También podría gustarte
- Mina Radomiro TomicDocumento4 páginasMina Radomiro TomicPan FloresAún no hay calificaciones
- Flow Sheet Prueba ChinalcoDocumento2 páginasFlow Sheet Prueba ChinalcoJorge Alberto Añazco EscobarAún no hay calificaciones
- Presentación Antapaccay Rev 02Documento29 páginasPresentación Antapaccay Rev 02Anonymous YwLx8F100% (4)
- 1.10 Descripcion Del Area ChancadoDocumento5 páginas1.10 Descripcion Del Area ChancadoJuan Diiego Sullca100% (2)
- Planta de Beneficio AtacochaDocumento11 páginasPlanta de Beneficio AtacochaAlex RiveraAún no hay calificaciones
- Flujograma Flujograma de Procesos de La Planta Concentradora Toromocho 2Documento1 páginaFlujograma Flujograma de Procesos de La Planta Concentradora Toromocho 2Mayeli Vasquez RivasAún no hay calificaciones
- Dorr Oliver: Intercade Consultancy & TrainingDocumento15 páginasDorr Oliver: Intercade Consultancy & Trainingguille28daAún no hay calificaciones
- PETS 05 - Operación en Chancado Secundario de ConoDocumento2 páginasPETS 05 - Operación en Chancado Secundario de ConoGloria Faustino PrudencioAún no hay calificaciones
- Flow Sheet ToquepalaDocumento15 páginasFlow Sheet ToquepalaH Marquez R GracielaAún no hay calificaciones
- 7.automatizacion y Control Avanzado de Procesos Planta Antapaccay PDFDocumento30 páginas7.automatizacion y Control Avanzado de Procesos Planta Antapaccay PDFmksanduaf100% (2)
- Las BambasDocumento40 páginasLas BambasAlejandro Salinas ZegarraAún no hay calificaciones
- Flowsheet de Shougang ExpoDocumento23 páginasFlowsheet de Shougang ExpoPabloAún no hay calificaciones
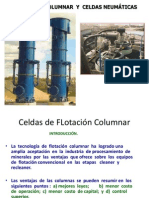
- PM II 9a Celdas Columnares y NeumaticasDocumento44 páginasPM II 9a Celdas Columnares y NeumaticasDanko Petricic Armijo100% (2)
- Celdas de FlotacionDocumento48 páginasCeldas de FlotacionIgnacio Alvarez Mendoza100% (3)
- Presentación Proyecto AntapaccayDocumento43 páginasPresentación Proyecto AntapaccayLaura B. AlvarezAún no hay calificaciones
- Pet 2019 Cambio de Correa Belt Feeders CH III Pets - ProsergeDocumento24 páginasPet 2019 Cambio de Correa Belt Feeders CH III Pets - ProsergeJESUS MANUEL PUMA PINO100% (1)
- Proceso de Chancado ChinalcoDocumento30 páginasProceso de Chancado ChinalcoJhonn Arias Antara100% (4)
- Clasificadores Helicoidales PDFDocumento14 páginasClasificadores Helicoidales PDFJose LuperdiAún no hay calificaciones
- Chancado PrimarioDocumento93 páginasChancado PrimarioJesus Manuel Juarez Mamani100% (1)
- Presentación Antapaccay Rev 02Documento29 páginasPresentación Antapaccay Rev 02Tomas Ttica Gaspar100% (1)
- Proyecto Mina Justa Process Control System: Compañía Marcobre S.A.CDocumento49 páginasProyecto Mina Justa Process Control System: Compañía Marcobre S.A.Cpaul100% (1)
- 1.20.2.3 Faja de Sacrificio OverlandDocumento7 páginas1.20.2.3 Faja de Sacrificio OverlandRonald Cuenta MamaniAún no hay calificaciones
- Concentradora Toromocho RESUMENDocumento15 páginasConcentradora Toromocho RESUMENEffre CopaAún no hay calificaciones
- Chancado Secundario TerciarioDocumento37 páginasChancado Secundario TerciarioJAMESAún no hay calificaciones
- Mina ShougangDocumento33 páginasMina ShougangZshoØn KaØz100% (1)
- Manual de Uso y Mantenimiento HPM0C03550000 C313002Documento132 páginasManual de Uso y Mantenimiento HPM0C03550000 C313002Anonymous TsKN7XZB100% (1)
- Diagrama de Flujo Concentradora ToquepalaDocumento1 páginaDiagrama de Flujo Concentradora ToquepalaJ Luciano Blas33% (3)
- Operacion SXDocumento71 páginasOperacion SXworquera2507Aún no hay calificaciones
- Catalina Huanca Sociedad Minera-FinalDocumento18 páginasCatalina Huanca Sociedad Minera-FinalAndrea Culqui100% (1)
- Flow Sheet Planta Concentradora CMC 2016Documento1 páginaFlow Sheet Planta Concentradora CMC 2016Roque GonzalesAún no hay calificaciones
- Pet GPM 15 - R0Documento85 páginasPet GPM 15 - R0A̶l̶x̶a̶n̶d̶e̶r̶ PaniAún no hay calificaciones
- 00 General Concentradora CuajoneDocumento1 página00 General Concentradora CuajoneBernardo Condori Limache100% (1)
- Cerro Verde Production Unit Expansion - CV2 - MaintenanceDocumento22 páginasCerro Verde Production Unit Expansion - CV2 - MaintenanceElizabeth ChAún no hay calificaciones
- Fatal Risk Spanish 29012020Documento19 páginasFatal Risk Spanish 29012020Juan SPAún no hay calificaciones
- Molino SagDocumento12 páginasMolino SagAndrés Ignacio Lueiza CarrascoAún no hay calificaciones
- EspesamientoDocumento56 páginasEspesamientoricardo choqueAún no hay calificaciones
- Extraccion SN en San RafaelDocumento121 páginasExtraccion SN en San RafaelLourdes100% (1)
- Planta Concentradora de La Minera BambasDocumento26 páginasPlanta Concentradora de La Minera Bambaskennedy100% (2)
- TesisDocumento20 páginasTesismilkamercedesAún no hay calificaciones
- Circuito de Molienda - Antapaccay Grupo 7.Documento17 páginasCircuito de Molienda - Antapaccay Grupo 7.Juan Manuel Pinto RiveraAún no hay calificaciones
- Obtención de Oro A Paritr de Sus ÓxidosDocumento25 páginasObtención de Oro A Paritr de Sus ÓxidosSiul Vargas AcaroAún no hay calificaciones
- Chancadoras, Molino, Fajas, Mallas, HidrociclonDocumento53 páginasChancadoras, Molino, Fajas, Mallas, HidrociclonVictor Alexander Aredo Chinga50% (2)
- 03b Cálculo Tambor AglomeradorDocumento17 páginas03b Cálculo Tambor AglomeradorRodrigo Esteban Letelier Astorga100% (6)
- Principales Plantas Concentradoras Del PerúDocumento13 páginasPrincipales Plantas Concentradoras Del PerúJhony Alexander Gomez Calsin100% (4)
- Chancadora de PebblesDocumento15 páginasChancadora de PebblesMAITA QUISPE EDY INES100% (2)
- Trabajo ConcenDocumento56 páginasTrabajo ConcenFredo Granados HidalgoAún no hay calificaciones
- Flow Sheet - Procesos AntapaccayDocumento1 páginaFlow Sheet - Procesos AntapaccayNeme Crazy75% (8)
- Flowsheet Diagrama de FlujoDocumento1 páginaFlowsheet Diagrama de FlujoCamila Ludeña Rivera0% (1)
- Tambor AglomeracionDocumento12 páginasTambor AglomeracionMaillyn Fabian100% (12)
- CH de RodillosDocumento3 páginasCH de RodillosJhon P Ninamango RomeroAún no hay calificaciones
- Proceso de ChancadoDocumento8 páginasProceso de ChancadoMariana Tirado Alfaro100% (2)
- 3.2 Clasificadores de Espirales o HelicoidalesDocumento3 páginas3.2 Clasificadores de Espirales o HelicoidalesDavid NeyraAún no hay calificaciones
- Chancado PebblesDocumento5 páginasChancado PebblesLilian Pamela Rojas PizarroAún no hay calificaciones
- Tecnología de Ore SortingDocumento6 páginasTecnología de Ore SortingMilton HCAún no hay calificaciones
- ERIEZ Industria MineraDocumento2 páginasERIEZ Industria Mineraangelsiddharta100% (1)
- Iper-Cambio de Forro de Molino de Bolas PDFDocumento3 páginasIper-Cambio de Forro de Molino de Bolas PDFldavilaluceral100% (1)
- 1.20.2.4 Faja Overland (220-CVB-0002Documento17 páginas1.20.2.4 Faja Overland (220-CVB-0002kofcitoAún no hay calificaciones
- Proyecto San Antonio Oxidos Rev - 0Documento8 páginasProyecto San Antonio Oxidos Rev - 0Mari Domoawkafe ÜlAún no hay calificaciones
- Plantas Concentradors Del Peru 2Documento19 páginasPlantas Concentradors Del Peru 2Anonymous ddfo6e5EAún no hay calificaciones
- 2.4 GeometalurgiaDocumento5 páginas2.4 GeometalurgiaMichael TiconaAún no hay calificaciones
- Presentación de Clase de Gerencia MineraDocumento21 páginasPresentación de Clase de Gerencia MineraAlfredo Daniel Moreno UlloaAún no hay calificaciones
- Desarrollo de Un Proyecto Minero.Documento25 páginasDesarrollo de Un Proyecto Minero.Alfredo Daniel Moreno UlloaAún no hay calificaciones
- 1 PB PDFDocumento8 páginas1 PB PDFBenjaminAún no hay calificaciones
- Estratizacion de MineriaDocumento10 páginasEstratizacion de MineriaJesus Anaya HilarioAún no hay calificaciones
- PlanificaciónDocumento4 páginasPlanificaciónAlfredo Daniel Moreno UlloaAún no hay calificaciones
- Aspectos Claves en Valorizacion CF - A. LopezDocumento40 páginasAspectos Claves en Valorizacion CF - A. LopezChris DaveAún no hay calificaciones
- Preguntas Frecuentes Sobre RelavesDocumento9 páginasPreguntas Frecuentes Sobre RelavesMarta Ceballos CortesAún no hay calificaciones
- Apunte METODOS DE EXPLOTACIONDocumento68 páginasApunte METODOS DE EXPLOTACIONpablo reyes100% (59)
- Preguntas para TrabajoDocumento1 páginaPreguntas para TrabajoAlfredo Daniel Moreno UlloaAún no hay calificaciones
- Modulo 6: Investigación EvaluativaDocumento323 páginasModulo 6: Investigación EvaluativaLJ UD100% (10)
- Molinos HPGR PDFDocumento57 páginasMolinos HPGR PDFmagnata01Aún no hay calificaciones
- Molinos HPGR PDFDocumento57 páginasMolinos HPGR PDFmagnata01Aún no hay calificaciones
- La Cal Es Un Reactivo Parte IDocumento124 páginasLa Cal Es Un Reactivo Parte I12098467% (3)
- 5 Comentarios y ConclusionesDocumento3 páginas5 Comentarios y ConclusionesAlfredo Daniel Moreno UlloaAún no hay calificaciones
- Molino SDocumento16 páginasMolino SAlfredo Daniel Moreno UlloaAún no hay calificaciones
- Hidrociclones de Fondo PlanoDocumento14 páginasHidrociclones de Fondo PlanoJuan Santiago100% (1)
- SOLVER para Cálculos de RegresiónDocumento3 páginasSOLVER para Cálculos de RegresiónAlfredo Daniel Moreno UlloaAún no hay calificaciones
- Herramientas ManualesDocumento12 páginasHerramientas ManualesAlfredo Daniel Moreno UlloaAún no hay calificaciones
- GaudinDocumento4 páginasGaudinAlfredo Daniel Moreno UlloaAún no hay calificaciones
- Proyecto de Baritina en LunahuanaDocumento7 páginasProyecto de Baritina en LunahuanaEDGARD WILFREDO HUAYANEY MAGUIÑAAún no hay calificaciones
- Procedimiento de Traabajo Seguro PicadorDocumento8 páginasProcedimiento de Traabajo Seguro Picadoradriana del pilar rodriguez noyAún no hay calificaciones
- Manual de Uso Del CompendioDocumento23 páginasManual de Uso Del CompendioPatricia Janett Inocente MorenoAún no hay calificaciones
- Produccion Del AceroDocumento14 páginasProduccion Del Acerogurdan100% (5)
- Xxxi) CV Linea JerarquicaDocumento22 páginasXxxi) CV Linea Jerarquicavernon paredesAún no hay calificaciones
- G 16 T. Zelaya, ErnestoDocumento11 páginasG 16 T. Zelaya, ErnestoluisparedesAún no hay calificaciones
- Tesis TerminadaDocumento135 páginasTesis TerminadaAlvaro German Villarroel100% (1)
- Sernageomin - Anuario 2004Documento179 páginasSernageomin - Anuario 2004dcpetersnAún no hay calificaciones
- Mina San MartinDocumento36 páginasMina San Martinapi-3782711Aún no hay calificaciones
- Contrato en AsociacionDocumento3 páginasContrato en AsociacionXerjes Hurtado IngaAún no hay calificaciones
- Situación Actual de La Minería en El PerúDocumento23 páginasSituación Actual de La Minería en El PerúKharina Mirian CaceresAún no hay calificaciones
- Examen Final PDFDocumento2 páginasExamen Final PDFAnonymous krmxGZ50% (2)
- IopsDocumento18 páginasIopsJorge Contreras RiveraAún no hay calificaciones
- QuebradorasDocumento9 páginasQuebradorasRodrigo Prieto Fajardo100% (1)
- Descripción de Algunas Empresas Mineras en MéxicoDocumento2 páginasDescripción de Algunas Empresas Mineras en MéxicoAlonso OrdoñezAún no hay calificaciones
- Algoritmo de SegmentaciónDocumento7 páginasAlgoritmo de SegmentaciónBethAún no hay calificaciones
- Planilla Entrega A ClientesDocumento27 páginasPlanilla Entrega A ClientesHernan Ceros Saavedra CurillanAún no hay calificaciones
- La Rinconada PDFDocumento42 páginasLa Rinconada PDFJul Christian Cáceres PozoAún no hay calificaciones
- 4.manual Proceso Explotacion Minera Mina Cielo Abierto Areas Extraccion Mineral Parametros Geometricos Diagrama FlujoDocumento12 páginas4.manual Proceso Explotacion Minera Mina Cielo Abierto Areas Extraccion Mineral Parametros Geometricos Diagrama FlujoCristian Sardon RojasAún no hay calificaciones
- SESUVECADocumento27 páginasSESUVECAAnonymous zUDmNUeAún no hay calificaciones
- Relavera AntaminaDocumento68 páginasRelavera AntaminaGuti GutierrezAún no hay calificaciones
- 3008 Programa Integral Diseño de Plantas Concentradoras de CobreDocumento7 páginas3008 Programa Integral Diseño de Plantas Concentradoras de CobreLuis Bernardo Mellibosky GrauAún no hay calificaciones
- Metodologia de Analisis de Incertidumbre Geologica para Planificacion Minera A Cielo Abierto de Largo PlazoDocumento53 páginasMetodologia de Analisis de Incertidumbre Geologica para Planificacion Minera A Cielo Abierto de Largo PlazoRonoel VegaAún no hay calificaciones
- OP - Clase 2 - Planificación MineraDocumento79 páginasOP - Clase 2 - Planificación MineraJonathan Aranguiz HenriquezAún no hay calificaciones
- SAW Mina Constancia PDFDocumento6 páginasSAW Mina Constancia PDFGhan VilcaAún no hay calificaciones
- Reporte Incidente de Trabajo SAN SALVADORDocumento1 páginaReporte Incidente de Trabajo SAN SALVADORXavier Medina VeintimillaAún no hay calificaciones
- La Ex Hacienda Del ChorrilloDocumento4 páginasLa Ex Hacienda Del ChorrillotlacuicuiloAún no hay calificaciones
- Caso NikeDocumento4 páginasCaso NikeLisbezth AlvarezAún no hay calificaciones
- Im131ami2017 2Documento9 páginasIm131ami2017 2OscarAún no hay calificaciones
- El SoldadoDocumento14 páginasEl SoldadoPablo Huanca MontoyaAún no hay calificaciones