También podría gustarte
- Cap #04-ALINEAMIENTODocumento100 páginasCap #04-ALINEAMIENTORenzo SalieriAún no hay calificaciones
- Método de Alineamiento Ejes RotativosDocumento23 páginasMétodo de Alineamiento Ejes RotativosManuel CarreñoAún no hay calificaciones
- Alineacion de Maquinaria Rotativa PDFDocumento23 páginasAlineacion de Maquinaria Rotativa PDFAgustinAún no hay calificaciones
- 16 - OCR-mantenimiento de Bombas de Desplazamiento PositivoDocumento37 páginas16 - OCR-mantenimiento de Bombas de Desplazamiento PositivoAbraham GarciaAún no hay calificaciones
- T12 Determinación de Fallas en Transmisión Por Fajas en V 2018Documento25 páginasT12 Determinación de Fallas en Transmisión Por Fajas en V 2018jasito010102Aún no hay calificaciones
- Updoc - Tips - Analisis Iso 4021 PDFDocumento1 páginaUpdoc - Tips - Analisis Iso 4021 PDFnestor mospanAún no hay calificaciones
- Modulo 6 Bomba de Desplazamiento PositivoDocumento42 páginasModulo 6 Bomba de Desplazamiento Positivo98097048273549Aún no hay calificaciones
- Rotores Con Barras Rotas PDFDocumento2 páginasRotores Con Barras Rotas PDFJPablitoFEAún no hay calificaciones
- Alineando 2Documento26 páginasAlineando 2Yraula CrucesAún no hay calificaciones
- Granulometría Uniforme en Fragmentos de Roca Granulometría Uniforme en Fragmentos de RocaDocumento5 páginasGranulometría Uniforme en Fragmentos de Roca Granulometría Uniforme en Fragmentos de RocaOmar GuillenAún no hay calificaciones
- Manual Instalación CSI-6500Documento193 páginasManual Instalación CSI-6500demostenes69Aún no hay calificaciones
- Procedimiento de Mantto Del Rotex Mod. 804Documento26 páginasProcedimiento de Mantto Del Rotex Mod. 804Curtis Fletcher100% (1)
- Cojinetes - RodamientosDocumento68 páginasCojinetes - RodamientosStuard VigilAún no hay calificaciones
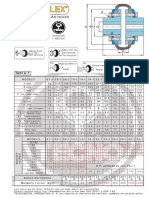
- Acoples Tecno Periflex PDFDocumento2 páginasAcoples Tecno Periflex PDFRodrigo Orias LoyolaAún no hay calificaciones
- 04 Defectos en Piezas Mecánicas Medicion de Ejes AgujerosDocumento17 páginas04 Defectos en Piezas Mecánicas Medicion de Ejes AgujerosRaúl AnelAún no hay calificaciones
- RCM Capítulo 1 - IntroducciónDocumento14 páginasRCM Capítulo 1 - IntroducciónCesar Ortega CAún no hay calificaciones
- ALIGNEO CursoDocumento38 páginasALIGNEO CursoGonzalo Corrales Bouroncle100% (1)
- Alineacion Capitulo 2 Causas y Efectos BimanDocumento41 páginasAlineacion Capitulo 2 Causas y Efectos Bimanleonel100% (1)
- Alineamiento de BombasDocumento30 páginasAlineamiento de BombasMiguel Angel100% (1)
- Metodos de Balanceo PDFDocumento40 páginasMetodos de Balanceo PDFVictor Vera SAún no hay calificaciones
- Qué Es La AlineaciónDocumento19 páginasQué Es La AlineaciónTurkechyAún no hay calificaciones
- Capacitacion Anomalias de LubricacionDocumento59 páginasCapacitacion Anomalias de LubricacionYazhir Guzmán GonzalezAún no hay calificaciones
- Equilibrado o BalanceoDocumento85 páginasEquilibrado o BalanceoJeancarlos MendezAún no hay calificaciones
- Vibracheck 100Documento6 páginasVibracheck 100chandira4411Aún no hay calificaciones
- Balanceo de EjesDocumento18 páginasBalanceo de Ejesjricardo_330742Aún no hay calificaciones
- Manual Alineacion de Ejes de MaquinasDocumento92 páginasManual Alineacion de Ejes de MaquinasFranciscoJavierCorro100% (1)
- ESP SKF - Plug - and - Play - Technical - InformationDocumento4 páginasESP SKF - Plug - and - Play - Technical - InformationFabio BringaAún no hay calificaciones
- AlineacionDocumento41 páginasAlineacionjairo0% (1)
- 6112 ES TCM 42-113427Documento108 páginas6112 ES TCM 42-113427noregisteredAún no hay calificaciones
- Semapi Argentina Mantenimiento Predictivo Computarizado Notas Tecnicas 417923Documento60 páginasSemapi Argentina Mantenimiento Predictivo Computarizado Notas Tecnicas 417923clide_050793Aún no hay calificaciones
- Balance oDocumento7 páginasBalance oana100% (1)
- Cummins 70KW Cege-0023 Bat03 PDFDocumento16 páginasCummins 70KW Cege-0023 Bat03 PDFmicmarley2012Aún no hay calificaciones
- Tech Tips TimkenDocumento2 páginasTech Tips TimkenAbel LopezAún no hay calificaciones
- Monitoreo de Vibraciones en Un Decantador Centrífugo en Alfa LavalDocumento5 páginasMonitoreo de Vibraciones en Un Decantador Centrífugo en Alfa LavalHenrry LingAún no hay calificaciones
- Contenido Del Curso 1Documento40 páginasContenido Del Curso 1edgarAún no hay calificaciones
- Manual Del Participante Bombas Centrifugas PDFDocumento82 páginasManual Del Participante Bombas Centrifugas PDFJorge PerezAún no hay calificaciones
- Seleccion de LubricantesDocumento6 páginasSeleccion de LubricantesChristian SantillanAún no hay calificaciones
- FTensado Medición 5453 BrowningDocumento2 páginasFTensado Medición 5453 BrowningSupervisor100% (1)
- Alineacion de EjesDocumento33 páginasAlineacion de EjesRAUL ADOLFO ESTUPINAN ESPINOSA100% (1)
- Manual MultietapasDocumento20 páginasManual MultietapasCamilo Alejandro Cubillos TrujilloAún no hay calificaciones
- Alineamiento en ReversoDocumento27 páginasAlineamiento en ReversomauricioAún no hay calificaciones
- Check List Turbocompresor BoosterDocumento8 páginasCheck List Turbocompresor BoosterOmar Gonzalez Gonzalez100% (1)
- Capacitacion Fallas de Bombas CV3171 Punta Arenas Petroperu TalaraDocumento61 páginasCapacitacion Fallas de Bombas CV3171 Punta Arenas Petroperu TalaraAlberto Ismael100% (1)
- Balanceo Dinamico SKFDocumento39 páginasBalanceo Dinamico SKFMARS BELL DANCEAún no hay calificaciones
- 10 - Conocimiento de EquiposDocumento83 páginas10 - Conocimiento de EquiposJulio Cesar Mancilla HAún no hay calificaciones
- Instrucciones de Uso - Aplicación Alineación de Ejes EspaciadoresDocumento24 páginasInstrucciones de Uso - Aplicación Alineación de Ejes EspaciadoresAVAún no hay calificaciones
- AMEF TVDocumento16 páginasAMEF TVMai LineroAún no hay calificaciones
- ASAGA - Bombas de Proceso - Mario SabellaDocumento146 páginasASAGA - Bombas de Proceso - Mario SabellarubenlanzaAún no hay calificaciones
- Alineacion Entre EjesDocumento58 páginasAlineacion Entre EjesAdan Moreno GomezAún no hay calificaciones
- ReciprocantesDocumento45 páginasReciprocantesdaniel50% (2)
- Alineacion y BalanceoDocumento30 páginasAlineacion y BalanceoEduardo Mendoza Eduardo MendozaAún no hay calificaciones
- Vibracion en BombasDocumento22 páginasVibracion en BombasMauricio Hernán Bahamondes SilvaAún no hay calificaciones
- BOMBAS RECIPROCANTES TrabajoDocumento15 páginasBOMBAS RECIPROCANTES TrabajoAlvarez GeraldyAún no hay calificaciones
- Curso Alineacion E420Documento69 páginasCurso Alineacion E420Luis Enrique SorianoAún no hay calificaciones
- Alineamiento de Equipos ROTATIVOSDocumento28 páginasAlineamiento de Equipos ROTATIVOSGustavo Adolfo Luyo Vega86% (7)
- Alineamiento y Balanceo de Máquinas y MecanismosDocumento182 páginasAlineamiento y Balanceo de Máquinas y MecanismosLuis Espinoza86% (7)
- Alineamiento y Balanceo de Máquinas y MecanismosDocumento182 páginasAlineamiento y Balanceo de Máquinas y MecanismosRafael Franz Cg50% (2)
- Fundamento Teórico - MantenimientoDocumento4 páginasFundamento Teórico - MantenimientoOSIERAún no hay calificaciones
- Alineamiento de Ejes de Motores y Bombas HidraulicasDocumento23 páginasAlineamiento de Ejes de Motores y Bombas HidraulicasBladimir CallataAún no hay calificaciones
- 8 - AlineaciónDocumento43 páginas8 - AlineaciónnelgarcioAún no hay calificaciones
- Mantenimiento de MotoresDocumento283 páginasMantenimiento de MotoresMauricio Saez AriasAún no hay calificaciones
- Compromiso de Participacion en Proceso de HabilitacionDocumento1 páginaCompromiso de Participacion en Proceso de HabilitacionAlexis VilcapeAún no hay calificaciones
- CAP 14docxDocumento5 páginasCAP 14docxAlexis VilcapeAún no hay calificaciones
- Biologia AritmeticaDocumento1 páginaBiologia AritmeticaAlexis VilcapeAún no hay calificaciones
- CVsimpleDocumento5 páginasCVsimpleAlexis VilcapeAún no hay calificaciones
- Caso de EstudioDocumento1 páginaCaso de EstudioAlexis VilcapeAún no hay calificaciones
- Declaracion JuradaDocumento4 páginasDeclaracion JuradaAlexis VilcapeAún no hay calificaciones
- Codigo de ColoresDocumento22 páginasCodigo de ColoresAlexis VilcapeAún no hay calificaciones
- ToarasssDocumento12 páginasToarasssAlexis VilcapeAún no hay calificaciones
- Taller 6Documento3 páginasTaller 6Alexis VilcapeAún no hay calificaciones
- 05.-Poema Papa Es MontajistaDocumento2 páginas05.-Poema Papa Es MontajistaAlexis VilcapeAún no hay calificaciones
- DDD PDFDocumento1 páginaDDD PDFAlexis VilcapeAún no hay calificaciones
- Trabajos en AlturaDocumento26 páginasTrabajos en AlturaAlexis VilcapeAún no hay calificaciones
- Formato9 3Documento2 páginasFormato9 3Jeremías RomeroAún no hay calificaciones
- ProyectoDocumento66 páginasProyectoAlexis VilcapeAún no hay calificaciones
- Practica 3 AjedrezDocumento53 páginasPractica 3 AjedrezAlexis Vilcape100% (1)
- Rubrica Maquinas TermicasDocumento25 páginasRubrica Maquinas TermicasAlexis VilcapeAún no hay calificaciones
- Rubrica Maquinas Termicas - Intercambiadores de CalorDocumento11 páginasRubrica Maquinas Termicas - Intercambiadores de CalorAlexis VilcapeAún no hay calificaciones
- Informe Tarea 8 Amntenimiento IndustrialDocumento12 páginasInforme Tarea 8 Amntenimiento IndustrialAlexis VilcapeAún no hay calificaciones
- Pension EsDocumento2 páginasPension EsAlexis VilcapeAún no hay calificaciones
- MonografiaDocumento13 páginasMonografiaAlexis VilcapeAún no hay calificaciones
- Tarea 5. Desmontaje de Rodamientos de Rodillos A Rótula Mediante Inyección de Aceite.Documento12 páginasTarea 5. Desmontaje de Rodamientos de Rodillos A Rótula Mediante Inyección de Aceite.Alexis VilcapeAún no hay calificaciones
- Tarea 10 Mantenimiento y Alineacion de Fajas en V.Documento22 páginasTarea 10 Mantenimiento y Alineacion de Fajas en V.Alexis VilcapeAún no hay calificaciones
- Laboratorio #2Documento3 páginasLaboratorio #2Alexis VilcapeAún no hay calificaciones
- Informe de Metales FerrososDocumento6 páginasInforme de Metales FerrososAlexis VilcapeAún no hay calificaciones
- 2 Montaje y Desmontaje de Rodamientos.Documento44 páginas2 Montaje y Desmontaje de Rodamientos.Alexis VilcapeAún no hay calificaciones
- Materiales No FerrososDocumento6 páginasMateriales No FerrososAlexis VilcapeAún no hay calificaciones
- Informe Pasantías ParteDocumento4 páginasInforme Pasantías ParteAlexis VilcapeAún no hay calificaciones
- 2 Montaje y Desmontaje de Rodamientos.Documento31 páginas2 Montaje y Desmontaje de Rodamientos.Alexis VilcapeAún no hay calificaciones
- Procedimiento para Trabajos en Espacio Confinado HG&FDocumento10 páginasProcedimiento para Trabajos en Espacio Confinado HG&FFla Yáñez LiendroAún no hay calificaciones
- Practico 01 PDFDocumento3 páginasPractico 01 PDFHenryTellesUribeAún no hay calificaciones
- Estructuras Sandwich - 2019Documento46 páginasEstructuras Sandwich - 2019Lautaro LibertchukAún no hay calificaciones
- C1 M1 V1 LLANOS SofiaDocumento5 páginasC1 M1 V1 LLANOS SofiaSofia Llanos FADU - UBAAún no hay calificaciones
- Introducción A Las Sustancias PeligrosasDocumento34 páginasIntroducción A Las Sustancias PeligrosasINFORMES HSE INTRAMAQAún no hay calificaciones
- Alu 74181Documento9 páginasAlu 74181Franck JonhsonAún no hay calificaciones
- Silabo Gestión LogisticaDocumento3 páginasSilabo Gestión LogisticaMarco BaldeonAún no hay calificaciones
- Práctica de Laboratorio # 5-Estudio de Instrumentos Ópticos-2012505Documento4 páginasPráctica de Laboratorio # 5-Estudio de Instrumentos Ópticos-2012505RubenAún no hay calificaciones
- Compresible Relaciones ImportantesDocumento8 páginasCompresible Relaciones Importantesvladimir tovarAún no hay calificaciones
- Curso 6822ADocumento512 páginasCurso 6822AJuan Miguel Mendoza PerezAún no hay calificaciones
- Geomecánica Aplicada A La Perforación y Voladura en Minería SubterráneaDocumento32 páginasGeomecánica Aplicada A La Perforación y Voladura en Minería SubterráneaAlex Atachagua100% (2)
- Del Dominó Al Queso Suizo PDFDocumento10 páginasDel Dominó Al Queso Suizo PDFJuan Sebastian FuentesAún no hay calificaciones
- Entrevistas GalvisDocumento7 páginasEntrevistas GalvisJuan Jose Galvis AyalaAún no hay calificaciones
- CarrierDocumento853 páginasCarrierPablo CárdenasAún no hay calificaciones
- Informe de Pasantias de Aduna, VictorDocumento24 páginasInforme de Pasantias de Aduna, VictorVictor BritoAún no hay calificaciones
- CORRIDA Y CEMENTACI+ôN DE LINERDocumento42 páginasCORRIDA Y CEMENTACI+ôN DE LINERAleks ProañoAún no hay calificaciones
- 80 Charlas de Seguridad Industrial y Salud OcupacionalDocumento142 páginas80 Charlas de Seguridad Industrial y Salud OcupacionalJ J Barzallo GalvezAún no hay calificaciones
- Ficha Tecnica de Una Escalera, Ascensor y MontacargaDocumento23 páginasFicha Tecnica de Una Escalera, Ascensor y MontacargaAlan Mauricio Sifuentes GarciaAún no hay calificaciones
- Alt Cram Esp PDFDocumento25 páginasAlt Cram Esp PDFJuan Carlos Rivas100% (1)
- Manual Introduccion Motores CaterpillarDocumento38 páginasManual Introduccion Motores CaterpillarElvis Eberth Huanca Machaca86% (7)
- Aprendiendo Matematica - Lectura y Escritura Numeros de 4 CifrasDocumento10 páginasAprendiendo Matematica - Lectura y Escritura Numeros de 4 Cifrasjohn diazAún no hay calificaciones
- Actividad Formativa-ElectricidadDocumento9 páginasActividad Formativa-ElectricidadIsidora HernándezAún no hay calificaciones
- 01 A1BO Manual de Instalacion 0214 - tcm705-420204Documento64 páginas01 A1BO Manual de Instalacion 0214 - tcm705-420204José Manuel PérezAún no hay calificaciones
- Atego 1016Documento36 páginasAtego 1016Edwin Yamith Ibarra Suárez100% (3)
- Ambientes Virtuales de Aprendizaje (AVA)Documento2 páginasAmbientes Virtuales de Aprendizaje (AVA)Alina CuetoAún no hay calificaciones
- IPERC LINEA BASE BNV 2019 - Mantenimiento Mecanico Relaves y FiltrosDocumento175 páginasIPERC LINEA BASE BNV 2019 - Mantenimiento Mecanico Relaves y FiltroscarlosvaccaAún no hay calificaciones
- Informe Visita Técnica BermejoDocumento15 páginasInforme Visita Técnica BermejoJonatan Obed SantosAún no hay calificaciones
- Iluminacion Bodega o Nave IndustrialDocumento6 páginasIluminacion Bodega o Nave IndustrialMario MaldonadoAún no hay calificaciones
- Engranajes Análisis de VibraciónDocumento26 páginasEngranajes Análisis de VibraciónFabian WaterAún no hay calificaciones
- Actividad Película GattacaDocumento1 páginaActividad Película GattacaJoaquín Jiménez AramayoAún no hay calificaciones