También podría gustarte
- 1 - Manual de Operacion y Mto - Waukesha-Vhp-Esm 60.en - Es PDFDocumento60 páginas1 - Manual de Operacion y Mto - Waukesha-Vhp-Esm 60.en - Es PDFGuillermoAlejandroCajal100% (2)
- Soldadura 6G Arco ManualDocumento8 páginasSoldadura 6G Arco ManualZacarias iturrieta100% (1)
- Fontana - La Quiebra de La Monarquía Absoluta, 1814-1820Documento244 páginasFontana - La Quiebra de La Monarquía Absoluta, 1814-1820Gustavo IbarraAún no hay calificaciones
- Revisión Evaluacion Tecnica M1 Piping 2019Documento4 páginasRevisión Evaluacion Tecnica M1 Piping 2019Lucas Cifuentes Abaca100% (1)
- Soldador TigDocumento48 páginasSoldador TigJulio Saturno Pazos CaballeroAún no hay calificaciones
- Bermejo Ronal Inf1Documento7 páginasBermejo Ronal Inf1ronald bermejoAún no hay calificaciones
- Aceros Al ManganesoDocumento30 páginasAceros Al ManganesoPedro PadillaAún no hay calificaciones
- TorchadoDocumento33 páginasTorchadoBelen Ramirez50% (2)
- Diagrama de Pourbaix OroDocumento1 páginaDiagrama de Pourbaix OroYoshi Huanes67% (3)
- Astm-C1157 Standard Performance Specification For Hydraulic CementDocumento9 páginasAstm-C1157 Standard Performance Specification For Hydraulic CementVíctor M Fernández JiménezAún no hay calificaciones
- 11 Agrietamiento en Frio y en CalienteDocumento34 páginas11 Agrietamiento en Frio y en CalienteMarlon GutierrezAún no hay calificaciones
- Preguntas CementacionDocumento4 páginasPreguntas CementacionSantiago GarciaAún no hay calificaciones
- Fisuración en CalienteDocumento5 páginasFisuración en Caliente14475Aún no hay calificaciones
- Clasificacion de Electrodo-FcawDocumento4 páginasClasificacion de Electrodo-FcawEddieJhonC.OrdoñoAún no hay calificaciones
- Saw PDFDocumento69 páginasSaw PDFluiscalderas1100% (1)
- Ensayo de Tracción de SoldadurasDocumento10 páginasEnsayo de Tracción de SoldadurasDavid Daemmej100% (1)
- Tipos de ElectrodoDocumento21 páginasTipos de Electrodojesus landa galarza100% (1)
- Prueba AyudanteDocumento1 páginaPrueba AyudanteLiss MuñozAún no hay calificaciones
- Fallas en Los Recubrimientos Metálicos 0606Documento4 páginasFallas en Los Recubrimientos Metálicos 0606yovelizAún no hay calificaciones
- Fisuracion en CalienteDocumento31 páginasFisuracion en CalienteLuis Espinoza SanchezAún no hay calificaciones
- Defectos y Discontinuidades de SoldaduraDocumento20 páginasDefectos y Discontinuidades de SoldaduraWakner Froylan100% (2)
- Manual Del Soldador German Hernandez Riesco PDFDocumento320 páginasManual Del Soldador German Hernandez Riesco PDFEduard GiancarlommAún no hay calificaciones
- Cuestionario MetalurgiaDocumento15 páginasCuestionario MetalurgiaAlvaro Robles100% (1)
- 7.0.-Examen Teorico de Soldadura GMAW en Blanco (Certificacion) - Puebla - CONTESTADODocumento5 páginas7.0.-Examen Teorico de Soldadura GMAW en Blanco (Certificacion) - Puebla - CONTESTADOJavier DiazAún no hay calificaciones
- Libro VI - Corte Por PlasmaDocumento4 páginasLibro VI - Corte Por PlasmaEduardo LLERENA LOPEZAún no hay calificaciones
- Grupo2 Inf2Documento23 páginasGrupo2 Inf2Pedro Mendoza A0% (2)
- FCAWDocumento8 páginasFCAWMaritza100% (1)
- Evaluacion de Las Uniones Soldadas Tesis PDFDocumento115 páginasEvaluacion de Las Uniones Soldadas Tesis PDFYulisa PachecoAún no hay calificaciones
- Tema 4 Fisuracion en Frio y en CalienteDocumento12 páginasTema 4 Fisuracion en Frio y en Calienteedwar_1250% (2)
- Taller Defectologia SoldaduraDocumento10 páginasTaller Defectologia SoldaduraLina MariaAún no hay calificaciones
- DIAPOSTIVAS de Recuperación Por Soldadura. (Paccaya Zinanyuca Nestor)Documento20 páginasDIAPOSTIVAS de Recuperación Por Soldadura. (Paccaya Zinanyuca Nestor)nestor paccayaAún no hay calificaciones
- Ficha Tecnica Alcord 5 SiDocumento1 páginaFicha Tecnica Alcord 5 SiMartin Gomez RAún no hay calificaciones
- Cómo Calcular El Consumo de La SoldaduraDocumento3 páginasCómo Calcular El Consumo de La SoldaduraBraulio Olivares VargasAún no hay calificaciones
- Manual de Soldadura GTAW PDFDocumento29 páginasManual de Soldadura GTAW PDFJuan Carlos Saldaña100% (2)
- Cuestionario Defectos 2Documento3 páginasCuestionario Defectos 2ArmandoEscandaloAún no hay calificaciones
- CAP.5 - Corte Por Oxicorte (Amodo de Compatibilidad)Documento45 páginasCAP.5 - Corte Por Oxicorte (Amodo de Compatibilidad)Anonymous iu95trpxN0% (1)
- 7 Soldabilidad Del AluminioDocumento19 páginas7 Soldabilidad Del Aluminiowgomez_175543Aún no hay calificaciones
- Soldabilidad Del Acero Al Carbono Con ASTM A 487Documento8 páginasSoldabilidad Del Acero Al Carbono Con ASTM A 487EDISON ESCALANTE VILCAAún no hay calificaciones
- Ensayo de Tenacidad A La Fractura CtodDocumento19 páginasEnsayo de Tenacidad A La Fractura CtodLuis Garcia ConstantinoAún no hay calificaciones
- Capitulo 24. Precalentamiento y Postcalentamiento (Modo de Compatibilidad)Documento105 páginasCapitulo 24. Precalentamiento y Postcalentamiento (Modo de Compatibilidad)Erasto Landaverde Lm100% (2)
- Informe Colaborativo - Segunda ParteDocumento5 páginasInforme Colaborativo - Segunda Partecristhian santos livia vargasAún no hay calificaciones
- Procesos de Soldadura y Corte OxigasDocumento31 páginasProcesos de Soldadura y Corte OxigasgrandecaciqueAún no hay calificaciones
- Examen Solis ManttoDocumento3 páginasExamen Solis ManttoAmiel MTAún no hay calificaciones
- Cuestionario Preguntas 9 A La 16Documento5 páginasCuestionario Preguntas 9 A La 16Jennier Castañeda CarreñoAún no hay calificaciones
- Fisuracion en Soldadura PDFDocumento5 páginasFisuracion en Soldadura PDFCamiloVinchiraAún no hay calificaciones
- Código de Soldadura Estructural Chapa de AceroDocumento84 páginasCódigo de Soldadura Estructural Chapa de Acerokarina AlvarezAún no hay calificaciones
- Exposicion AcerosDocumento64 páginasExposicion AcerosAntonio Roldán Díaz100% (1)
- Grupo4 Inf2Documento21 páginasGrupo4 Inf2Brian Cherres CastañedaAún no hay calificaciones
- Defectos de SoldaduraDocumento3 páginasDefectos de SoldaduraIván Gómez de la CruzAún no hay calificaciones
- Defectos de SoldaduraDocumento17 páginasDefectos de SoldaduraCarlos Jose Alcala TolozaAún no hay calificaciones
- Norma Astm g65Documento4 páginasNorma Astm g65Jinn Orozco0% (1)
- Folleto Recuperación de PiezasDocumento119 páginasFolleto Recuperación de PiezasManuel López Miranda100% (3)
- Laboratorio #3 PDFDocumento3 páginasLaboratorio #3 PDFMayte Olenka Miranda BandaAún no hay calificaciones
- Guía de EjerciciosDocumento21 páginasGuía de EjerciciosJusto Estanislao Pérez Castillo100% (3)
- Saw Arco SumergidoDocumento106 páginasSaw Arco SumergidoPablo Leal Aguero100% (1)
- Fcaw - PresentaciónDocumento41 páginasFcaw - PresentaciónJosé Juan Jiménez AlejandroAún no hay calificaciones
- Soldadura Presencial Ppt-1Documento200 páginasSoldadura Presencial Ppt-1Denìs Espinoza ReyesAún no hay calificaciones
- FCAWDocumento10 páginasFCAWCarlos Cayo100% (1)
- Inicio Soldadura Tipos de Alambres Utilizados Con Soldadura MIG MAGDocumento24 páginasInicio Soldadura Tipos de Alambres Utilizados Con Soldadura MIG MAGKaleb LeonAún no hay calificaciones
- Ejercicios de Soldadura FuerteDocumento5 páginasEjercicios de Soldadura FuerteYoanela VargasAún no hay calificaciones
- Tipos de Soldadura 1Documento49 páginasTipos de Soldadura 1IvanOvich Vladislav KievAún no hay calificaciones
- Diapos Expo SoldaduraDocumento37 páginasDiapos Expo SoldaduraGabrielAún no hay calificaciones
- Manual Soldabilidad Aceros Carbono Determinacion Tipos Eleccion Materiales Siglas Normas Procesos Soldadura TecsupDocumento20 páginasManual Soldabilidad Aceros Carbono Determinacion Tipos Eleccion Materiales Siglas Normas Procesos Soldadura TecsupAndres GalleguillosAún no hay calificaciones
- SEMINARIO Sabado 30.07Documento11 páginasSEMINARIO Sabado 30.07Victor Angel Fuertes SaboyaAún no hay calificaciones
- Arbol de ProblemasDocumento2 páginasArbol de ProblemasCharly Loor L PrimosAún no hay calificaciones
- Arbol de ProblemasDocumento2 páginasArbol de ProblemasCharly Loor L PrimosAún no hay calificaciones
- Ejercicios Propuestos DinamicaDocumento19 páginasEjercicios Propuestos DinamicaCharly Loor L PrimosAún no hay calificaciones
- Informe de SoldaduraDocumento46 páginasInforme de SoldaduraCharly Loor L PrimosAún no hay calificaciones
- Proyección AxonométricaDocumento5 páginasProyección AxonométricaCharly Loor L PrimosAún no hay calificaciones
- 1.1. Norma ASTMD 1360 98 CarbonizacionDocumento4 páginas1.1. Norma ASTMD 1360 98 CarbonizacionCharly Loor L PrimosAún no hay calificaciones
- Arbol de ObjetivosDocumento1 páginaArbol de ObjetivosCharly Loor L PrimosAún no hay calificaciones
- Los MantelesDocumento7 páginasLos MantelesCharly Loor L PrimosAún no hay calificaciones
- Turbinas Michell - BankiDocumento7 páginasTurbinas Michell - BankiCharly Loor L PrimosAún no hay calificaciones
- Informe-Elasticidad Y Plasticidad Del Resorte Y CauchoDocumento9 páginasInforme-Elasticidad Y Plasticidad Del Resorte Y CauchoCharly Loor L PrimosAún no hay calificaciones
- Obras Civiles para Construir Una PiscinaDocumento5 páginasObras Civiles para Construir Una PiscinaCharly Loor L PrimosAún no hay calificaciones
- San AndresDocumento15 páginasSan AndresCharly Loor L PrimosAún no hay calificaciones
- Secadores RotatoriosDocumento13 páginasSecadores RotatoriosCharly Loor L PrimosAún no hay calificaciones
- Mejora CosechadoraDocumento4 páginasMejora CosechadoraCharly Loor L PrimosAún no hay calificaciones
- Tríptico PDFDocumento2 páginasTríptico PDFCharly Loor L PrimosAún no hay calificaciones
- Conclusion y Recomendaciones de TostadoraDocumento1 páginaConclusion y Recomendaciones de TostadoraCharly Loor L Primos100% (1)
- Medio Ambiente Plastico CorregidoDocumento32 páginasMedio Ambiente Plastico Corregidoroosbel75% (4)
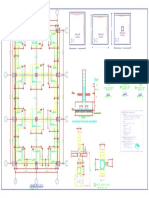
- Diseño de Zapata ConcentricaDocumento6 páginasDiseño de Zapata Concentricareospinal0% (1)
- Sánchez "División Espacial Del Trabajo"Documento18 páginasSánchez "División Espacial Del Trabajo"Xóchitl GarciaAún no hay calificaciones
- Periodo Medio de MaduraciónDocumento5 páginasPeriodo Medio de Maduraciónestbari100% (3)
- Instrumentos de Medicón de Presión y Ley de PascalDocumento3 páginasInstrumentos de Medicón de Presión y Ley de PascalIsra BeltránAún no hay calificaciones
- Trabajo de Extraccion de HierroDocumento9 páginasTrabajo de Extraccion de HierroGonzalo CepedaAún no hay calificaciones
- Ovinosdecarne-Xiir EstrategiaregionalxrubroDocumento35 páginasOvinosdecarne-Xiir EstrategiaregionalxrubroFrancisco LabordeAún no hay calificaciones
- Catalogo 9020Documento52 páginasCatalogo 9020Amilcar100% (1)
- ProteccionDocumento23 páginasProteccionJordi Morales Briz100% (1)
- Procesos IntermediosDocumento19 páginasProcesos Intermediosjhoan isidoro herrera herreraAún no hay calificaciones
- Maletin Microalambre MillerDocumento32 páginasMaletin Microalambre MillerEduardo Gutierrez CasildoAún no hay calificaciones
- Informe 5 (Generador Sincrono Bajo Carga Resistiva)Documento15 páginasInforme 5 (Generador Sincrono Bajo Carga Resistiva)jhontlv321Aún no hay calificaciones
- Cartucho 3M Serie RTDocumento4 páginasCartucho 3M Serie RTSergioAún no hay calificaciones
- Impresion 3d MetalDocumento3 páginasImpresion 3d MetalAlvaro Ortiz LescanoAún no hay calificaciones
- Lubricantes OleoquímicosDocumento4 páginasLubricantes OleoquímicosmarianaAún no hay calificaciones
- Nacional: Universidad Del Centro Del PerúDocumento112 páginasNacional: Universidad Del Centro Del PerúHENRYAún no hay calificaciones
- CIMENTACIONDocumento1 páginaCIMENTACIONClid HjAún no hay calificaciones
- Circuitos de Control Con Reles (97-2003)Documento10 páginasCircuitos de Control Con Reles (97-2003)Roynino Martinez venturaAún no hay calificaciones
- Catalogo 2023 08 RevestimientoschileDocumento21 páginasCatalogo 2023 08 RevestimientoschileAlex VidalAún no hay calificaciones
- Presupuesto Mantenimiento Institucion EducativaDocumento2 páginasPresupuesto Mantenimiento Institucion EducativaJaime Alberto Grondona SalgadoAún no hay calificaciones
- Catalogo 3m RespiradoresDocumento13 páginasCatalogo 3m RespiradoresManuelAbertoAvilaBuendiaAún no hay calificaciones
- Pozos HTHPDocumento58 páginasPozos HTHPRene100% (2)
- Bombas de Piston de Simple AccionDocumento20 páginasBombas de Piston de Simple AccionJhosteing Morales0% (1)
- Preguntas Dibujo Asistido Por Computadora Tercer ParcialDocumento4 páginasPreguntas Dibujo Asistido Por Computadora Tercer ParcialMaximiliano Miranda50% (2)
- Endulzamiento de Los Hidrocarburos Liquidos ReservoriosDocumento4 páginasEndulzamiento de Los Hidrocarburos Liquidos ReservoriosMauricio Ayarachi Flores100% (1)
- CONDENSADORES Fin1Documento21 páginasCONDENSADORES Fin1ana9304Aún no hay calificaciones