También podría gustarte
- UF1180 - Procesos básicos de elaboración de quesosDe EverandUF1180 - Procesos básicos de elaboración de quesosCalificación: 5 de 5 estrellas5/5 (2)
- UF1181 - Maduración y envasado de quesosDe EverandUF1181 - Maduración y envasado de quesosCalificación: 5 de 5 estrellas5/5 (1)
- Sesión 12 DOCUMENTACION LOGISTICADocumento47 páginasSesión 12 DOCUMENTACION LOGISTICAAlejandro MoscosoAún no hay calificaciones
- Bianca Saavedra Proyecto Final Procesos Silvoagropecuarios PDFDocumento12 páginasBianca Saavedra Proyecto Final Procesos Silvoagropecuarios PDFjosefa100% (3)
- Proceso de Produccion de La LecheDocumento5 páginasProceso de Produccion de La LecheMónica GarcíaAún no hay calificaciones
- Implementacion de Plan Haccp en Una Industria Procesadora de LacteosDocumento5 páginasImplementacion de Plan Haccp en Una Industria Procesadora de LacteosTery Boyle50% (2)
- Informe de Gerencia de OperacionesDocumento15 páginasInforme de Gerencia de Operacionesjameljose100% (1)
- Plan de Desarrollo 01 Concertado Del Distrito de CcochaccasaDocumento126 páginasPlan de Desarrollo 01 Concertado Del Distrito de CcochaccasaSerapio Flores Flores67% (3)
- Informe de Gerencia de OperacionesDocumento17 páginasInforme de Gerencia de OperacioneswalterAún no hay calificaciones
- Visita a la planta Gloria Majes y análisis del proceso de la lecheDocumento10 páginasVisita a la planta Gloria Majes y análisis del proceso de la lecheLucia Fernanda Mendoza PradoAún no hay calificaciones
- Evidencia 1 Flujograma Procesos de La Cadena Logística y El Marco Estratégico InstitucionalDocumento11 páginasEvidencia 1 Flujograma Procesos de La Cadena Logística y El Marco Estratégico InstitucionalcarlosAún no hay calificaciones
- Trabajo FinalDocumento46 páginasTrabajo FinalJuan Victor Ancco SantanderAún no hay calificaciones
- Informe Final - Productos LacteosDocumento19 páginasInforme Final - Productos LacteosCristian ZapataAún no hay calificaciones
- Leche Pasteurizada 1 PDFDocumento32 páginasLeche Pasteurizada 1 PDFHenRy MediNaAún no hay calificaciones
- Proceso Del QuesoDocumento17 páginasProceso Del QuesoedersonAún no hay calificaciones
- Informe #2Documento8 páginasInforme #2Corayma CaballeroAún no hay calificaciones
- Unidad 4 INDUSTRIALIZACION DE LA LECHE - 28JUN17Documento17 páginasUnidad 4 INDUSTRIALIZACION DE LA LECHE - 28JUN17Romina Belen Sosa Ojeda100% (1)
- Actividad 2Documento70 páginasActividad 2BrigitteAún no hay calificaciones
- Proceso de Envase de La LecheDocumento6 páginasProceso de Envase de La LecheFranklin ChàvezAún no hay calificaciones
- Actividad LacteosDocumento14 páginasActividad LacteosMonica Spinosa Diaz100% (1)
- Proceso de Elaboración Del QuesoDocumento5 páginasProceso de Elaboración Del Quesojcondorm9342Aún no hay calificaciones
- Análisis sensorial de leche en polvoDocumento15 páginasAnálisis sensorial de leche en polvoDavid Vp KydAún no hay calificaciones
- Etapas de Fabricacion Del Queso CampesinoDocumento27 páginasEtapas de Fabricacion Del Queso CampesinoJULAIN BAUTISTAAún no hay calificaciones
- Circuito Productivo de La LecheDocumento5 páginasCircuito Productivo de La LecheRomina RodriguezAún no hay calificaciones
- Ciclo Productivo de La LecheDocumento7 páginasCiclo Productivo de La LecheNiicol123Aún no hay calificaciones
- Tipología de IndustriasDocumento9 páginasTipología de IndustriasFERNANDAAún no hay calificaciones
- Ado U3 Ea ErmpDocumento9 páginasAdo U3 Ea ErmpErick MartinezAún no hay calificaciones
- CAPITULO III Tratamiento LecheDocumento10 páginasCAPITULO III Tratamiento LechegonzaliuxxxAún no hay calificaciones
- 2019-09-04 Actividad de Aprendizaje 5 Evidencia 1 FlujogramaDocumento8 páginas2019-09-04 Actividad de Aprendizaje 5 Evidencia 1 FlujogramaJohana Valentina FigueroaAún no hay calificaciones
- Unidad III-Recepcion de LecheDocumento30 páginasUnidad III-Recepcion de Lechefarina moretiAún no hay calificaciones
- Visita A La Planta de Colanta Planeta RicaDocumento8 páginasVisita A La Planta de Colanta Planeta RicaJose Antonio Vega HenaoAún no hay calificaciones
- LalaDocumento15 páginasLalaheriibert0Aún no hay calificaciones
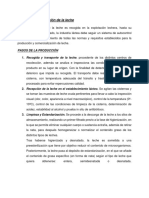
- Proceso de La Producción de La LecheDocumento3 páginasProceso de La Producción de La LecheRAQUEL NAVARROAún no hay calificaciones
- Operaciones 1 PDFDocumento13 páginasOperaciones 1 PDFJean Carlos Arias SaldañaAún no hay calificaciones
- Procesos de la cadena logística y estrategia de Alpina S.ADocumento8 páginasProcesos de la cadena logística y estrategia de Alpina S.AJohana Valentina FigueroaAún no hay calificaciones
- Informe Planta de Leche, LacteosDocumento8 páginasInforme Planta de Leche, LacteosJOSIMAR DANILO VALENCIA DEL CARPIOAún no hay calificaciones
- Proceso de La LecheDocumento10 páginasProceso de La LecheNathaly Maldonado MuñozAún no hay calificaciones
- Procesos logísticos AlpinaDocumento10 páginasProcesos logísticos AlpinaPrin SantiberAún no hay calificaciones
- Practica 2 LacteosDocumento28 páginasPractica 2 LacteosLiwman PorrasAún no hay calificaciones
- Bloque I-Recoleccion y Recepcion de La Leche - Pdf... 6Documento13 páginasBloque I-Recoleccion y Recepcion de La Leche - Pdf... 6YOSELINAún no hay calificaciones
- Acopio y Recepción y AlmacenamientoDocumento30 páginasAcopio y Recepción y AlmacenamientoKarina RojasAún no hay calificaciones
- Recepción de La LecheDocumento6 páginasRecepción de La LecheMeLy Colorado MejiaAún no hay calificaciones
- Sistema de Producci+ N de LecheDocumento7 páginasSistema de Producci+ N de LecheRICHARD ANDRES SUAREZ POZOAún no hay calificaciones
- Universidad Nacional de San Agustin de ArequipaDocumento11 páginasUniversidad Nacional de San Agustin de ArequipaYoe CavanaAún no hay calificaciones
- ColantaDocumento14 páginasColantaDiana Marcela Rivas QuinteroAún no hay calificaciones
- Producción leche La SerenisimaDocumento3 páginasProducción leche La SerenisimaayulynAún no hay calificaciones
- GloriaDocumento28 páginasGloriaJhojan Condori100% (1)
- Tallar de Aspectos e Impactos AmbientalesDocumento2 páginasTallar de Aspectos e Impactos AmbientalesSANTIAGO MONTESAún no hay calificaciones
- Línea de Producción de Leche CondensadaDocumento5 páginasLínea de Producción de Leche CondensadaAngel Flores CuamatziAún no hay calificaciones
- CAPITULO III Tratamiento LecheDocumento10 páginasCAPITULO III Tratamiento Lechemarl1976Aún no hay calificaciones
- Proceso elaboración leche HTSTDocumento21 páginasProceso elaboración leche HTSTJefferson PozoAún no hay calificaciones
- Proceso de La LecheDocumento13 páginasProceso de La Lechenury ramirezAún no hay calificaciones
- Visita planta Gloria-MajesDocumento11 páginasVisita planta Gloria-MajesErick LoayzaAún no hay calificaciones
- Cicloproductivodelaleche 140525231443 Phpapp01Documento5 páginasCicloproductivodelaleche 140525231443 Phpapp01ManuelAngelAún no hay calificaciones
- Triptico Leche EvaporadaDocumento2 páginasTriptico Leche EvaporadaPedroGuerreroBilladoniAún no hay calificaciones
- FLUJOGRAMADocumento10 páginasFLUJOGRAMAadriana gisela suarez diaz100% (1)
- AlpinaDocumento32 páginasAlpinaMaria Jose DuranAún no hay calificaciones
- Recepción y Análisis de LecheDocumento2 páginasRecepción y Análisis de LechedayannaAún no hay calificaciones
- Principios Básicos de BPMDocumento32 páginasPrincipios Básicos de BPMDaniel RomeroAún no hay calificaciones
- PROCESO DE ELABORACIÓN DE LECHE EVAPORADADocumento8 páginasPROCESO DE ELABORACIÓN DE LECHE EVAPORADAShirley Bautista DiazAún no hay calificaciones
- Yogures, leches fermentadas y pastas untables. INAE0209De EverandYogures, leches fermentadas y pastas untables. INAE0209Aún no hay calificaciones
- Elaboración de leches para el consumo. INAE0209De EverandElaboración de leches para el consumo. INAE0209Aún no hay calificaciones
- Sesión 1 La Cadena Logística - La Logística Dentro de La Estructura OrganizacionalDocumento39 páginasSesión 1 La Cadena Logística - La Logística Dentro de La Estructura OrganizacionalAlejandro MoscosoAún no hay calificaciones
- Sesión 11 EL KARDEXDocumento8 páginasSesión 11 EL KARDEXAlejandro MoscosoAún no hay calificaciones
- Sesión 10 SEGURIDAD EL ALMACENDocumento53 páginasSesión 10 SEGURIDAD EL ALMACENAlejandro MoscosoAún no hay calificaciones
- Sesión 6 Sistemas Especiales de AlmacenajeDocumento87 páginasSesión 6 Sistemas Especiales de AlmacenajeAlejandro MoscosoAún no hay calificaciones
- Sesion 2 EL ALMACÉNDocumento68 páginasSesion 2 EL ALMACÉNAlejandro Moscoso0% (1)
- Sesión 7 VOPDocumento22 páginasSesión 7 VOPAlejandro MoscosoAún no hay calificaciones
- Sesion 9 - Normativa de Abastecimiento para El Sector PúblicoDocumento16 páginasSesion 9 - Normativa de Abastecimiento para El Sector PúblicoAlejandro MoscosoAún no hay calificaciones
- Sesión 8 Punto de Pedido y ReaprovisionamientoDocumento21 páginasSesión 8 Punto de Pedido y ReaprovisionamientoAlejandro Moscoso100% (1)
- CXC 053sDocumento45 páginasCXC 053sAlejandro MoscosoAún no hay calificaciones
- Sesión 3 EQUIPOS EN EL ALMACENDocumento104 páginasSesión 3 EQUIPOS EN EL ALMACENAlejandro MoscosoAún no hay calificaciones
- Sesión 5 SISTEMAS DE ALMACENAJE CONVENCIONALDocumento46 páginasSesión 5 SISTEMAS DE ALMACENAJE CONVENCIONALAlejandro MoscosoAún no hay calificaciones
- Clasificación ABC inventariosDocumento17 páginasClasificación ABC inventariosAlejandro MoscosoAún no hay calificaciones
- Sesión 1 La Cadena Logística - La Logística Dentro de La Estructura OrganizacionalDocumento39 páginasSesión 1 La Cadena Logística - La Logística Dentro de La Estructura OrganizacionalAlejandro MoscosoAún no hay calificaciones
- Cómo preparar solución desinfectante de Hipoclorito de Sodio al 0.1Documento2 páginasCómo preparar solución desinfectante de Hipoclorito de Sodio al 0.1Alejandro MoscosoAún no hay calificaciones
- Protocolo Bioseguridad Restaurantes y AfinesDocumento33 páginasProtocolo Bioseguridad Restaurantes y Afinesggamfl95% (102)
- Procedimientos de limpieza y sanitización comedorDocumento4 páginasProcedimientos de limpieza y sanitización comedorAlejandro MoscosoAún no hay calificaciones
- ISO 22000 y HACCP: Documentación del Sistema de Gestión de Inocuidad AlimentariaDocumento19 páginasISO 22000 y HACCP: Documentación del Sistema de Gestión de Inocuidad AlimentariaAlejandro Moscoso100% (1)
- Manual Armonizado Del Inspector Sanitario de AlimentosDocumento171 páginasManual Armonizado Del Inspector Sanitario de AlimentosEdgar BenitesAún no hay calificaciones
- HaccpDocumento18 páginasHaccpAlejandro MoscosoAún no hay calificaciones
- HaccpDocumento18 páginasHaccpAlejandro MoscosoAún no hay calificaciones
- To Sobre Vigil An CIA y Control Sanitario de Alimentos y BebidasDocumento47 páginasTo Sobre Vigil An CIA y Control Sanitario de Alimentos y BebidasSandra VergaraAún no hay calificaciones
- IsoDocumento10 páginasIsoAlejandro MoscosoAún no hay calificaciones
- ISO 22000 y HACCP: Documentación del Sistema de Gestión de Inocuidad AlimentariaDocumento19 páginasISO 22000 y HACCP: Documentación del Sistema de Gestión de Inocuidad AlimentariaAlejandro Moscoso100% (1)
- C2S2 - Capitulo #5 de La Norma PDFDocumento15 páginasC2S2 - Capitulo #5 de La Norma PDFAlejandro MoscosoAún no hay calificaciones
- C2S3P2 - Parte2 Capitulo #6 de La NormaDocumento3 páginasC2S3P2 - Parte2 Capitulo #6 de La NormaAlejandro MoscosoAún no hay calificaciones
- C2S3P2 - Parte2 Capitulo #6 de La Norma PDFDocumento3 páginasC2S3P2 - Parte2 Capitulo #6 de La Norma PDFAlejandro MoscosoAún no hay calificaciones
- C2S2 - Capitulo #5 de La NormaDocumento15 páginasC2S2 - Capitulo #5 de La NormaAlejandro MoscosoAún no hay calificaciones
- C1S4 - Terminos y Definiciones - Continuación PDFDocumento10 páginasC1S4 - Terminos y Definiciones - Continuación PDFAlejandro MoscosoAún no hay calificaciones
- ISO 22000 HACCP Documentación SGIADocumento9 páginasISO 22000 HACCP Documentación SGIAAlejandro Moscoso0% (1)
- La Ovino-Cultura en MéxicoDocumento84 páginasLa Ovino-Cultura en MéxicoRosa Maria ReyesAún no hay calificaciones
- Tema 4 Diagnostico UrbanoDocumento30 páginasTema 4 Diagnostico UrbanoJhimAle Veliz MarceloAún no hay calificaciones
- 133 TransformacionDocumento6 páginas133 Transformacionjuan camilo urango beltramAún no hay calificaciones
- Estrategias de Subsistencia Entre Campesinos Ganaderos. Evaluación Económica de Un Rancho Ejidal en La Sierra de SonoraDocumento36 páginasEstrategias de Subsistencia Entre Campesinos Ganaderos. Evaluación Económica de Un Rancho Ejidal en La Sierra de SonoraAraceli AAún no hay calificaciones
- DOSIS DE ESTIÉRCOL DE VACUNO COMPOSTAJE CON BIO2 PROHUMUS Y SU EFECTO EN LAS CARACTERÍSTICAS AGRONÓMICAS DEL PASTO FORRAJERO MARALFALFA (Pennisetum SP.), EN ZUNGAROCOCHA, IQUITOS - 2017"Documento81 páginasDOSIS DE ESTIÉRCOL DE VACUNO COMPOSTAJE CON BIO2 PROHUMUS Y SU EFECTO EN LAS CARACTERÍSTICAS AGRONÓMICAS DEL PASTO FORRAJERO MARALFALFA (Pennisetum SP.), EN ZUNGAROCOCHA, IQUITOS - 2017"pablo soto100% (1)
- Nic 41Documento67 páginasNic 41ROUSSAún no hay calificaciones
- 2º Eso Sociales Tema 11 Las Sociedades Actuales y Sus DiferenciasDocumento6 páginas2º Eso Sociales Tema 11 Las Sociedades Actuales y Sus DiferenciasAna Gonzalez CarrascosaAún no hay calificaciones
- Bienestar AnimalDocumento11 páginasBienestar AnimalSteffanyVanegasAún no hay calificaciones
- Memoria Descriptiva AcoriaDocumento19 páginasMemoria Descriptiva AcoriaSusan Ñaupa RicaldiAún no hay calificaciones
- Mejora capacidad resolutiva centros salud HuariacaDocumento7 páginasMejora capacidad resolutiva centros salud HuariacaMiro PVAún no hay calificaciones
- Adquisición de semilla de alfalfa CUF-101Documento22 páginasAdquisición de semilla de alfalfa CUF-101cristian aAún no hay calificaciones
- Introducción A La ZootecniaDocumento51 páginasIntroducción A La ZootecniaShirley SánchezAún no hay calificaciones
- Hge2 U6 Sesion 02Documento10 páginasHge2 U6 Sesion 02AMADO JESUS ROSALES ROSALESAún no hay calificaciones
- CIIU DescripciónDocumento7 páginasCIIU DescripciónEmiliana PaezAún no hay calificaciones
- Sector Primario, Secundario y TerciarioDocumento3 páginasSector Primario, Secundario y TerciarioAngel Gamez100% (1)
- Primera Evaluacion Parcial de La Asignatura de Pastos y ForrajesDocumento4 páginasPrimera Evaluacion Parcial de La Asignatura de Pastos y Forrajesdukis54Aún no hay calificaciones
- Origen de La Ganaderia en ColombiaDocumento3 páginasOrigen de La Ganaderia en ColombiaAzInes02100% (1)
- Apuntes Sobre La Ganadería y Su Importancia en VenezuelaDocumento11 páginasApuntes Sobre La Ganadería y Su Importancia en VenezuelaMarielys Eloines Pérez CoaAún no hay calificaciones
- Curso ConejosDocumento232 páginasCurso ConejosNiltonJoseLlanosValderrama100% (1)
- Informe Final Del SerumsDocumento59 páginasInforme Final Del SerumsNellyAún no hay calificaciones
- 160-Texto Del Artículo-651-2-10-20190101Documento6 páginas160-Texto Del Artículo-651-2-10-20190101jesus alvaradoAún no hay calificaciones
- Informe Sobre Técnicas Agrícolas y de CrianzaDocumento3 páginasInforme Sobre Técnicas Agrícolas y de CrianzaMeliPalo00100% (1)
- Informe Tecnico - OvinosDocumento27 páginasInforme Tecnico - OvinosJuan MendozaAún no hay calificaciones
- Tarea 2 de MercadotecniaDocumento7 páginasTarea 2 de MercadotecniaBraulio Jose Mendez VargasAún no hay calificaciones
- LibroArroz WebDocumento184 páginasLibroArroz WebJohnson AmeliaAún no hay calificaciones
- IE-024.F.patzi y S.ramos-2002.Economía y Política de La Marka AchiriDocumento99 páginasIE-024.F.patzi y S.ramos-2002.Economía y Política de La Marka AchiriElsa FilomenaAún no hay calificaciones
- Memoria Descriptiva ILLIMODocumento19 páginasMemoria Descriptiva ILLIMOHarold Ocaña CalleAún no hay calificaciones
- VINCULACIÓN DE LA PÉRDIDA DE LOS BOSQUES DE GALERÍA CON EL DESARROLLO DEL EJE ESTRATÉGICO APURE-ORINOCOVinculacion de La Pérdida de Los Bosques de GaleríaerDocumento9 páginasVINCULACIÓN DE LA PÉRDIDA DE LOS BOSQUES DE GALERÍA CON EL DESARROLLO DEL EJE ESTRATÉGICO APURE-ORINOCOVinculacion de La Pérdida de Los Bosques de GaleríaerHazaelAlfonzoAún no hay calificaciones
- Expediente Técnco - Cobertizos CC HUARCADocumento39 páginasExpediente Técnco - Cobertizos CC HUARCARon YEAún no hay calificaciones