También podría gustarte
- RILES Industria PesqueraDocumento5 páginasRILES Industria PesqueraFernando Arancibia Carvallo100% (6)
- Traceado Eléctrico en TuberíasDocumento0 páginasTraceado Eléctrico en TuberíasSantolfo100% (1)
- Jri Gpo CC 722 400 M TS 002 1Documento23 páginasJri Gpo CC 722 400 M TS 002 1claudiovill100% (1)
- 03 Plano Agua Potable Fria Caliente AlumnosDocumento1 página03 Plano Agua Potable Fria Caliente AlumnosBenjamín AntonioAún no hay calificaciones
- Filosofia de DrenajesDocumento5 páginasFilosofia de DrenajesJuan Pablo Sanchez100% (1)
- Hoja de Datos AgitadoresDocumento10 páginasHoja de Datos AgitadoresMartin Baltazar Miranda100% (1)
- Problemas Frecuentes en Pozos ProfundosDocumento10 páginasProblemas Frecuentes en Pozos ProfundosFernando Arancibia Carvallo75% (4)
- Plano DtiDocumento1 páginaPlano DtiMoises Portuguez Padrino100% (2)
- Modificacion Norma Chilena NCH 433 y NCH 438Documento9 páginasModificacion Norma Chilena NCH 433 y NCH 438jofrehiteshewAún no hay calificaciones
- Valvula de Bola Inoxpa Candigra Clamp o TriclampDocumento2 páginasValvula de Bola Inoxpa Candigra Clamp o Triclampaliothf1Aún no hay calificaciones
- Ingeniería GeotecnicaDocumento304 páginasIngeniería GeotecnicaFernando Arancibia Carvallo100% (2)
- GEN-ME0-007-REV 0-Especif Tuberias Valvulas y AccesoriosDocumento25 páginasGEN-ME0-007-REV 0-Especif Tuberias Valvulas y AccesoriosCURRITOJIMENEZAún no hay calificaciones
- Memoria Tecnica Estadio Viejo PDFDocumento24 páginasMemoria Tecnica Estadio Viejo PDFFrank TenecelaAún no hay calificaciones
- Floating Skimmer PDFDocumento8 páginasFloating Skimmer PDFJavier Ricardo Romero Bohorquez100% (1)
- Informe y Memoria Técnica - Sanitaria o Pluvial - PanamáDocumento26 páginasInforme y Memoria Técnica - Sanitaria o Pluvial - PanamáOrlando Aguilar100% (1)
- Ecuaciones Empiricas. Fichas Tecnicas.Documento4 páginasEcuaciones Empiricas. Fichas Tecnicas.DiegAún no hay calificaciones
- 04 06 NRV6010Documento28 páginas04 06 NRV6010PUENTES2407Aún no hay calificaciones
- T A03t8Documento3 páginasT A03t8Leonardo Ramirez GuzmanAún no hay calificaciones
- Guia de Cementacion (Estructura de Datos)Documento42 páginasGuia de Cementacion (Estructura de Datos)Luz Marina Mendoza MendozaAún no hay calificaciones
- Desarrollo de Pozos y Depresion EspecificaDocumento7 páginasDesarrollo de Pozos y Depresion EspecificaFernando Arancibia CarvalloAún no hay calificaciones
- Manual de Operacion y MttoDocumento41 páginasManual de Operacion y Mttodievelyn100% (1)
- Introduccion T.F.Documento5 páginasIntroduccion T.F.Paco Banda Ramirez100% (1)
- Compendio KSB 60HzDocumento108 páginasCompendio KSB 60HzJorge VillalobosAún no hay calificaciones
- Diapo FinalesDocumento48 páginasDiapo FinalesJose Gonzales100% (1)
- Desarrollo de Proyecto - Calculo y Fabricación de Tanque CilindricoDocumento25 páginasDesarrollo de Proyecto - Calculo y Fabricación de Tanque CilindricoRoberto Gomez R.Aún no hay calificaciones
- Manual para La Interpretacion de Los Ensayos de BombeoDocumento113 páginasManual para La Interpretacion de Los Ensayos de BombeoFernando Arancibia Carvallo100% (4)
- nch2080 171227153914Documento18 páginasnch2080 171227153914Nico GoitiandiaAún no hay calificaciones
- KSB Golia 3F - RFPDocumento4 páginasKSB Golia 3F - RFPAlexisVillaAún no hay calificaciones
- Libro Essbio FINAL PDFDocumento164 páginasLibro Essbio FINAL PDFEduardo Leyton CórdovaAún no hay calificaciones
- NCh2510 2001 PDFDocumento33 páginasNCh2510 2001 PDFmatias contrerasAún no hay calificaciones
- Catalogo ESTANQUES Vogt1Documento19 páginasCatalogo ESTANQUES Vogt1Carlos Javier Pérez SilvaAún no hay calificaciones
- Uniones UniversalDocumento2 páginasUniones UniversalaacunarAún no hay calificaciones
- Tec Shoc-10 y Shdoc-10Documento4 páginasTec Shoc-10 y Shdoc-10miguelAún no hay calificaciones
- Tuberia PEAD CorrugadaDocumento6 páginasTuberia PEAD Corrugadajuan mattiacciAún no hay calificaciones
- Normas Chilenas - Articles 5853 NCh3191Documento14 páginasNormas Chilenas - Articles 5853 NCh3191marcelo_rubio_5Aún no hay calificaciones
- Bases y Criterios de DiseñoDocumento40 páginasBases y Criterios de DiseñoCata Villa SalazarAún no hay calificaciones
- Criterios de Diseño Civil NESTLEDocumento27 páginasCriterios de Diseño Civil NESTLEMore71Aún no hay calificaciones
- Tabla de Resistencia QuimicaDocumento10 páginasTabla de Resistencia QuimicajebicoreAún no hay calificaciones
- Bases de Diseño MecanicasDocumento31 páginasBases de Diseño MecanicasKIKA LASSARINIAún no hay calificaciones
- 049 Manual Motor1500kg OkDocumento20 páginas049 Manual Motor1500kg OkRoberto Camus CuadraAún no hay calificaciones
- Lavaojos 19094 - A SC700ADocumento1 páginaLavaojos 19094 - A SC700Amilenka nuñez menesesAún no hay calificaciones
- Diseño Por Deflexión de TuberíasDocumento4 páginasDiseño Por Deflexión de TuberíasCarlos MerchanAún no hay calificaciones
- Listado NCH Agua PotableDocumento23 páginasListado NCH Agua PotableOmar PerezAún no hay calificaciones
- 1 4 TuberiasDocumento129 páginas1 4 TuberiasYoimer Delgado GuevaraAún no hay calificaciones
- NCh0404.Of1984 Accesorios de Fundic Gris para Tuberias de Asbesto Cemento PDFDocumento29 páginasNCh0404.Of1984 Accesorios de Fundic Gris para Tuberias de Asbesto Cemento PDFDiego YáñezAún no hay calificaciones
- Bridas Cuter Vo Certifica DosDocumento7 páginasBridas Cuter Vo Certifica DosJames Rolando Segura HernándezAún no hay calificaciones
- Catalogo Accesorios Amanco HDPE 2010Documento49 páginasCatalogo Accesorios Amanco HDPE 2010Heiner PalaciosAún no hay calificaciones
- Presupuesto ServiuDocumento9 páginasPresupuesto ServiuJah RastamanAún no hay calificaciones
- Especificaciones Tecnicas Vidrio Fusionado Al Acero Rev Junio 2018Documento11 páginasEspecificaciones Tecnicas Vidrio Fusionado Al Acero Rev Junio 2018Siles LimberdsAún no hay calificaciones
- NCh0563 1969 PDFDocumento11 páginasNCh0563 1969 PDFcarolinaAún no hay calificaciones
- Informacion Tecnica Valvula de Vastago Saliente PDFDocumento8 páginasInformacion Tecnica Valvula de Vastago Saliente PDFRaul ToledoAún no hay calificaciones
- NCh0020-2-81 Numeros Preferidos PDFDocumento13 páginasNCh0020-2-81 Numeros Preferidos PDFguillermoAún no hay calificaciones
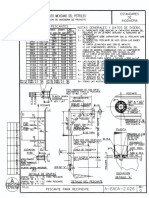
- STD Imp - A-Eaca-2.026 Pescante para RecipienteDocumento1 páginaSTD Imp - A-Eaca-2.026 Pescante para RecipientemiguelmtzgroAún no hay calificaciones
- Hoja de Datos ManómetrosDocumento4 páginasHoja de Datos ManómetrosAdhemar Escobar VelasquezAún no hay calificaciones
- Especificaciones Tecnicas PinturasDocumento19 páginasEspecificaciones Tecnicas PinturasJose Sebastian Palma PereiraAún no hay calificaciones
- Tesis Rio ChiraDocumento17 páginasTesis Rio ChiramarioAún no hay calificaciones
- Sistema de Aguas Grises - Clorador y DecloradorDocumento2 páginasSistema de Aguas Grises - Clorador y DecloradorLehidy ValdésAún no hay calificaciones
- Especificaciones Pdvsa TeaDocumento5 páginasEspecificaciones Pdvsa TeaDIEGO ANDRES NINOAún no hay calificaciones
- Filosofía de OperaciónDocumento5 páginasFilosofía de OperaciónFrancisco MefAún no hay calificaciones
- Ultrafilter Secadoraburan FrigorificaDocumento6 páginasUltrafilter Secadoraburan FrigorificaFabricio SanchezAún no hay calificaciones
- Manual de Estimación de Costos para Tuberías y Estructuras MarinasDocumento25 páginasManual de Estimación de Costos para Tuberías y Estructuras MarinasElias E. Quiel CastleAún no hay calificaciones
- Antonio Campos - Hidraulica e Hidrologia para Ingeniería-237Documento1 páginaAntonio Campos - Hidraulica e Hidrologia para Ingeniería-237Carlos Mario Causil SanchezAún no hay calificaciones
- NCH 1105.cR2008 PDFDocumento16 páginasNCH 1105.cR2008 PDFe__gonzalezc100% (1)
- Cotización PTAP Zona Central 2x3.150m3Documento13 páginasCotización PTAP Zona Central 2x3.150m3MyR Bogotá- EABAún no hay calificaciones
- SCI Industria Petrolera - Modelos de Radiacion Termica Parte 2Documento15 páginasSCI Industria Petrolera - Modelos de Radiacion Termica Parte 2Torero02Aún no hay calificaciones
- Bombas Hega Multietapas - PresentaciónDocumento20 páginasBombas Hega Multietapas - PresentaciónBYR SEDE BOGOTÁAún no hay calificaciones
- 01 EETT Sanitaria - MARIA JUANA CADAGAN PDFDocumento5 páginas01 EETT Sanitaria - MARIA JUANA CADAGAN PDFSamuel Ignacio Torres SariegoAún no hay calificaciones
- NTP Ia 016Documento13 páginasNTP Ia 016ecocadecAún no hay calificaciones
- Acero de RefuerzoDocumento5 páginasAcero de RefuerzoWalter CorreaAún no hay calificaciones
- Como Sobrevivir A Un MaremotoDocumento18 páginasComo Sobrevivir A Un Maremotosit ruralAún no hay calificaciones
- Reconocimiento de Geo-Ingeniería Del Maule 2010, Terremoto en ChileDocumento347 páginasReconocimiento de Geo-Ingeniería Del Maule 2010, Terremoto en ChileFernando Arancibia Carvallo100% (1)
- Objetivos de Performance Sísmica de Edificios de AlturaDocumento56 páginasObjetivos de Performance Sísmica de Edificios de AlturaFernando Arancibia CarvalloAún no hay calificaciones
- Terremoto Del 2010 Darfield (Nueva Zelanada)Documento180 páginasTerremoto Del 2010 Darfield (Nueva Zelanada)Fernando Arancibia CarvalloAún no hay calificaciones
- Informe Técnico Posterior Al Terremoto 27 F ChileDocumento13 páginasInforme Técnico Posterior Al Terremoto 27 F ChileFernando Arancibia Carvallo100% (1)
- Medición de Caudales en PozosDocumento3 páginasMedición de Caudales en PozosFernando Arancibia Carvallo100% (7)
- Parametros Diseño y Construcción de PozosDocumento9 páginasParametros Diseño y Construcción de PozosFernando Arancibia CarvalloAún no hay calificaciones
- Qué Caudal Se Le Puede Extraer A Un PozoDocumento5 páginasQué Caudal Se Le Puede Extraer A Un PozoFernando Arancibia CarvalloAún no hay calificaciones
- Es La Rejilla Slot 40 Una Solución MágicaDocumento4 páginasEs La Rejilla Slot 40 Una Solución MágicaFernando Arancibia CarvalloAún no hay calificaciones
- Zanjas de OxidaciónDocumento27 páginasZanjas de OxidaciónFernando Arancibia Carvallo100% (2)
- Guía de Selección de Cañerías y Rejillas para PozosDocumento69 páginasGuía de Selección de Cañerías y Rejillas para PozosFernando Arancibia CarvalloAún no hay calificaciones
- Diámetro Óptimo de PozosDocumento2 páginasDiámetro Óptimo de PozosFernando Arancibia Carvallo100% (2)
- Tratamiento de RILES - Valencia EspañaDocumento58 páginasTratamiento de RILES - Valencia EspañaFernando Arancibia CarvalloAún no hay calificaciones
- Captación Mediante DrenesDocumento10 páginasCaptación Mediante DrenesFernando Arancibia CarvalloAún no hay calificaciones
- Estadistica Valores Extremos. Arth.Documento19 páginasEstadistica Valores Extremos. Arth.Luis Arturo Jara BardalesAún no hay calificaciones
- Uso de Variador de FrecuenciaDocumento2 páginasUso de Variador de FrecuenciaFernando Arancibia CarvalloAún no hay calificaciones
- Qué Son Los RilesDocumento5 páginasQué Son Los RilesFernando Arancibia CarvalloAún no hay calificaciones
- Grado de TuberiaDocumento12 páginasGrado de TuberiaLuis LeonAún no hay calificaciones
- LMU100-200 - Equipo Lubricacion SMCDocumento5 páginasLMU100-200 - Equipo Lubricacion SMCArnaldoAún no hay calificaciones
- Conector GD GarDocumento2 páginasConector GD GarJhon SanabriaAún no hay calificaciones
- Portafolio-Fusion-Pipe-Tools-2021 Equipos de TermofusionDocumento84 páginasPortafolio-Fusion-Pipe-Tools-2021 Equipos de TermofusionCarlosAún no hay calificaciones
- Comparacion Hidraulica Tubo Hormigon Vs Tubo PEAD InstructivoDocumento5 páginasComparacion Hidraulica Tubo Hormigon Vs Tubo PEAD InstructivoSebastian Ruiz SalgadoAún no hay calificaciones
- Tubo Corrugado FluidDocumento6 páginasTubo Corrugado FluidMirko Gutierrez QuirozAún no hay calificaciones
- Asfalto y PlasticoDocumento51 páginasAsfalto y PlasticoElenaAntunezAún no hay calificaciones
- Especificaciones Tecnicas Emisario Tamborada SurDocumento85 páginasEspecificaciones Tecnicas Emisario Tamborada SurRoberto TórrezAún no hay calificaciones
- Temario M3T2 Hidráulica Industrial IIDocumento162 páginasTemario M3T2 Hidráulica Industrial IIAntony CoboAún no hay calificaciones
- ITI CanalizacionesDocumento6 páginasITI CanalizacionesGerardo Frias LoveraAún no hay calificaciones
- Formato de Procesos de Soldadura OxicetilenicaDocumento4 páginasFormato de Procesos de Soldadura OxicetilenicaLuis MoraAún no hay calificaciones
- Boletin-Almacenamiento ChronusDocumento27 páginasBoletin-Almacenamiento ChronusRaul felipe jorgeAún no hay calificaciones
- Cuantos KM de Tuberias Hay en MexicoDocumento19 páginasCuantos KM de Tuberias Hay en MexicoWen GtzAún no hay calificaciones
- Especificaciones Tecnicas Redes de Distribucion de Agua PotableDocumento27 páginasEspecificaciones Tecnicas Redes de Distribucion de Agua PotableHerlless Gonzales Brunner100% (1)
- Catalogo 20 Paginas - Alutech (Adobe Acrobat Pro DC) Enero 2021Documento16 páginasCatalogo 20 Paginas - Alutech (Adobe Acrobat Pro DC) Enero 2021erick olivasAún no hay calificaciones
- Medidor o Tubo de VenturiDocumento3 páginasMedidor o Tubo de VenturiIsmael de GalletaAún no hay calificaciones
- Advertencia 70-90 PDFDocumento21 páginasAdvertencia 70-90 PDFCdMoraSAún no hay calificaciones
- Catalogo Gerfor Sanitario PDFDocumento27 páginasCatalogo Gerfor Sanitario PDFCarlos Andres Mendoza SanchezAún no hay calificaciones
- Corrida Tuberia SuperficialDocumento19 páginasCorrida Tuberia SuperficialBonifacio Hernandez Lopez100% (1)
- U - N°4 Iii - Precarga de Pilotes - 2014Documento8 páginasU - N°4 Iii - Precarga de Pilotes - 2014Alejandro Carlos GarciaAún no hay calificaciones
- Metrados Multifamilar HuauraDocumento4 páginasMetrados Multifamilar HuauraRichardAún no hay calificaciones
- Tipos de TuberíasDocumento5 páginasTipos de TuberíasFatima Guadalupe Campos HenriquezAún no hay calificaciones
- Válvulas de 2 VíasDocumento15 páginasVálvulas de 2 VíasOscarAndre2Aún no hay calificaciones
- Guia Practica para La Ejecución de ProyectosDocumento23 páginasGuia Practica para La Ejecución de ProyectosCarlos LezamaAún no hay calificaciones
- Marco Teórico Perdidas MayoresDocumento3 páginasMarco Teórico Perdidas MayoresMagalys ReyesAún no hay calificaciones
- Orizzonte - Memoria de CalculoDocumento31 páginasOrizzonte - Memoria de CalculoAndres Felipe Bedoya SantacruzAún no hay calificaciones