacto con las puntas. Esto establece un campo magnético circular en la parte
alrededor de cada electrodo de la punta y entre ellos, de intensidad suficiente como para realizar un examen
local con partículas magnetizables (Fig. 2(c) y 2(d). Precaución: Se debe tener sumo cuidado de mantener
las puntas limpias para minimizar el calentamiento en el punto de contacto y evitar quemaduras por arco y
sobrecalentamiento local en la superficie que se está examinando ya que pueden causar efectos adversos
sobre las propiedades del material. Las quemaduras por arco causan daños metalúrgicos; si las puntas son de
cobre macizo, se puede producir penetración de cobre en la parte. Las puntas de prueba no deben usarse sobre
superficies maquinadas o en partes de componentes aeroespaciales.
(1) La CA no rectificada limita la técnica de puntas de prueba a la detección de discontinuidades
superficiales. Se prefiere la CA rectificada de media onda ya que detectará discontinuidades tanto
superficiales como casi superficiales. La técnica de las puntas de prueba generalmente utiliza materiales con
partículas magnetizables secas debido a una mejor movilidad de las partículas. Las partículas magnetizables
húmedas generalmente no se usan con la técnica de las puntas debido a los riesgos potenciales eléctricos y de
inflamabilidad.
(2) Una examen con las puntas adecuado requiere que las puntas sean colocadas en un segundo lugar
giradas aproximadamente 90° con respecto a la primera posición para asegurar que se revelen todas las
discontinuidades existentes. Según los requerimientos de cobertura de la superficie, puede necesitarse un
solapamiento entre los sucesivos emplazamientos de la punta. En grandes superficies, resulta muy útil trazar
un cuadriculado para aplicar la punta/yugo.
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 13 -
Tabla 1 Ventajas y Limitaciones de las Diversas Formas de Magnetizar una Parte
Técnica Magnetizante y Forma del Ventajas Limitaciones
Material
I. Magnetización de la Parte por
Contacto Directo
Contacto de Cabezales
Frontal/Posterior
Macizo, partes relativamente pequeñas 1. Técnica rápida, fácil. 1. Posibilidad de quemaduras por arco si se dan
(piezas fundidas, forjadas, 2. Campo magnético circular envolviendo el camino de la condiciones de contacto deficiente.
maquinadas) que se pueden procesar corriente. 2. Las partes largas deben magnetizarse en secciones para
en una unidad horizontal 3. Buena sensibilidad para las discontinuidades facilitar la aplicación del baño sin recurrir a un disparo
superficiales y casi superficiales. de corriente demasiado largo.
4. Las partes simples así como relativamente complejas se
pueden procesar fácilmente con uno o más disparos.
5. El camino magnético completo es conducido hasta las
máximas características residuales del material.
Fundiciones y forjados grandes 1. Las grandes áreas superficiales se pueden procesar y 1. Requerimiento de grandes amperajes (16.000 a 20.000A)
examinar en relativamente poco tiempo. dictaminan el suministro de CC especial.
Partes cilíndricas tales como tubing, 1. Se puede magnetizar circularmente todo el largo por 1. Aumentan los requerimientos de la tensión al aumentar la
tubos, ejes con cavidades, etc. contacto, de punta a punta. longitud debido a una mayor impedancia del cable y de
2. Los requerimientos de corriente son independientes de la parte.
la longitud. 2. Los extremos deben ser conductores para los contactos
3. No hay pérdidas en los extremos. eléctricos y capaces de transportar la corriente requerida
sin un calentamiento excesivo. No se puede usar sobre
productos tubulares en campos petrólíferos debido a la
posibilidad de quemaduras por arco.
Partes sólidas largas como ser 1. Se puede magnetizar en forma circular toda la longitud 1. Los requerimientos de tensión aumentan al incrementarse
lingotes, barras, ejes, etc. contactando extremo con extremo. la longitud debido a la mayor impedancia del cable y de
2. Los requerimientos corrientes son independientes de la la parte.
longitud. 2. Los extremos deben ser conductores para los contactos
3. No hay pérdidas en los extremos. eléctricos y capaces de transportar la corriente requerida
sin un calentamiento excesivo.
Puntas de Prueba: Soldaduras 1. El campo circular se puede dirigir selectivamente al 1. Sólo se puede examinar un área pequeña por vez.
área de soldadura empleando la punta. 2. Quemaduras por arco debido al contacto deficiente.
2. En conjunto con la corriente alterna rectificada de 3. Cuando se usa polvo seco la superficie debe estar seca.
media onda y polvo seco, provee excelente sensibilidad 4. El espaciado de las puntas debe concordar con el nivel
para las discontinuidades subsuperficiales así como de corriente magnetizante.
para las del tipo superficial.
3. Flexible, en las que las puntas, cables y sistema de
alimentación se pueden llevar al lugar del examen.
Fundiciones o forjados grandes 1. Se puede examinar toda el área superficial en pequeños 1. La cobertura de grandes áreas superficiales requiere una
incrementos usando valores de corriente nominales. multiplicidad de disparos que pueden llevar mucho
2. El campo circular se puede concentrar en áreas tiempo.
específicas que históricamente son propensas a las 2. Posibilidad de quemaduras por arco debido a un contacto
discontinuidades. deficiente. Cuando se usa polvo seco la superficie debe
3. El equipo se puede trasladar al lugar donde están las estar seca.
partes difíciles de mover.
4. En conjunto con la corriente alterna rectificada de
media onda y el polvo seco, provee excelente
sensibilidad para las discontinuidades del tipo casi
superficiales y subsuperficiales que resultan difíciles de
localizar por otros medios.
II. Magnetización Indirecta de la
Parte (ver 12.3.2)
Conductor Central
Partes diversas teniendo agujeros 1. No hay contacto eléctrico con la parte y se elimina la 1. La medida del conductor debe ser amplia para conducir
pasantes en las que se puede colocar posibilidad de quemaduras por arco. la corriente requerida.
un conductor tales como: 2. Se genera un campo magnético dirigido 2. Idealmente el conductor debe centrarse dentro del
Guía de cojinete circunferencialmente en todas las superficies, agujero.
Cilindro con agujero envolviendo al conductor (diámetro interior, caras, etc.). 3. Los grandes diámetros requieren una magnetización
Engranaje 3. Ideal para aquellos casos donde se adapta el método repetida con el conductor contra el diámetro interior y
Tuerca grande residual. rotación de la parte entre procesos. Cuando se está
Abrazadera grande 4. Las partes livianas pueden soportarse con el conductor empleando la técnica de magnetización continua, es
Cupla, casing, tubing central. necesario realizar un examen después de cada
5. Para reducir la corriente requerida se pueden aplicar magnetización.
giros múltiples.
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 14 -
Tabla 1 Ventajas y Limitaciones de las Diversas Formas de Magnetizar una Parte (Cont.)
Técnica Magnetizante y Forma del Ventajas Limitaciones
Material
Partes tipo tubulares tales como: 1. No se requiere contacto eléctrico con la parte. 1. La sensibilidad de la superficie externa puede ser algo
Tubo/Fundición 2. Examen de diámetro interior así como de diámetro menor que la obtenida en la superficie interna para
Tubing exterior. diámetros grandes y paredes extremadamente gruesas.
Ejes con Cavidades 3. Es magnetizada circularmente toda la longitud de la
parte.
Cuerpos de grandes válvulas y partes 1. Provee una buena sensibilidad para detectar 1. La sensibilidad de la superficie externa puede ser algo
similares discontinuidades localizadas en superficies internas. menor que la obtenida en el diámetro interior para
paredes gruesas.
Bobina/Envoltura de Cable 1. Todas las superficies generalmente longitudinales son 1. La longitud puede dictaminar disparos múltiples al
Diversas partes medianas donde magnetizadas longitudinalmente para localizar reposicionar la bobina.
predomina el largo como ser un efectivamente las discontinuidades transversales.
cigüeñal
Grandes fundiciones, forjados, o ejes 1. Se obtiene fácilmente el campo longitudinal por medio 1. Puede requerirse magnetización múltiple debido a la
de envoltura con cable. configuración de la parte.
Diversas partes pequeñas 1. Fácil y rápido, especialmente donde es apropiada la 1. La relación L/D (longitud/diámetro) es una
magnetización residual. consideración importante al determinar si son adecuados
2. No hay contacto eléctrico. los amperes-vueltas.
3. Las partes relativamente complejas pueden usualmente 2. La relación L/D efectiva se puede alterar utilizando
ser procesadas con la misma facilidad que lasque tienen piezas con áreas transversales similares.
una sección transversal simple. 3. Usa una bobina menor para un campo más intenso.
4. La sensibilidad disminuye en los extremos de la parte
debido al patrón general del flujo disperso.
5. Conviene tener corte rápido para minimizar el efecto del
extremo sobre las partes cortas con baja relación L/D.
Dispositivos de Corriente Inducida
Examen de partes anulares para 1. No hay contacto eléctrico. 1. Se requiere núcleo laminado por el anillo.
discontinuidades del tipo 2. Toda la superficie de la parte es sometida al campo 2. El tipo de corriente de magnetización debe ser
circunferencial. magnético del tipo toroidal. compatible con el método.
3. Proceso simple para cobertura del 100%. 3. Se debe evitar que otros conductores circunden el campo.
4. Se puede automatizar. 4. Los diámetros grandes requieren consideración especial.
Examen de esferas 1. No hay contacto eléctrico. 1. Para esferas de diámetro pequeño, limitada a
2. 100% de cobertura para discontinuidades en cualquier magnetización residual.
dirección con proceso de tres etapas y orientación
apropiada entre etapas.
3. Se puede automatizar.
Discos y engranajes 1. No hay contacto eléctrico. 1. El 100% de la cobertura puede requerir procesos de dos
2. Buena sensibilidad en o cerca de la periferia o borde. etapas con variación en el núcleo o pieza polar, o ambos.
3. Se puede variar la sensibilidad en varias áreas 2. El tipo de corriente de magnetización debe ser
seleccionando el núcleo o pieza polar. compatible con la geometría de la pieza.
Yugos:
Examen de grandes áreas superficiales 1. No hay contacto eléctrico. 1. Consume tiempo.
para discontinuidades del tipo 2. Muy portátil. 2. Debe ser sistemáticamente reposicionada en vista de la
superficiales. 3. Puede localizar discontinuidades en cualquier dirección orientación aleatoria de la discontinuidad.
con orientación apropiada.
Diversidad de partes que requieren 1. No hay contacto eléctrico. 1. Debe ser adecuadamente posicionado con respecto a la
examen de áreas localizadas 2. Buena sensibilidad a las discontinuidades de la orientación de las discontinuidades.
superficie directa. 2. Se debe establecer entre la parte y los polos un contacto
3. Muy portátil. relativamente bueno.
4. Técnica húmeda o seca. 3. La geometría compleja de la parte puede causar
5. El tipo de corriente alterna también puede servir como dificultades.
desmagnetizador en algunos casos. 4. Sensibilidad deficiente para discontinuidades del tipo
subsuperficiales, excepto en áreas aisladas.
12.3.2.2 Técnica de Grampa/Pinza Magnetizantes Manuales - Las áreas locales de componentes
complejos se pueden magnetizar por contacto eléctrico engrampando o conectando con pinzas magnéticas
manualmente a la parte (Fig. 4). Así como con las puntas, si se requiere el ensayo del lugar del contacto,
puede ser necesario un cierto solapamiento.
12.3.2.3 Magnetización Total:
(1) Contacto de Cabezales Frontal y Posterior - Las partes se pueden engrampar entre dos electrodos
(como ser un cabezal frontal y otro posterior del equipo de partículas magnetizables húmedas horizontal) y
aplicar la corriente magnetizante directamente a través de la parte (Fig. 5). La medida y forma de la parte
determinará si con tales equipos se pueden obtener ambas direcciones del campo.
(2) Grampas - La corriente magnetizante se puede aplicar a la parte en ensayo engrampando los
electrodos que conducen la corriente a la parte, produciendo un campo magnético circular (Fig. 6).
(3) Técnica de Magnetización Multidireccional - Con un circuido adecuado, es posible producir un
campo multidireccional (oscilante) en una parte conmutando selectivamente el campo magnético dentro de la
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 15 -
parte entre los contactos del electrodo/grampas posicionados a aproximadamente 90° entre sí. Esto permite el
crecimiento de indicaciones en todas las direcciones posibles y puede ser considerado el equivalente de la
magnetización en dos o más direcciones (Fig. 7). En algunas formas complejas, con el equipo convencional
se pueden requerir hasta de 16 a 20 etapas. Con la magnetización multidireccional, normalmente es posible
reducir las etapas de magnetización requeridas en más de la mitad. Es esencial usar el método continuo
húmedo y que la dirección del campo magnético y la intensidad relativa se determinen por una o más de las
técnicas descriptas en 20.8.
Fig. 4 Magnetización por Contacto Fig. 5 Magnetización por Contacto
Directo con Grampa/Pinza Magnetizante Directo con Cabezales Frontal y Posterior
Fig. 6 Magnetización Total Fig. 7 Magnetización Total
por Contacto Directo Multidireccional
12.3.3 Magnetización Indirecta - La magnetización indirecta de la parte implica usa una bobina
preformada, envoltura con cable, yugo, o un conductor central para inducir un campo magnético. La
magnetización con la bobina, envoltura con cable y yugo se denominan magnetización longitudinal en la
parte (ver 13.3).
12.3.3.1 Magnetización con Bobina y Cable - Cuando se usan las técnicas de la bobina (Fig. 3) o
de la envoltura con el cable (Fig. 8), la intensidad del campo magnético es proporcional a los amperes vueltas
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 16 -
y depende de la geometría simple (ver 14.3.2).
Fig. 8 Magnetización por Cable
12.3.3.2 Magnetización con Corriente Inducida, Conductor Central - La magnetización circular
indirecta de piezas/partes con agujeros se puede realizar pasando una corriente de magnetización por un
conductor central (Fig. 9(a) y 9(b) o cable usado como conductor central o a través de un dispositivo de
corriente inducida (Fig. 9(c).
12.3.3.3 Magnetización con Yugo - Se puede inducir un campo magnético en una parte por medio
de un electroimán (ver Fig. 1), donde la parte o porción de la misma se convierten en el camino magnético
entre los polos (actúan como una armadura) indicándose preferentemente las discontinuidades transversales
con respecto a la alineación de las piezas polares.
13. Dirección de los Campos Magnéticos
13.1 Orientación de la Discontinuidad vs. Dirección del Campo Magnético - Como cuando las
discontinuidades son paralelas al campo magnético normalmente no se obtienen indicaciones, y como las
indicaciones en una parte pueden aparecer en direcciones diversas o desconocidas, cada parte se debe
magnetizar por lo menos en dos direcciones que estén aproximadamente en ángulo recto entre sí según lo
observado en 5.3.2. En algunas partes se puede usar magnetización circular en dos o más direcciones,
mientras que en otras se usa magnetización tanto circular como longitudinal. Para lograr la magnetización de
la parte en más de una dirección se puede emplear, también, un campo multidireccional.
13.2 Magnetización Circular - Magnetización circular (Fig. 10) es el término usado cuando se pasa
corriente eléctrica por una parte, o por medio de un conductor central (ver 12.3.3.2) a través de una abertura
central en la parte, induciendo un campo magnético en ángulo recto con respecto al paso de la corriente .
13.3. Magnetización Toroidal - Cuando una parte se magnetiza con una forma toroidal, como ser un
volante o disco macizo con una abertura central, para detectar discontinuidades en una dirección
circunferencial resulta más útil un campo inducido que sea radial al disco. En tales aplicaciones este campo
puede resultar más efectivo que los disparos múltiples cruzando la periferia.
13.4 Magnetización Longitudinal - Magnetización longitudinal (Fig. 11) es el término usado
cuando se genera un campo magnético mediante el paso de una corriente eléctrica por una bobina de varias
vueltas, Fig. 12, o laminada, Fig. 13, que encierra la parte o sección de la parte a ser examinada.
13.5 Magnetización Multidireccional - Los campos magnéticos pueden ser inducidos en la parte
pasando corriente por la parte desde distintas direcciones (ver 12.3.2.3 y Fig. 14). Para establecer la dirección
del campo magnético se deben usar defectos artificiales, espesores circulares o defectos conocidos.
14. Intensidad del Campo Magnético
14.1 Intensidad de los Campos de Magnetización - Para producir indicaciones interpretables, el
campo magnético debe tener suficiente intensidad y orientación apropiada sobre la parte. Para que las
indicaciones sean consistentes, esta intensidad del campo se debe controlar dentro de límites razonables,
normalmente + 25%. Los factores que afectan la intensidad del campo son la medida, forma, espesor de la
sección, material de la parte/pieza, y la técnica de magnetización. Como estos factores varían ampliamente,
es difícil establecer reglas rígidas para la intensidad de las campos magnéticos para la configuración
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 17 -
concebible.
(a) Uso de Conductor Central (b) Uso de Conductor Central
en la Magnetización de Varias Partes para Magnetización Localizada
(c) Uso de un Dispositivo Especial de Corriente Inducida
Fig. 9 Magnetización Inducida por Conductor Central
Fig. 10 Magnetización Circular Fig. 12 Campo Magnético Producido
por una Bobina con Núcleo de Aire
14.2 Establecimiento de la Intensidad del Campo - Se puede establecer un campo magnético
suficiente mediante:
14.2.1 Discontinuidades Conocidas - Experimentos con partes similares/idénticas que tienen
discontinuidades conocidas.
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 18 -
Fig. 11 Magnetización Longitudinal Fig. 13 Campo Magnético Producido
por una Bobina con Núcleo Laminado
Fig. 14 Magnetización Multidireccional Fig. 15 Indicador de Campo Magnético
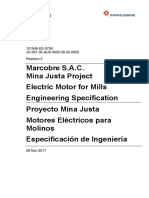
14.2.2 Discontinuidades Artificiales - El indicador de campo “torta” (Fig. 15) y los espesores o
láminas ranurados (Fig. 16) son discontinuidades artificiales. Ver 20.8.
14.2.3 Intensidades de Campos Tangenciales - Sonda Efecto Hall - Las intensidades de campos
aplicadas tangencialmente, medidas con sonda/sensor con efecto Hall, en el intervalo de 30 a 60 G (2,4 a 4,8
kAM-1) deben resultar adecuadas. Ver 20.8. En ciertos casos, pueden requerirse algunos campos en el
intervalo de 10 a 150 G.
14.2.4 Utilización de Fórmulas Empíricas - La Sección 14.3 tiene cuatro fórmulas empíricas para
establecer la intensidad de los campos magnéticos; son reglas del pulgar. Como tales, se deben usar con
criterio. Su uso puede conducir a:
14.2.4.1 Sobremagnetización, que causa un fondo excesivo de partículas que hace que la
interpretación sea más difícil si no imposible.
14.2.4.2 Cobertura deficiente.
14.2.4.3 Elección errónea de las geometrías del ensayo.
14.2.4.4 Una combinación de todo lo mencionado.
14.3 Lineamientos para Establecer los Campos Magnéticos - Para establecer los niveles adecuados
de magnetización circular y longitudinal se pueden aplicar efectivamente los siguientes lineamientos.
14.3.1 Magnetización Circular - Intensidad del Campo Magnético:
14.3.1.1 Magnetización Inducida del Conductor Central - En el examen con partículas
magnetizables son muy usados los conductores centrales para proveer:
(1) Un campo circular tanto en la superficie interior como en la superficie exterior de las piezas
tubulares que no se pueden hacer por duplicado con la técnica de corriente directa.
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 19 -
Fig. 16 Diseños Típicos de Espesores o Láminas Ranurados
(2) Un medio para magnetizar la parte sin contacto eliminando virtualmente la posibilidad del quemado
por arco del material, como puede ser el caso con la circulación de la corriente por los contactos, tales como
con puntas o grampas.
(3) Ventajas sustanciales en el proceso frente a las técnicas de contacto directo en partes anulares.
(4) En general conviene localizar centrado un conductor central para permitir el proceso de una sola vez
de toda la circunferencia de la parte. El campo resultante es relativamente concéntrico al eje de la pieza y
máximo en la superficie interna. La intensidad del campo magnético debe verificarse según lo tratado en
20.8. Los requerimientos de corriente magnetizante con el conductor central localizado en forma centrada
serían los mismos que para una pieza maciza que tenga el mismo diámetro exterior.
(5) Cuando se usan conductores centrales desviados, el conductor que pasa por el interior de la parte se
coloca contra una pared interna de la misma. La corriente debe ser de 12A por mm de diámetro de la parte a
32A por mm de diámetro de la parte (300 a 800 A/pulg). El diámetro de la parte debe tomarse como la mayor
distancia entre dos puntos cualquiera en la circunferencia externa de la misma. Las corrientes generalmente
serán de 500 A/pulg (20 A por mm) o menores con las corrientes más altas (hasta 800 A/pulg) siendo usadas
para examinar las inclusiones o examinar las aleaciones de baja permeabilidad tales como los aceros
endurecidos por precipitación. Para los exámenes destinados a localizar inclusiones en aceros endurecidos
por precipitación se pueden usar corrientes aun más altas, de hasta 1000 A/pulg (40 A por mm). La distancia
a lo largo de la circunferencia de la parte que puede examinarse efectivamente debe tomarse como
aproximadamente cuatro veces el diámetro del conductor central, según lo ilustrado en la Fig. 17. Se debe
examinar toda la circunferencia rotando la parte en el conductor, permitiendo un solapamiento de
aproximadamente el 10% del campo magnético. Si se verifica la presencia de niveles de campos adecuados,
se pueden usar menor solapamiento, distintos niveles de corriente, y regiones efectivas más amplias.
14.3.1.2 Magnetización Localizada:
(1) Usando Puntas de Prueba - Con las puntas de prueba, la intensidad de la magnetización circular es
proporcional al amperaje usado pero varía con el espaciado de las puntas y el espesor de la sección que se
esté examinando. Se recomienda usar una corriente de magnetización con un espaciado de las puntas de 1
pulg. (90 a 110 A/25 mm) para materiales de 3/4 pulg. (19 mm) y más de espesor.
(2) Usando Yugos - La intensidad del campo de un yugo (o de un imán permanente) se puede
determinar empíricamente midiendo su potencia de izado (ver 20.3.6). Si se usa una sonda con efecto Hall, se
debe colocar sobre la superficie a mitad de camino entre los polos.
14.3.2 Magnetización Longitudinal con Bobina con Núcleo de Aire - La magnetización
longitudinal de la parte se produce pasando una corriente por una bobina con varias vueltas que envuelve la
parte o sección de la parte a ser examinada. Se produce un campo magnético paralelo al eje de la bobina. La
unidad de medición es amperes vueltas (NI) (el amperaje real multiplicado por la cantidad de vueltas en la
bobina o cable que envuelve la parte). El campo efectivo se extiende sobre cualquier lado de la bobina que se
esté empleando. Las partes más largas se deben examinar en secciones que no superen esta longitud. Hay
cuatro fórmulas empíricas para la magnetización longitudinal empleadas para utilizar en bobinas
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 20 -
envolventes, dependiendo la fórmula a ser usada del factor de cobertura. Las fórmulas se incluyen solamente
para la continuidad histórica. De usarse, su aplicación debe limitarse a partes con formas simples. Resultaría
más rápido y más exacto usar el gausiómetro (Tela), apoyando su sonda sobre la parte y midiendo el campo,
en lugar de realizar los cálculos usando las fórmulas.
Fig. 17 Región Efectiva Aproximada de Examen cuando
se Usa un Conductor Central Desviado (Barra Roscadora)
14.3.2.1 Bobinas con Bajo Factor de Cobertura - En este caso, el área de la sección transversal
de la bobina fija envolvente supera en mucho al área de sección transversal de la parte (menos del 10% del
diámetro interior de la bobina). Para la magnetización adecuada de la parte, tales partes deben colocarse bien
adentro de las bobinas y cerca de la pared interna de la bobina. Con este bajo factor de cobertura, a partir de
las siguientes ecuaciones9, se calcula la intensidad adecuada del campo para las partes posicionadas
excéntricas con un relación de longitud-diámetro (L/D) de entre 3 y 15:
(1) Partes con Bajo Factor de Cobertura Posicionadas Cerca de la Pared Interna de la Bobina:
NI =45000
L/D (1)
donde:
N = número de vueltas en la bobina,
I = corriente de la bobina a ser usada, amperes (A),
K = 45.000 (constante derivada empíricamente)
L = longitud de la parte, pulg., (Ver Nota),
D = diámetro de la pieza; para partes con agujeros, ver 13.3.2.4, y
NI = amperes vueltas
Por ejemplo, una parte de 15 pulg. (38,1 mm) de longitud con 5 pulg. (12,7 cm) de diámetro externo
tiene una relación L/D de 15/5 ó 3. Concordantemente, el requerimiento de amperes vueltas (NI = 45.000/3)
para proveer una intensidad adecuada del campo en la parte sería de 15.000 amperes vueltas. Si se usa una
bobina o cable con cinco vueltas, los requerimientos de amperaje de la bobina serían (I = 15.000/3) = 3000 A
(+ 10%). Una bobina de 500 vueltas requeriría 30 A (+ 10%).
9
Estas ecuaciones se incluyen solamente para continuidad histórica. Resulta más rápido comprar un medidor Tesla, apoyar la sonda sobre la parte
y medir la intensidad del campo que hacer los cálculos usando la ecuación.
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 21 -
(2) Partes con Bajo Factor de Cobertura Posicionadas en el Centro de la Bobina:
NI = (2)
donde:
N = número de vueltas en la bobina,
I = corriente de la bobina a ser usada, amperes (A),
K = 43.000 (constante derivada empíricamente)
R = radio de la bobina, pulg.
L = longitud de la parte, pulg., (Ver Nota),
D = diámetro de la pieza; para partes con agujeros, (ver 14.3.2.4), y
NI = amperes vueltas
Por ejemplo, una parte de 15 pulg. (38,1 mm) de longitud con 5 pulg. (12,7 cm) de diámetro externo
tiene una relación L/D de 15/5 ó 3. Si se usa una bobina o cable con cinco vueltas de 12 pulg. de diámetro (6
pulg. de radio) (30,8 cm de diámetro) (15,4 cm de radio), (1) los requerimientos de amperes vueltas serían los
siguientes:
NI =
y (2) el requerimiento de amperaje de la bobina sería el siguiente:
---
14.3.2.2 Bobinas con Factor de Cobertura Intermedio - Cuando la sección transversal de la
bobina es mayor que el doble y menor que diez veces la sección transversal de la parte que se está examinado:
NI = (3)
donde:
N Ihf = valor de NI calculado para bobinas con alto factor de cobertura usando Ec. 4,
NIlf = valor de NI calculado para bobinas con bajo factor de cobertura usando Ec. 1 ó Ec. 2, y
Y = relación del área de la sección transversal de la bobina con la sección transversal de la
parte. Por ejemplo, si la bobina tiene un diámetro interior de 10 pulg. (25,4 cm) y la
parte (una barra) un diámetro exterior de 5 pulg. (12,2 cm)
----
14.3.2.3 Bobinas con Alto Factor de Cobertura - En este caso, cuando se usan bobinas o
envolturas de cable fijos y el área de la sección transversal de la bobina es menor que el doble del área de la
sección transversal (incluyendo las partes con cavidades) de la parte, la bobina tiene un alto factor de
cobertura.
(1) Para Partes Dentro de una Bobina Posicionada con Alto Factor de Cobertura y para Partes con
una relación L/D igual o mayor que 3:
NI =
donde:
N = número de vueltas de la bobina o envoltura de cable,
I = corriente de la bobina, A,
K = 35.000 (constante derivada empíricamente)
L = longitud de la parte, pulg.,
D = diámetro de la parte; pulg., y
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 22 -
NI = amperes vueltas
Por ejemplo, la aplicación de la Ec. 4 se puede ilustrar como sigue: una parte de 10 pulg. (25,4 cm) de
largo y 2 pulg. (5,08 cm) de diámetro exterior tendría una relación L/D de 5 y un requerimiento de amperes
vueltas de NI = 35.000/(5 + 2) ó 5000 (+ 10%) amperes vueltas. Si se emplea una bobina o envoltura con
cable de cinco vueltas, el requerimiento de amperaje es de 5000/5 ó 1000A (+ 10%).
NOTA - Para relaciones L/D menores de 3, se debe usar una pieza polar (material ferromagnético de
aproximadamente el mismo diámetro que la parte) para incrementar efectivamente la relación L/D o utilizar un método
de magnetización alternativo como ser corriente inducida. Para relaciones L/D mayores de 15, en todas las fórmulas
citadas previamente se debe usar un valor máximo de L/D de 15.
14.3.2.4 Relación L/D para una Pieza con Cavidades - Cuando se calcula la relación L/D para
una pieza con cavidades, D se debe reemplazar con un diámetro efectivo Deff calculado usando:
---
donde:
At = área total de la sección transversal de la parte, y
Ah = área de la sección transversal de la o las partes con cavidades de la parte
Para una pieza cilíndrica, esto es equivalente a:
---
donde:
OD = diámetro exterior del cilindro, y
ID = diámetro interior del cilindro.
15. Aplicación de las Partículas Magnetizables Secas y Húmedas
15.1 Partículas Magnetizables Secas:
15.1.1 Campos Magnéticos para Partículas Secas - Los polvos magnetizantes secos generalmente
se aplican con técnicas de magnetización continuas utilizando CA o CA rectificada de media onda ó
magnetización con yugo. Se debe usar una corriente con una duración de por lo menos 1/2 seg. La duración
de la corriente debe ser lo suficientemente breve como para evitar cualquier daño por sobrecalentamiento o
por otras causas. Se debe notar que la CA y la CA rectificada de media onda imparten mejor movilidad a las
partículas para el polvo que la CC o la CA rectificada de onda completa. Los polvos magnetizantes secos se
usan ampliamente para el examen con partículas magnetizantes de grandes partes así como para localizar
áreas tales como soldaduras. Las partículas magnetizantes secas se usan extensamente para aplicaciones en
los campos petrolíferos y con frecuencia se usan junto con equipos del estilo de descarga de capacitor y el
método residual.
15.1.2 Aplicación del Polvo Seco - Los polvos secos se deben aplicar de modo que sobre la
superficie de la parte/pieza se deposite un recubrimiento polvoriento liviano y uniforme mientras se la está
magnetizando. Las partículas secas no se deben aplicar a una superficie húmeda; tendrán una movilidad
limitada. Tampoco se deben aplicar cuando hay excesivo viento. La técnica de aplicación preferida suspende
las partículas en aire de modo que lleguen a la superficie de la parte que se está magnetizando como una nube
uniforme con una fuerza mínima. Normalmente se emplean sopladores de polvo y aplicadores manuales de
polvo especialmente diseñados (Fig. 1b y 4). Las partículas secas no se deben aplicar vertiéndolas,
arrojándolas o dispersándolas con los dedos.
15.1.3 Remoción del Exceso de Polvo - Se debe tener cuidado tanto al aplicar el polvo seco como
al retirar el exceso del mismo. Cuando está presente la corriente de magnetización, se debe tener cuidado de
no retirar las partículas atraídas por un flujo disperso que pueden estar dando una indicación relevante de una
discontinuidad.
15.1.4 Patrones del Polvo para Discontinuidades Casi Superficiales - Para reconocer los patrones
amplios, rizados y escasamente adheridos producidos por discontinuidades casi superficiales, es esencial
observar cuidadosamente la formación de las indicaciones mientras se está aplicando el polvo y también
mientras se está retirando el exceso. Entre sucesivos ciclos de magnetización se debe permitir que transcurra
el tiempo suficiente para la formación y examen de la indicación.
TABLA 2 Intervalos Recomendados para las Verificaciones
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 23 -
Ítem Período Máximo entre Párrafos de
VerificacionesA Referencia
Iluminación:
Intensidad de luz visible 1 semana 7.1.1
Intensidad de luz negra 1 semana 7.1.2
Fondo de intensidad de luz visible 1 semana A 7.1.1
Performance del sistema usando pieza de ensayo o probeta 1 día 20.8.3
anular de Fig. 18
Concentración de la partícula húmeda 8 h, o c/cambio de turno 20.6
Contaminación de la partícula húmeda 1 semana 20.6.4
Ensayo de rotura de agua 1 día 20.7.3
Calibración/control del equipo:
Exactitud del amperímetro 6 meses 20.3.1
Control del temporizador (timer) 6 meses 20.3.2
Corte rápido 6 meses 20.3.3
Control de peso bruto o muerto 6 meses 20.3.6
Controles del medidor de iluminación 6 meses 20.4
A
Nota - El período máximo entre verificaciones se puede extender cuando esto esté sustentado por la estabilidad técnica
real/datos confiables.
15.2 Aplicaciones de las Partículas Húmedas - Las partículas magnetizables, fluorescentes o no
fluorescentes, suspendidas en un vehículo a una concentración recomendada se pueden aplicar por
vaporización o vertiéndolas sobre las áreas a ser inspeccionadas durante la aplicación del campo de corriente
magnetizante (técnica continua) o después de desconectar la corriente (técnica residual). La secuencia
adecuada de operación (magnetización de la parte y oportunidad de la aplicación del baño) es esencial para
formar y retener la indicación. Para la técnica continua no se deben aplicar disparos múltiples de corriente. El
último disparo se debe aplicar después que se hayan esparcido las partículas y cuando todavía está sobre la
parte el baño de partículas. Un solo disparo puede ser suficiente. Se debe tener cuidado de evitar dañar la
parte por sobrecalentamiento u otras causas. Como las indicaciones finas o apoyadas débilmente sobre
superficies con un gran acabado o pulidas pueden ser arrastradas o desvanecidas, se debe tener cuidado de
evitar el flujo a alta velocidad sobre las superficies críticas y detener la aplicación del baño antes de retirar el
campo magnético. Como un campo residual tiene menor intensidad que un campo continuo, tienden a
formarse indicaciones menos pronunciadas.
15.3 Pasta/Pintura Magnetizables - Las pastas/pinturas magnetizables se aplican a la parte con un
pincel antes o durante la magnetización de la parte. Las indicaciones aparecen como una línea oscura contra
un fondo ligeramente plateado. La pasta magnetizable es ideal para realizar exámenes con partículas
magnetizables a niveles elevados o bajo el agua.
15.4 Polímeros Magnetizables - Los polímeros magnetizables se aplican a la parte en ensayo como
suspensiones de polímeros líquidos. La parte luego es magnetizada, se permite que el polímero cure y se
retira el recubrimiento elástico de la superficie de ensayo para examinarlo. Se debe tener cuidado de asegurar
que se complete la magnetización dentro del período de migración activo del polímero que normalmente es de
aproximadamente 10 min. Este método es particularmente aplicable a áreas con acceso visual limitado como
ser agujeros para pernos. Para obtener resultados óptimos, se deben seguir las instrucciones detalladas sobre
la aplicación y uso dadas por el fabricante.
16. Interpretación de las Indicaciones
16.1 Indicaciones Válidas - Todas las indicaciones válidas formadas mediante el examen con
partículas magnetizables son el resultado de los campos de flujo disperso. Las indicaciones pueden ser
relevantes (16.1.1), no relevantes (16.1..2) o falsas (16.1.3).
16.1.1 Indicaciones Relevantes - Las indicaciones relevantes se producen por flujos dispersos que
son el resultado de discontinuidades. Las indicaciones relevantes requieren ser evaluadas con respecto a las
normas de aceptación acordadas entre el fabricante/agencia de ensayo y el comprador (ver Anexo A1).
TABLA 3 Mínima Fuerza de Izado del Yugo
Tipo Espaciado de las Patas Polares del Yugo
de 50 a 100 mm 100 a 150 mm
Corriente (2 a 4 pulg.) (4 a 6 pulg.)
CA 45 N (10 lb)
CC 135 N (30 lb) 225 N (50 lb)
16.1.2 Indicaciones No Relevantes - Las indicaciones no relevantes pueden aparecer en forma
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 24 -
simple o en patrones como resultado de los flujos dispersos creados por condiciones que no requieren
evaluación como ser cambios en la sección (como ser ranuras o agujeros), propiedades inherentes al material
(como ser el borde de una soldadura bimetálica), cableado magnético, etc.
16.1.3 Indicaciones Falsas - Las indicaciones falsas no son el resultado de fuerzas magnéticas.
Ejemplos de las mismas son las partículas mantenidas mecánicamente o por gravedad en depresiones poco
profundas o las partículas mantenidas sobre la superficie por el óxido o la laminilla.
17. Registro de las Indicaciones
17.1 Medios de Registro - Cuando lo requiere un procedimiento escrito, los registros permanentes
de la ubicación, tipo, dirección, longitud(es), y espaciamiento(s) de las indicaciones se pueden hacer mediante
una o varias de las siguientes maneras.
17.1.1 Esquemas - Haciendo un boceto de la o las indicaciones y su ubicación.
17.1.2 Transferencia (Sólo Polvo Seco) - Cubriendo la o las indicaciones con una cinta
transparente autoadhesiva, retirando la cinta con la o las indicaciones de las partículas magnetizables
adheridas a la misma, y colocándola sobre un papel u otro material de sostén apropiado indicando las
ubicaciones.
17.1.3 Película Desprendible (Sólo Polvo Seco) - Cubriendo la o las indicaciones con una
película aplicada por vaporización y desprendible que fije la o las indicaciones en su lugar. Cuando la
película es desprendida de la parte, la o las indicaciones de las partículas magnetizables quedan adheridas a la
misma.
17.1.4 Fotografiado - Fotografiando las indicaciones en sí, o las reproducciones de las
indicaciones en la cinta o en la película desprendible.
17.1.5 Registros Escritos - Se registra la ubicación, longitud, orientación y cantidad de
indicaciones.
17.2 Información Complementaria - A los resultados de la inspección, deben acompañarlos un
registro de los parámetros del procedimiento enumerados abajo, según corresponda:
17.2.1 Método Usado - Método de partículas magnetizables (seco, húmedo, fluorescentes, etc.).
17.2.2 Técnica de Magnetización - Técnica de magnetización (continua, continua-verdadera,
residual).
17.2.3 Tipo de Corriente - Corriente magnetizante (CA, CA rectificada de media onda o CA
rectificada de onda completa, etc.).
17.2.4 Dirección del Campo - Dirección del campo magnético (ubicación de las puntas, secuencia
de la envoltura del cable, etc.).
17.2.5 Intensidad del Campo - Intensidad de la corriente magnetizante (amperes vueltas, amperes
por milímetro (pulg) del espaciado de las puntas, fuerza de izado, etc.).
18. Desmagnetización
18.1 Aplicabilidad - Todos los materiales ferromagnéticos retendrán algo de magnetismo residual,
dependiendo la intensidad del mismo de la retentividad de la parte. El magnetismo residual no afecta las
propiedades mecánicas de la parte. Sin embargo, un campo residual puede causar la adherencia de virutas,
limaduras, laminilla, etc. a la superficie afectando las subsiguientes operaciones de maquinado, pintado o
enchapado. Adicionalmente, si la parte se va a usar en lugares cerca de instrumentos sensibles, los altos
campos magnéticos residuales podrían afectar la operación de estos instrumentos. Además, un campo
magnético residual fuerte en una parte que va a ser soldada por arco podría interferir con la soldadura. Los
campos residuales también pueden interferir con los exámenes que se realicen posteriormente con partículas
magnetizables. La desmagnetización se requiere solamente si está especificada en los planos, especificación
o en la orden de compra. Cuando se requiere, también se debe especificar un nivel de aceptación de la
magnetización residual y el método de medición. Ver 18.3.
18.2 Métodos de Desmagnetización - La facilidad de la desmagnetización depende de la fuerza
coercitiva del metal. La alta retentividad no necesariamente se relaciona con la gran fuerza coercitiva en
cuanto a que la intensidad del campo residual no siempre es un indicador de la facilidad de la
desmagnetización. En general, la desmagnetización se realiza sometiendo la parte a un campo igual o mayor
que el usado para magnetizarla y en casi la misma dirección, y luego se va invirtiendo la dirección del campo
mientras se lo reduce gradualmente hasta llegar a cero.
18.2.1 Extracción desde Bobina de Corriente Alterna - La técnica más rápida y más simple es
pasar la parte por una bobina de corriente alterna de gran intensidad y luego retirar lentamente la parte del
campo de la bobina. Se recomienda una bobina de 10.000 amperes vueltas. La frecuencia de línea
normalmente se toma de corriente alterna de 50 a 60 Hz. La pieza debe ingresar a la bobina desde una
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 25 -
distancia de 12 pulg. (300 mm) y pasar por la misma en forma firme y lenta hasta que la pieza haya
sobrepasado la bobina en una distancia de por lo menos 36 pulg. (900 mm). Se debe tener cuidado de
asegurarse que la parte sea totalmente retirada de la influencia de la bobina antes de discontinuar la fuerza
desmagnetizante; de no ser así el desmagnetizador puede invertir el efecto de magnetización de la parte. Esto
debe repetirse según la necesidad hasta reducir el campo residual a un nivel aceptable. Ver 18.3. Las partes
pequeñas con configuraciones complejas se pueden rotar y volcar mientras pasan por el campo de la bobina.
18.2.2 Corriente Alterna Decreciente - Una técnica alternativa para desmagnetizar la parte es
someterla a un campo mientras se reduce gradualmente su intensidad hasta un nivel deseado.
18.2.3 Desmagnetización con Yugos - Para la desmagnetización local se pueden usar yugos de
corriente alterna colocando los polos sobre la superficie, moviéndolos alrededor del área, y retirando
suavemente el yugo mientras aún está energizado.
18.2.4 Inversión de Corriente Continua - La parte a ser desmagnetizada es sometida a etapas
consecutivas de magnetización con corriente directa invertida y reducida hasta un nivel deseado. (Éste es el
proceso más efectivo para desmagnetizar partes grandes en las que el campo de corriente alterna no tiene
suficiente penetración para remover la magnetización residual interna). Esta técnica requiere equipo especial
para invertir la corriente mientras simultáneamente se la reduce en pequeños incrementos.
18.3 Extensión de la Desmagnetización - La efectividad de la operación de desmagnetización puede
ser indicada utilizando indicadores apropiados del campo magnético o medidores de la intensidad del campo.
Precaución: La parte puede retener un fuerte campo residual después de haber sido magnetizada
circularmente y exhibir una pequeña evidencia externa o ninguna de este campo. En consecuencia, si se
requiere una desmagnetización completa, antes de la magnetización longitudinal se debe realizar la
magnetización circular.
18.3.1 Después de la desmagnetización, los campos residuales no deben superar los 3 G (240 Am-1)
en cualquier lugar de la pieza, valor absoluto, a menos que se haya acordado o especificado otra cosa en el
plano de ingeniería o en el contrato, orden de compra o especificación.
19. Limpieza Post Examen
19. Remoción de las Partículas - Cuando el o los materiales de las partículas magnetizables
pueden interferir con los procesos posteriores o con los requerimientos del servicio, es necesario realizar una
limpieza post examen. El comprador debe especificar cuándo es necesario realizar una limpieza post ensayo y
la extensión requerida.
19.2 Medios para Remover las Partículas - Las técnicas de limpieza post ensayo típicas empleadas
son: (a) uso de aire comprimido para sopletear las partículas magnetizables secas no deseadas; (b) secado
de las partículas húmedas y posterior remoción por cepillado o con aire comprimido; (c) remoción de las
partículas húmedas por enjuague con solvente; y (d) se pueden usar otras técnicas de limpieza post examen
adecuadas siempre que no interfieran con los requerimientos subsiguientes.
20. Evaluación del Desempeño/Sensibilidad del Sistema
20.1 Factores Contribuyentes - La performance/sensibilidad total de un sistema de examen con
partículas magnetizables depende de lo siguiente:
20.1.1 Capacidad del operador, si hay implicada una operación manual.
20.1.2 Control de las etapas del proceso.
20.1.3 Las partículas, o suspensión, o ambas.
20.1.4 El equipo.
20.1.5 Nivel de luz visible.
20.1.6 Monitoreo de la luz negra cuando corresponda.
20.1.7 Intensidad del campo magnético.
20.1.8 Dirección y orientación del campo.
20.1.9 Intensidad del campo residual.
20.1.10 Estos factores se deben controlar individualmente.
20.2 Mantenimiento y Calibración del Equipo - El equipo para partículas magnetizables empleado
debe mantenerse en todo momento en condiciones de trabajo apropiadas. La frecuencia de la calibración de
verificación, normalmente cada seis meses, ver Tabla 2, o siempre que se sospeche un malfuncionamiento,
debe especificarse en los procedimientos escritos de la instalación de prueba. Los registros de los controles y
resultados proveen información útil para fines del control de calidad y deben mantenerse. Además, cuando se
sospeche un malfuncionamiento del sistema, se debe realizar alguno de los ensayos descriptos o todos ellos.
Los ensayos de calibración se deben realizar de acuerdo con las especificaciones o documentos que sean
aplicables.
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 26 -
20.3 Controles del Equipo - Para asegurar la exactitud del equipo de magnetización por partículas
magnetizables se recomiendan los siguientes ensayos.
20.3.1 Exactitud del Amperímetro - Las lecturas del medidor del equipo se deben comparar con las
de un medidor de ensayo de control incorporando un transformador en derivación o un transformador de
intensidad conectado para monitorear la corriente de salida. La exactitud de toda la disposición del medidor
de ensayo de control se debe verificar a intervalos de seis meses o según lo acordado entre el comprador y el
proveedor por medios rastreables al National Institute of Standards and Technology (NIST). Las lecturas
comparativas se deben tomar como mínimo en tres niveles de salida abarcando el rango de uso. La lectura del
medidor del equipo no debe tener una desviación superior a + 10% de plena escala relativa a los valores de
corriente real según lo mostrado por el medidor de ensayo. Precaución: Cuando se mide CA rectificada de
media onda, la lectura de corriente continua de un medidor de ensayo de CC convencional debe ser duplicada.
20.3.2 Control del Temporizador (Timer) - En los equipos que utilizan un temporizador para
controlar la duración del paso de la corriente, se debe controlar la exactitud del temporizador según lo
especificado en la Tabla 2 ó siempre que se sospeche un malfuncionamiento.
20.3.3 Control del Corte Rápido del Campo Magnético - En los equipos que tienen un dispositivo
de corte rápido, se debe controlar y verificar el funcionamiento de este circuito. Este ensayo se puede hacer
usando un osciloscopio adecuado o un dispositivo de ensayo simple que normalmente se consigue del
fabricante. En los paquetes o máquinas electrónicos, la falla para lograr una indicación de “corte rápido”
indicaría que existe un malfuncionamiento en el circuito de energización.
20.3.4 Control de la Salida del Corriente del Equipo - Para asegurar la exactitud continuada del
equipo, las lecturas del amperímetro en cada toma del transformador se debe hacer con una combinación de
amperímetro-derivación calibrada. Este accesorio se conecta en serie con los contactos. La derivación del
equipo no se debe usar para controlar la máquina de la que forma parte. Para unidades de control de corriente
infinita (llave sin derivación), se debe usar la regulación a intervalos de 500 A. Las variaciones que superan
el + 10% de las lecturas del amperímetro del equipo indican la necesidad de hacer el servicio o reparar el
equipo.
20.3.5 Control de Cortocircuitos Internos - Los equipos para partículas magnetizables se deben
controlar periódicamente por cortocircuitos internos. Teniendo el equipo regulado para una salida de máximo
amperaje, cualquier deflexión del amperímetro cuando se activa la corriente sin tener un conductor entre los
contactos es una indicación de un cortocircuito interno.
20.3.6 Ensayo de la Fuerza de Izado del Yugo Electromagnético - La fuerza de magnetización de
un yugo (o de un imán permanente) se debe ensayar determinando su fuerza de izado sobre una placa de
acero. Ver la Tabla 3. La fuerza de izado se relaciona con la intensidad electromagnética del yugo.
20.3.7 Soplador de Polvo - La performance de los sopladores de polvo usados para aplicar las
partículas magnetizables secas se debe controlar a intervalos de rutina o siempre que se sospeche un
malfuncionamiento. El control se debe hacer sobre una parte de ensayo representativa. El soplador debe
cubrir el área bajo ensayo con una capa ligera, uniforme y polvorienta de partículas magnetizables secas y
tener suficiente fuerza como para eliminar el exceso de partículas sin perturbar aquellas partículas que sean
evidencia de indicaciones. Los ajustes necesarios para el caudal del soplador o de la velocidad del aire se
deben hacer de acuerdo con las recomendaciones del fabricante.
20.4 Control del Nivel de Iluminación del Área de Examen:
20.4.1 Intensidad de la Luz Visible - La intensidad de luz en el área de examen debe controlarse a
intervalos especificados con el medidor de luz designado en la superficie de la pieza que se esté examinando.
Ver Tabla 2.
20.4.2 Intensidad de la Luz Negra (Ultravioleta) - La intensidad y longitud de onda de la luz
negra se deben controlar a intervalos especificados pero éstos no deben ser superiores a una semana y cada
vez que se cambie una lámpara. Diariamente se deben limpiar los reflectores y filtros y controlar su
integridad. Ver Tabla 2. Los filtros de UV quebrados o rotos se deben reemplazar inmediatamente. Las
lámparas defectuosas que irradian energía UV también se deben reemplazar.
20.5 Ensayos de Control de Calidad de las Partículas Secas - Para asegurar una performance
uniforme y consistente del polvo magnetizable seco seleccionado para usar, conviene que todos los polvos
que ingresan sean certificados o ensayados verificando su conformidad con las normas de control de calidad
establecidas entre el usuario y el proveedor.
20.5.1 Contaminación:
20.5.1.1 Factores de Degradación - Las partículas magnetizables secas generalmente son muy
resistentes y se desempeñan con un alto grado de consistencia en una amplia gama de procesos. Su
desempeño, sin embargo, está sujeto a degradación por contaminantes tales como humedad, grasa, aceite,
óxido y partículas de laminado, partículas no magnetizables tales como arena de fundición, y exceso de calor.
Estos contaminantes normalmente se manifiestan como un cambio de color y aglomeración de las partículas,
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 27 -
siendo su severidad lo que determina si se continúa usando el polvo o no. Las partículas sobrecalentadas
pueden perder su color, reduciendo así el contraste de color con la parte y obstaculizando de este modo el
examen de la parte. La aglomeración de las partículas puede reducir la movilidad de las mismas durante el
proceso, y los grandes aglomerados de partículas no se pueden retener en una indicación.
20.5.1.2 Aseguramiento de la Calidad de las Partículas - Para asegurarse contra los efectos
nocivos de los posibles contaminantes, se recomienda realizar un ensayo de performance/sensibilidad de
rutina (ver 20.8.3).
20.6 Ensayos de Control de Calidad de las Partículas Húmedas - Los siguientes ensayos para las
suspensiones de partículas magnetizables húmedas se deben realizar al inicio y a intervalos regulares para
asegurar un desempeño consistente. Ver Tabla 2. Como el baño se irá contaminando a través de su uso, es
esencial monitorear el baño de trabajo a intervalos regulares.
20.6.1 Determinación de la Concentración del Baño - La concentración del baño y a veces la
contaminación del mismo se determina midiendo su volumen de asentamiento por medio del tubo para
centrífuga con forma de pera del Método de Ensayo D 96 con un vástago de 1 ml (divisiones de 0,05 ml) para
suspensiones de partículas fluorescentes o un vástago de 1,5 ml (divisiones de 0,1 ml) para suspensiones no
fluorescentes. Antes de muestrear la suspensión, ésta se debe hacer pasar por el sistema de recirculación
durante por lo menos 30 min. para asegurar un total mezclado de todas las partículas que podrían haberse
asentado en la rejilla del sumidero y en los costados o en fondo del tanque. Tomar de la manguera o del pico
una muestra de 100 ml de la suspensión, desmagnetizarla y, antes de realizar la lectura, permitir que se
asiente durante aproximadamente 60 min. en el caso de las suspensiones con destilados de petróleo o durante
30 minutos para las suspensiones en base a agua. El volumen asentado en el fondo del tubo indica la
concentración de las partículas en el baño.
20.6.2 Interpretación de la Muestra - Si la concentración del baño es baja en contenido de
partículas, agregar una cantidad del material de las partículas suficiente como para obtener la concentración
deseada; si la suspensión tiene una alta concentración de partículas, agregar suficiente vehículo hasta obtener
la concentración deseada. Si las partículas asentadas tienen más bien el aspecto de aglomeraciones flojas que
de una capa sólida, tomar una segunda muestra. Si aún aparecen aglomerados, las partículas pueden estar
magnetizadas; reemplazar la suspensión.
20.6.3 Asentamiento de los Volúmenes - Para las partículas fluorescentes, el volumen asentado
recomendado (ver 8.4.6) es de 0,1 a 0,4 ml en una muestra del baño de 100 ml y de 1,2 a 2,4 ml por 100 ml de
vehículo para las partículas no fluorescentes a menos que el fabricante de las partículas especifique otra cosa.
20.6.4 Contaminación del Baño - Tanto las suspensiones fluorescentes como las no fluorescentes
se deben controlar periódicamente por contaminantes tales como polvo, laminilla, aceite, pelusas, pigmento
fluorescente suelto, agua (en el caso de las suspensiones en aceite), y aglomerados de partículas que pueden
afectar adversamente la performance del proceso de examen con partículas magnetizables. Ver Tabla 2.
20.6.4.1 Contaminación Transportada - Para los baños fluorescentes, se debe examinar con luz
negra el líquido que está directamente encima del precipitado. El líquido tendrá una ligera fluorescencia. Su
color se puede comparar con una muestra recientemente preparada usando los mismos materiales o con una
muestra sin uso tomada del baño original que se haya retenido para ese fin. Si la muestra “usada” es
notablemente más fluorescente que el standard de comparación, el baño se debe reemplazar.
20.6.4.2 Contaminación de las Partículas - La parte graduada del tubo se debe examinar bajo luz
negra si el baño es fluorescente y bajo luz visible (para partículas tanto fluorescentes como no fluorescentes)
por estrías o bandas, diferencias en el color o apariencia. Las bandas o estrías pueden indicar contaminación.
Si el volumen total de los contaminantes, incluyendo las bandas o estrías supera el 30% del volumen de las
partículas magnetizables, o si el líquido es notablemente fluorescente (ver 20.6.4), se debe reemplazar el
baño.
20.6.5 Durabilidad de las Partículas - Se debe controlar periódicamente la durabilidad de las
partículas magnetizables en suspensión tanto fluorescentes como no fluorescentes para asegurar que las
partículas no se hayan degradado debido al ataque químico de los vehículos para la suspensión, aceite o agua
acondicionada, o que se hayan degradado mecánicamente por las fuerzas de rotación de la bomba de
recirculación en una unidad de partículas magnetizables horizontal húmeda. La rotura de las partículas
magnetizables fluorescentes en particular, puede resultar en una disminución de la sensibilidad y en un
incremento en el fondo fluorescente no magnetizable. La pérdida de pigmento fluorescente puede producir
indicaciones falsas que pueden interferir con el proceso de examen.
20.6.6 Brillo Fluorescente - Es importante que el brillo del polvo de partículas magnetizables
fluorescente sea mantenido en el nivel establecido de modo que la indicación y el brillo del fondo se puedan
mantener en un nivel relativamente constante. Las variaciones en el contraste pueden afectar notablemente
los resultados de los ensayos. La pérdida de contraste adecuado generalmente es causada por:
20.6.6.1 Un incremento en el nivel de contaminación del vehículo aumentando la fluorescencia
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 28 -
del fondo, o
20.6.6.2 Pérdida de vehículo debido a la evaporación, aumentando la concentración, o
20.6.6.3 Degradación de las partículas fluorescentes. Se puede observar un cambio en la relación
del contraste usando una probeta de ensayo anular con una superficie decapada.
20.6.7 Performance/Sensibilidad - La falla para encontrar una discontinuidad conocida en una
parte o para obtener las indicaciones especificadas en el anillo de ensayo (ver 20.8.3) indica la necesidad de
cambiar todo el baño. Si se usó una parte, debe limpiarse ultrasónicamente de modo que no se pueda detectar
fondo fluorescente cuando se la mira bajo luz negra con una intensidad en la superficie de por lo menos 1000
µW/cm2. Si se observa que algún fondo interfiere con la detección o la interpretación, se debe drenar el baño
y preparar una nueva suspensión.
20.7 Control de las Características del Baño:
20.7.1 Viscosidad - La viscosidad de la suspensión no debe ser superior a 5 mm2/seg. (5,0 cSt), a
cualquier temperatura en la que se pueda usar el baño, cuando se ensaya de acuerdo con el Método de Ensayo
D 445.
20.7.2 Punto de Inflamación - El punto de inflamación de la suspensión con destilado liviano de
petróleo para partículas magnetizables húmedas debe ser como mínimo de 200°F (93°C); usar el Método de
Ensayo D 93.
20.7.3 Ensayo de la Rotura del Agua para Vehículos con Agua Acondicionada - El agua
adecuadamente acondicionada proporcionará humectación apropiada, dispersión de las partículas y
protección anticorrosiva. El ensayo de rotura de agua se debe realizar inundando con la suspensión una parte,
con un acabado superficial similar al de las que estén bajo ensayo, y luego observando la apariencia de la
superficie de la parte después de detener la inundación. Si la película de la suspensión es continua y uniforme
sobre toda la parte, hay presente suficiente agente humectante. Si la película de la suspensión se interrumpe,
exponiendo superficies desnudas de la parte, y la suspensión forma muchas gotitas separadas en la superficie,
es necesario agregar más agente humectante o la parte no se ha limpiado lo suficiente.
20.7.4 pH de los Vehículos con Agua Acondicionada - El pH del baño con agua acondicionada
debe estar entre 6.0 y 10.5 determinado mediante un medidor de pH adecuado o con papel especial para pH.
20.8 Performance del Sistema de Verificación:
20.8.1 Partes con Discontinuidades para Ensayos de Producción - Una forma práctica de evaluar
la performance y sensibilidad de las partículas magnetizables secas o húmedas o el desempeño de todo el
sistema, o ambos, es usar partes de ensayo representativas con discontinuidades conocidas del tipo y
severidad que las encontradas normalmente durante la inspección real en producción. Sin embargo, la utilidad
de tales partes es limitada debido a que no se puede controlar la orientación y magnitud de las
discontinuidades. No se recomienda el uso de partes falladas con discontinuidades severas. Precaución: Si
se usan tales partes, después de cada uso deben limpiarse y desmagnetizarse completamente.
20.8.2 Partes para Ensayo con Discontinuidades Fabricadas - Con frecuencia no se dispone de
partes de ensayo para producción con discontinuidades conocidas del tipo y severidad necesarias para la
evaluación. Como alternativa, se pueden usar probetas de ensayo fabricadas con discontinuidades de distintos
grados y severidad para proveer una indicación de la efectividad del proceso de examen con partículas
magnetizables secas o húmedas.
20.8.3 Placa de Ensayo - La placa para ensayar la performance del sistema de partículas
magnetizables mostradas en la Fig. 18 es útil para ensayar toda la performance de los sistemas que usan
puntas de prueba y yugos.
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 29 -
Fig. 18 Placa de Ensayo de la Performance del Sistema de Partículas Magnetizables
20.8.4 Probeta Anular para Ensayo - La probeta anular (Ketos) de ensayo (Fig. 19) se usa
también para evaluar y comparar la performance y sensibilidad totales de las técnicas con partículas
magnetizables fluorescentes y no fluorescentes, tanto secas como húmedas, utilizando una técnica de
magnetización con conductor central.
20.8.4.1 Material para el Anillo para Ensayo - El anillo (Ketos) de acero para herramientas se
debe maquinar en un material AISI 01 de acuerdo con la Fig. 19. El anillo maquinado o el acero inicial se
deben templar a 900°C (1650°F), enfriar a 28°C (50°F) por hora hasta 540°C (1000°F) y luego enfriar en aire
hasta la temperatura ambiente para dar resultados comparables usando anillos similares que hayan recibido el
mismo tratamiento. El material y el tratamiento térmico son variables importantes. La experiencia indica que
el control de solamente la maleabilidad del anillo por dureza (90 a 95 HRB) no resulta suficiente.
20.8.4.2 Uso del Anillo para Ensayo - El anillo para ensayo, Fig. 19, es magnetizado
circularmente con CA rectificada de onda completa pasando por un conductor central con un agujero de 1 a
1 1/4 pulg. (25 a 31 mm) de diámetro ubicado en el centro del anillo. El conductor debe tener una longitud
mayor de 16 pulg. (400 mm). La corriente usada, a menos que se acuerde otra cosa entre el usuario y el
fabricante de las partículas, debe ser de 1400 A. Para las partículas secas la cantidad mínima de agujeros
mostrados debe ser cuatro. Para las partículas húmedas la cantidad mínima de agujeros mostrados debe ser
tres. El borde del anillo debe examinarse después de 1 min. con luz negra o luz visible, ver 20.4, dependiendo
del tipo de partículas involucradas.
20.8.5 Indicadores del Campo Magnético:
20.8.5.1 Indicador de Campo “Torta” - El indicador de campo magnético mostrado en la Fig. 15
descansa en las ranuras entre los segmentos con forma de torta para mostrar la presencia de una dirección
aproximada del campo magnético. Indica una intensidad de campo adecuada cuando una línea claramente
definida de partículas magnetizables se forma a través de la superficie de cobre del indicador (las ranuras
están contra la pieza) cuando las partículas magnetizables se aplican simultáneamente con la fuerza
magnetizante. La falla para obtener una indicación puede ser el resultado de: (1) un campo magnético
insuficiente, ó (2) las propiedades magnéticas del material que se está examinando, o ambos.
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 30 -
Fig. 19 Anillo para Ensayo
20.8.5.2 Espesores o Láminas Ranurados - Existen varios tipos de espesores ranurados. Tres,
mostrados en la Fig. 16, similares pero no idénticos, se han usado en Japón durante años y se están
fabricando en USA. Se pueden obtener profundidades de ranuras de 15, 30 y 60% del espesor de la lámina;
las ranuras son labradas químicamente. El lado ranurado se coloca en estrecho contacto con la pieza. La
ranura (barra) lineal es útil cuando las discontinuidades son críticas en una dirección específica. La ranura
circular indica la dirección de la máxima intensidad de campo y la tolerancia angular de la sensibilidad. Se
puede usar para desarrollar procedimientos de magnetización multidireccionales. La tira ranurada
radialmente ha demostrado ser más útil para partes con espacios angostos y radios pequeños. Se debe usar el
método continuo verdadero (10.1.2) de magnetización, esto es, las partículas se deben aplicar antes de detener
el paso de la corriente. Para aplicaciones de polvo seco, antes de detener la circulación de la corriente se debe
sopletear el exceso de polvo.
20.8.6 Sonda de Efecto Hall - La sonda o sensor de efecto Hall mide la intensidad del campo
tangencial (en el aire adyacente a la parte) de la fuerza magnetizante (H) y se calibra en gauss. El sensor se
debe usar con cuidado. Se debe mantener cerca de la superficie de la parte. Se deben seguir las instrucciones
del fabricante. Estos instrumentos se pueden usar para detectar un campo residual o medir campos producidos
durante los disparos del cabezal o disparos usando un conductor central.
21. Procedimientos
21.1 Procedimiento Escrito - Cuando se especifique un procedimiento, se debe redactar para todos
los exámenes con partículas magnetizables y debe incluir como mínimo la siguiente información.
Generalmente se usa un esquema para ilustrar la geometría de la pieza, técnicas, y áreas a examinar. Este
esquema también se puede usar para registrar la ubicación de los indicadores de campo magnético y para
registrar la ubicación de las discontinuidades.
21.1.1 Área a ser examinada (parte entera o área específica),
21.1.2 Tipo de material de las partículas magnetizables (seco o húmedo, visible o fluorescente),
21.1.3 Equipo para partículas magnetizables,
21.1.4 Requerimientos para la preparación de la superficie de la parte,
21.1.5 Proceso de magnetización (continuo, continuo-verdadero, residual),
21.1.6 Corriente de magnetización (alterna, CA rectificada de media onda, CA rectificada de onda
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 31 -
completa, continua),
21.1.7 Medios para establecer la magnetización de la parte (directa-puntas, contacto con cabezales
frontal/posterior o envoltura con cable, indirecto-bobina/envoltura con cable, yugo, conductor central, etc.),
21.1.8 Dirección del campo magnético (circular o longitudinal),
21.1.9 Controles de la performance/sensibilidad del sistema,
21.1.10 Intensidad del campo magnético (amperes vueltas, densidad del campo, fuerza de
magnetización, y número y duración de la aplicaciones de la corriente magnetizante),
21.1.11 Aplicación del medio de examen,
21.1.12 Interpretación y evaluación de las indicaciones,
21.1.13 Tipo de registros incluyendo los criterios de aceptación/rechazo,
21.1.14 Técnicas de desmagnetización, si se las requiere, y
21.1.15 Limpieza post-examen, si es requerida,
21.2 Informes Escritos - Los informes escritos se deben preparar según lo acordado entre la
agencia/departamento de ensayo y el comprador/usuario.
22. Normas de Aceptación
22.1 La aceptabilidad de las partes examinadas por este método no se especifica aquí. Las normas
de aceptación son tema de acuerdo entre el fabricante y el comprador y deben establecerse en un contrato,
especificación o código.
23. Seguridad
23.1 Todo lo involucrado con el manejo de la exposición a riesgos por el examen de partículas
magnetizables incluye:
23.1.1 Choque y Quemaduras con Electricidad - Los choques eléctricos pueden causar un shock y
particularmente quemaduras por los altos amperajes a las tensiones relativamente bajas que se usan. El
equipo que manipula suspensiones con agua debe tener una buena descarga a tierra.
23.1.2 Partículas Voladoras - Las partículas magnetizables, particularmente las secas, polvo,
arena de fundición, óxido y laminilla pueden ingresar a los ojos y oídos cuando se sopletean para eliminarlas
de la parte, cuando se aplican a una superficie vertical o elevada o cuando se limpia con aire comprimido una
superficie examinada. Las partículas secas son fáciles de inhalar por lo que se recomienda usar máscaras
respiradoras para polvo.
23.1.3 Caídas - Caída desde un andamio o escalera si se trabaja sobre una gran estructura en el
campo o taller.
23.1.4 Fuego - Ignición de un baño con destilado de petróleo.
23.1.5 Medio Ambiente - Realizar el examen con partículas magnetizables cuando haya presencia
de vapores inflamables como ser en una planta petroquímica o una refinería de petróleo. El trabajo bajo el
agua posee su propio conjunto de riesgos.
23.1.6 Pisos Húmedos - Resbalar en un piso empapado con una suspensión con partículas.
23.1.7 Corrimiento o Caída de Componentes de Gran Tamaño - Los componentes de grandes
dimensiones, especialmente los que se encuentran sobre soportes temporarios pueden desplazarse durante el
examen o caer mientras se los iza. Además, el operador debe estar alerta sobre la posibilidad de sufrir
lesiones en su cuerpo por quedar atrapados sus miembros entre una eslinga/cadena o entre los cabezales
frontal y posterior y la pieza.
23.1.8 Exposición a la Luz Ultravioleta - La luz ultravioleta que supera los 1000 µW/cm2 puede
afectar adversamente los ojos y la piel. Cuando haya presente luz negra de gran intensidad se sugiere usar
gafas de seguridad diseñadas para absorber radiación con longitud de onda UV.
23.1.9 Materiales y Concentrados - El manipuleo seguro de las partículas magnetizables y
concentrados está regido por las Hojas de Datos de Seguridad de Materiales (MSDS) del proveedor. El
proveedor debe suministrar a todos los usuarios las MSDS según 29 CFR 1910.1200 o equivalente y deben
ser preparadas de acuerdo con FED-STD-313.
24. Precisión y Tendencia
24.1 La metodología descripta en la práctica producirá resultados repetibles siempre que:
24.1.1 La intensidad del campo de flujo disperso en la parte/pieza esté confirmada y,
24.1.2 El campo tenga la orientación apropiada con respecto a las discontinuidades que se están
buscando.
24.2 Debe admitirse que la condición de la superficie del material que se esté examinando, las
propiedades magnéticas del material, su forma, y el control de los factores listados en 20.1 influyen sobre los
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 32 -
resultados obtenidos.
25. Palabras Clave
25.1 seco; evaluación; examen; fluorescente; inspección, partículas magnetizables; no destructivo,
ensayo.
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 33 -
ANEXO
(Información No Obligatoria)
A1. INDICACIONES DE PARTÍCULAS MAGNETIZABLES TÍPICAS
A.1.1 Las discontinuidades superficiales, con pocas excepciones, producen indicaciones definidas y
distintivas de las partículas magnetizables. Las discontinuidades casi superficiales, por el otro lado, producen
indicaciones de las partículas magnetizables menos distintivas o borrosas en comparación con las
discontinuidades superficiales; las indicaciones de las partículas magnetizables son más bien groseras que
definidas y las partículas se mantienen con menor firmeza.
A.1.2 Método Húmedo:
A.1.2.1 Fluorescente - En las Fig. de A1.1 a A1.6 se muestran indicaciones de grietas superficiales,
indicaciones superficiales, y una indicación de una discontinuidad casi superficial
A.1.2.2 No Fluorescente - En las Fig. de A1.7 a A1.16 se muestran indicaciones de grietas
superficiales.
A.1.3 Método Seco - En las Fig. de A1.17 a A1.23 se muestran indicaciones de grietas superficiales.
A.1.4 En las Fig. de A1 24 a A1.26 se muestran indicaciones no relevantes.
Fig. A.1.1 Indicaciones de Grietas Superficiales
(Producidas por Magnetización con Conductor Central, CC)
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 34 -
Fig. A.1.2 Indicaciones de Grietas Superficiales
(Producidas por Magnetización con Conductor Central, CC)
Fig. A.1.3 Indicaciones de Grietas Superficiales
(Producidas por Magnetización con Conductor Central, CC)
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 35 -
Fig. A.1.4 Indicaciones Superficiales
(Producidas por Magnetización con Conductor Central, CC )
Fig. A.1.5 Indicaciones de Grietas Superficiales
(Producidas por Magnetización Circular, CC Continua)
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 36 -
Fig. A.1.6 Indicaciones de Discontinuidad Casi Superficial
(Producidas por Magnetización con Punta de Prueba)
Fig. A.1.7 Indicaciones de Grietas Superficiales
(Producidas por Magnetización con Conductor Central, CC Continua)
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 37 -
Fig. A.1.8 Indicaciones de Grietas Superficiales
(Producidas por Magnetización con Conductor Central, CC Continua)
Fig. A.1.9 Indicaciones de Grietas Superficiales
(Producidas por Magnetización con Conductor Central, CC Continua)
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 38 -
Fig. A.1.10 Indicaciones de Grietas Superficiales
(Producidas por Magnetización Indirecta Circular, con CC)
--- ---
Fig. A.1.11 Indicaciones de una Discontinuidad Fig. A.1.13 Indicaciones con Caucho Magnetizado
Casi Superficial (Producidas por Magnetización de Grietas Superficiales en Agujeros de Sujeción
Directa Circular, con CC Continua) de un Aeroplano (Producidas por Magnetización
con Yugo, con CC Continua)
--- ---
Fig. A.1.12 Indicaciones de Discontinuidades Fig. A.1.14 Indicaciones con Caucho Magnetizado
Casi Superficiales (Producidas por Magnetización de Grietas Superficiales en Agujeros de Sujeción
Directa Circular, CC Continua) de un Aeroplano (Producidas por Magnetización
con Yugo, CC Continua)
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 39 -
Fig. A.1.15 Indicaciones con Suspensión Magnetizable de Grietas Superficiales
en Soldadura (Producidas por Magnetización con Yugo, CA Continua)
Fig. A.1.16 Indicaciones con Suspensión Magnetizable de Grietas Superficiales
(Producidas por Magnetización con Yugo, CA Continua)
Fig. A.1.17 Indicaciones de una Discontinuidad Casi Superficial
(Producidas por Magnetización con Punta de Prueba, CC Media Honda Continua)
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 40 -
Fig. A.1.18 Indicaciones de una Discontinuidad Casi Superficial
(Producidas por Magnetización con Punta de Prueba, CC Media Honda Continua)
--- ---
Fig. A.1.19 Indicaciones de Grietas Superficiales Fig. A.1.20 Indicaciones de Grietas Superficiales
(Producidas por Magnetización Indirecta (Producidas por Magnetización con Punta
Circular, CA Continua) de Prueba, CA Continua)
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 41 -
Fig. A.1.21 Indicaciones de Grietas Superficiales
(Producidas por Magnetización con Punta de Prueba, CC Continua)
Fig. A.1.22 Indicaciones de Grietas Superficiales
(Producidas por Magnetización Directa Circular, CA Continua)
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 42 -
Fig. A.1.23 Indicaciones de Grietas Superficiales
(Producidas por Magnetización con Conductor Central, CA Continua)
Fig. A.1.24 Indicaciones No Relevantes de Cableado Magnetizado
(Producidas por Magnetización Directa, CC Continua)
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 43 -
Fig. A.1.25 Indicaciones No Relevantes debido al Cambio de Sección en una Parte Pequeña
(Producidas por Magnetización Indirecta Circular, CC Continua)
Fig. A.1.26 Indicaciones No Relevantes de la Unión entre Materiales Distintos
(Producidas por Magnetización Residual con Bobina de CC)
106931495.doc - SM/Sokas/SMIL - 1/98 - 21/08/2012 ASTM E 709 - 95 - 44 -
También podría gustarte
- ASTM E709-21 EspañolDocumento48 páginasASTM E709-21 EspañolAbel muñoz cortes100% (6)
- Evaluacion de Particulas MagneticasDocumento10 páginasEvaluacion de Particulas MagneticascarlosAún no hay calificaciones
- Manual VT Nivel IiDocumento48 páginasManual VT Nivel IiAndres Bermudez100% (2)
- Herramienta Magnetic Flux Leakage (MFL)Documento20 páginasHerramienta Magnetic Flux Leakage (MFL)cristian0% (1)
- Redacción Instrucción Técnica Segun Norma en Iso 9712 (Sector Soldadura)Documento11 páginasRedacción Instrucción Técnica Segun Norma en Iso 9712 (Sector Soldadura)José Miguel Sedeño100% (1)
- Astm e (Español) 709-01Documento41 páginasAstm e (Español) 709-01Danny Milton Silva Vasquez83% (6)
- E709 MT EspañolDocumento52 páginasE709 MT EspañolCLIFFORDPA100% (11)
- ASTM 709 Español DesignaciónDocumento20 páginasASTM 709 Español DesignaciónAndrei Santana100% (2)
- E709 95Documento44 páginasE709 95ndtendAún no hay calificaciones
- Guia E709 - EspañolDocumento52 páginasGuia E709 - EspañolRafael MedinaAún no hay calificaciones
- Procedimiento Particulas MagneticasDocumento19 páginasProcedimiento Particulas MagneticasSimón Pedro Araya TapiaAún no hay calificaciones
- PhasorDocumento86 páginasPhasorAdrian Eli BravoAún no hay calificaciones
- Traduccion E797 FullDocumento8 páginasTraduccion E797 Fulljhojan garciaAún no hay calificaciones
- Particulas Magneticas 2Documento50 páginasParticulas Magneticas 2ClaudioCarballalAún no hay calificaciones
- Ut Api 1104Documento6 páginasUt Api 1104Erick OlavarriaAún no hay calificaciones
- Partículas MagnéticasDocumento35 páginasPartículas MagnéticasJoseCorreaAún no hay calificaciones
- Curso Preparación Examen ASNT Basic RevDDocumento4 páginasCurso Preparación Examen ASNT Basic RevDCamilo Niño50% (2)
- P-BV-COGA-002 Rev.0 Procedimiento de Inspección de Uniones Soldadas Por Partículas Magnéticas (Yugo Magnético)Documento11 páginasP-BV-COGA-002 Rev.0 Procedimiento de Inspección de Uniones Soldadas Por Partículas Magnéticas (Yugo Magnético)wilberAún no hay calificaciones
- Temario para El Curso de Partículas MagnéticasDocumento3 páginasTemario para El Curso de Partículas MagnéticasIvan Alonso Navarro JaraAún no hay calificaciones
- Ta 094Documento29 páginasTa 094Marcelino Navarrete EvaristoAún no hay calificaciones
- Normas, Discontinuidades y Defectos en SoldadurasDocumento32 páginasNormas, Discontinuidades y Defectos en SoldadurasAndrey TenorioAún no hay calificaciones
- Curso PAUT Módulo BDocumento74 páginasCurso PAUT Módulo BBladimirAún no hay calificaciones
- Manual UT NivelI OkDocumento187 páginasManual UT NivelI OkRicardo ValeAún no hay calificaciones
- Ultrasonido PDFDocumento89 páginasUltrasonido PDFagrupacionam100% (1)
- Manual Nivel II Ultrasonido - AeronaúticaDocumento86 páginasManual Nivel II Ultrasonido - AeronaúticaWilson RodriguezAún no hay calificaciones
- Procedimiento PT - Tipo II Método ADocumento14 páginasProcedimiento PT - Tipo II Método AJohnFBarbosaAún no hay calificaciones
- Examen Parcial-3 Tofd-Nivel IiDocumento6 páginasExamen Parcial-3 Tofd-Nivel Iiotilio100% (1)
- CAP VI RADIOGRAFIA INDUSTRIAL - PpsDocumento38 páginasCAP VI RADIOGRAFIA INDUSTRIAL - PpsEnriqueAún no hay calificaciones
- Procedimientos UT-MT-AWS-D1. 5Documento23 páginasProcedimientos UT-MT-AWS-D1. 5JuanDavidGrimaldosDiaz100% (1)
- Calibración Haz Angular para CampoDocumento4 páginasCalibración Haz Angular para CampoHumberto Campos jr100% (3)
- Reporte de Pruebas Corrientes de EddyDocumento2 páginasReporte de Pruebas Corrientes de EddyMiguelAngelLopezMurciaAún no hay calificaciones
- PROCEDIMIENTO DE PARTICULAS MAGNETICAS - ComprimirDocumento29 páginasPROCEDIMIENTO DE PARTICULAS MAGNETICAS - Comprimirsantiago gomez bedoya100% (1)
- ASTM E - 317-11 (Traducción) PDFDocumento19 páginasASTM E - 317-11 (Traducción) PDFduvanp92Aún no hay calificaciones
- SPANISH Section 4 Introduction To The Teletest Focus System REV00-correctedDocumento8 páginasSPANISH Section 4 Introduction To The Teletest Focus System REV00-correctedJlaraneda SantiagoAún no hay calificaciones
- Teletest Ondas GuiadasDocumento125 páginasTeletest Ondas Guiadashcmcrlho100% (1)
- Lobe PND 030Documento22 páginasLobe PND 030juan perezAún no hay calificaciones
- Liquidos PenetrantesDocumento70 páginasLiquidos PenetrantesHelga Viviana AlmeidaAún no hay calificaciones
- Ultrasonido Multielemento (PhasedDocumento7 páginasUltrasonido Multielemento (PhasedhuicholeAún no hay calificaciones
- Examen Parcial-1 Tofd-Nivel IIDocumento3 páginasExamen Parcial-1 Tofd-Nivel IIotilioAún no hay calificaciones
- Ensayo Ut de Ejes y VastagosDocumento5 páginasEnsayo Ut de Ejes y Vastagos16740386Aún no hay calificaciones
- PDF Curso Criterios de Aceptacion Medicion de Espesores e Integridad Ypfb CompressDocumento142 páginasPDF Curso Criterios de Aceptacion Medicion de Espesores e Integridad Ypfb Compressronald villalobosAún no hay calificaciones
- Manual Liquidos Penetrantes Nivel I y Ii 2022Documento104 páginasManual Liquidos Penetrantes Nivel I y Ii 2022Teresa CruzAún no hay calificaciones
- CAPÍTULO 12. - Ensayos No DestructivosDocumento89 páginasCAPÍTULO 12. - Ensayos No DestructivosAjrod RodAún no hay calificaciones
- Control de Calidad en CompositesDocumento9 páginasControl de Calidad en CompositesAndres Felipe Perez MarinAún no hay calificaciones
- Proced y Prac UT Imende Nivel IIDocumento123 páginasProced y Prac UT Imende Nivel IIJulián Méndez TorresAún no hay calificaciones
- Prueba de Partículas MagnéticasDocumento37 páginasPrueba de Partículas MagnéticasEder AlexonAún no hay calificaciones
- ASTM E709-MT-espanolDocumento52 páginasASTM E709-MT-espanolmayra semiramis martinez ramirezAún no hay calificaciones
- E709 15Documento21 páginasE709 15Xheko Kalaka MendoskakoreAún no hay calificaciones
- Astme 709 08Documento41 páginasAstme 709 08Andrés AcuñaAún no hay calificaciones
- Astm E709 21 Espaol CompressDocumento48 páginasAstm E709 21 Espaol CompressJC JCAún no hay calificaciones
- ASTM E709 01 STANDARD GUIDE Mag Part ExamDocumento38 páginasASTM E709 01 STANDARD GUIDE Mag Part ExamEli Gonzáles MejíaAún no hay calificaciones
- Esp E1444Documento20 páginasEsp E1444Lorena SuarezAún no hay calificaciones
- Especificacion Union Fenosa SP2100111Documento55 páginasEspecificacion Union Fenosa SP2100111Eacm McaeAún no hay calificaciones
- E1444Documento20 páginasE1444Luis GuevaraAún no hay calificaciones
- OJOOO Instructivo de Muestreo Analisis de SemillasDocumento12 páginasOJOOO Instructivo de Muestreo Analisis de SemillasAngel EntrenaAún no hay calificaciones
- Práctica Estándar para Examen de Partículas MagnéticasDocumento2 páginasPráctica Estándar para Examen de Partículas MagnéticasSteven Pereira MartinezAún no hay calificaciones
- Astm E1444 - 2016Documento35 páginasAstm E1444 - 2016Rafael MedinaAún no hay calificaciones
- Informe Tratamientos Térmicos (Heat Treatment)Documento56 páginasInforme Tratamientos Térmicos (Heat Treatment)LUGO RUIZ ALLEN FEDERICOAún no hay calificaciones
- Ju 001 06 Aus 0000 06 25 0009 - 0Documento18 páginasJu 001 06 Aus 0000 06 25 0009 - 0aach17Aún no hay calificaciones
- Ensayos y calidades de materiales compuestosDe EverandEnsayos y calidades de materiales compuestosAún no hay calificaciones
- Discontinuidaes y Defectos-07Documento70 páginasDiscontinuidaes y Defectos-07alps935Aún no hay calificaciones
- Juntas JPC PDFDocumento13 páginasJuntas JPC PDFclaudioAún no hay calificaciones
- Dureza - PDF Curso PDFDocumento27 páginasDureza - PDF Curso PDFclaudio100% (1)
- Norma e 165 95 Liquidos PenetrDocumento15 páginasNorma e 165 95 Liquidos Penetralexunder197330Aún no hay calificaciones
- Curso Ut SGS.2Documento98 páginasCurso Ut SGS.2claudioAún no hay calificaciones
- Pdvsa Radiografia IndustrialDocumento24 páginasPdvsa Radiografia Industrialclaudio100% (1)
- Spotcheck PDFDocumento4 páginasSpotcheck PDFShenhua Kronen SohneAún no hay calificaciones
- Actividad 3Documento2 páginasActividad 3Ericka Fernanda Camacho InsuasteAún no hay calificaciones
- Ley 22351 de Parques NacionalesDocumento11 páginasLey 22351 de Parques NacionalesMarcelo GutiérrezAún no hay calificaciones
- Manual TDNDocumento7 páginasManual TDNCarlos MazoAún no hay calificaciones
- PerfilRecHumanos (17dic13)Documento5 páginasPerfilRecHumanos (17dic13)Alejandra ValleAún no hay calificaciones
- 1 Formato - ABC-de-EllisDocumento4 páginas1 Formato - ABC-de-EllisDiana MartínezAún no hay calificaciones
- Act 5 Quiz 1Documento11 páginasAct 5 Quiz 1Jose Tobias CerqueraAún no hay calificaciones
- PolinomioDocumento3 páginasPolinomioJesús David Mendoza SuárezAún no hay calificaciones
- Campora E. Nemcovsky - Programa de Formación DocenteDocumento12 páginasCampora E. Nemcovsky - Programa de Formación DocenteAndres Romulo BautistaAún no hay calificaciones
- Informe de Lectura 2 Teologia de LiberaciónDocumento3 páginasInforme de Lectura 2 Teologia de LiberaciónBárbara Constanza Valenzuela ValdiviaAún no hay calificaciones
- Determinantes Sociales de La SaludDocumento18 páginasDeterminantes Sociales de La SaludRafael Cardenas100% (1)
- 18 Fracciones Tercero de PrimariaDocumento18 páginas18 Fracciones Tercero de PrimariaLauraAún no hay calificaciones
- Duschatzky y Birgin Donde Esta La EscuelaDocumento23 páginasDuschatzky y Birgin Donde Esta La EscuelatanianairAún no hay calificaciones
- Manual 2020 - I - Metrados de Estructuras (2493)Documento123 páginasManual 2020 - I - Metrados de Estructuras (2493)Masugo SacAún no hay calificaciones
- Plan de Clase Argumentado Grupo SanguíneoDocumento5 páginasPlan de Clase Argumentado Grupo SanguíneoEdna JimenezAún no hay calificaciones
- Comunicación AsertivaDocumento3 páginasComunicación AsertivaWilliam Lara LuisAún no hay calificaciones
- Trabajo de Tercera FaseDocumento16 páginasTrabajo de Tercera FaseStephanieCynthiaRetamozoSurcoAún no hay calificaciones
- Analisis de Penolgia de VenezuelaDocumento4 páginasAnalisis de Penolgia de VenezuelaMaritza Ruiz100% (1)
- HOMEOPATIADocumento21 páginasHOMEOPATIAOrlando Porras MoraAún no hay calificaciones
- Desarrollo Del Concepto Teorico de Estructura EconomicaDocumento2 páginasDesarrollo Del Concepto Teorico de Estructura EconomicaJASSER JOSEPH CORDERO ROBLESAún no hay calificaciones
- Tema - Tesis II ActualDocumento24 páginasTema - Tesis II ActualMick Engels OrtizAún no hay calificaciones
- Sesi 15Documento5 páginasSesi 15manson msmsAún no hay calificaciones
- El Discurso Político Del Presidente Evo MoralesDocumento12 páginasEl Discurso Político Del Presidente Evo Moralesmaco123Aún no hay calificaciones
- Estudio Previo Biblioteca MovilDocumento23 páginasEstudio Previo Biblioteca MovilMichael DuranAún no hay calificaciones
- Cirugia ContaminadaDocumento12 páginasCirugia Contaminadajuanpa70100% (2)
- Taller 1 Gestion Basica de La InformacionDocumento7 páginasTaller 1 Gestion Basica de La InformacionJuan Felipe MartinezAún no hay calificaciones
- SimulacroDocumento18 páginasSimulacroAngel Miguel Pomatay paquiyauriAún no hay calificaciones
- Citas Textuales CastellanoDocumento6 páginasCitas Textuales CastellanoJerónimo AlzateAún no hay calificaciones
- EsIA-Clausara Botadero San AntonioDocumento137 páginasEsIA-Clausara Botadero San AntonioWillingtonArgandoñaPaucarAún no hay calificaciones
- Slajov Zizek y Otros (1994) Ideología, Un Mapa de La Cuestión.Documento188 páginasSlajov Zizek y Otros (1994) Ideología, Un Mapa de La Cuestión.juanjoAún no hay calificaciones
- Uso Del Control de CalidadDocumento8 páginasUso Del Control de CalidadLiborio Martinez CruzAún no hay calificaciones