También podría gustarte
- Mantenimiento de centros de transformación. ELEE0209De EverandMantenimiento de centros de transformación. ELEE0209Aún no hay calificaciones
- YONATANDocumento23 páginasYONATANdeep mu0% (1)
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209De EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Calificación: 5 de 5 estrellas5/5 (1)
- Mejora de Metodos en El Trabajo (Entrega Final)Documento51 páginasMejora de Metodos en El Trabajo (Entrega Final)Danscomlobos OMGAún no hay calificaciones
- 3ra Entrega Proyecto de Innovacion (2021-10)Documento92 páginas3ra Entrega Proyecto de Innovacion (2021-10)Esther TorresAún no hay calificaciones
- Trenzadora de Cable InnovacionDocumento77 páginasTrenzadora de Cable InnovacionMax JavierAún no hay calificaciones
- Avance 1 - Terrones y TaoDocumento46 páginasAvance 1 - Terrones y TaoAlexis Terrones GuzmánAún no hay calificaciones
- Proyecto ActualizadoDocumento30 páginasProyecto ActualizadoJesus Martinez AlbinoAún no hay calificaciones
- DDocumento69 páginasDLujan DennisAún no hay calificaciones
- Veliz-Choque Larico Portico para PolipastoDocumento55 páginasVeliz-Choque Larico Portico para PolipastoJorge RodriguezAún no hay calificaciones
- Ultimo Model Corregido para TodosDocumento65 páginasUltimo Model Corregido para TodosJD94 - Música ElectrónicaAún no hay calificaciones
- Wachy 02Documento69 páginasWachy 02Eduardo LLERENA LOPEZAún no hay calificaciones
- Eeid Eeid-315 Tarea T007Documento2 páginasEeid Eeid-315 Tarea T007Jose Antonio Ormeño VillaAún no hay calificaciones
- Proyecto Senati MejiaDocumento33 páginasProyecto Senati Mejiaabel mejiaAún no hay calificaciones
- Minimizar Las Fallas de Las Electrobombas Implementando Un Banco de PruebaDocumento76 páginasMinimizar Las Fallas de Las Electrobombas Implementando Un Banco de PruebaErwinAún no hay calificaciones
- Formación de Monitores de EmpresaDocumento38 páginasFormación de Monitores de EmpresaAracely BernalAún no hay calificaciones
- Proyecto de Senati03Documento15 páginasProyecto de Senati03カセレスデイビッドAún no hay calificaciones
- Modelo 1 PDFDocumento54 páginasModelo 1 PDFrene rivasAún no hay calificaciones
- Implementación de Una Canastilla Elevadora de Personal para Grúa Con Equipo de Protección Personal Anticaída para La Empresa Constructora D&R S.A.C.Documento55 páginasImplementación de Una Canastilla Elevadora de Personal para Grúa Con Equipo de Protección Personal Anticaída para La Empresa Constructora D&R S.A.C.Max JavierAún no hay calificaciones
- Senacgeu-192 Entregable t001Documento5 páginasSenacgeu-192 Entregable t001Jhoel Anthony Cruz MamaniAún no hay calificaciones
- Trabajo Final Electronica de Potencia 3 PDFDocumento21 páginasTrabajo Final Electronica de Potencia 3 PDFCinthia RicalesAún no hay calificaciones
- CGEU-239 - FORMATOALUMNOTRABAJOFINAL de Calidad Total (Recuperado Automáticamente)Documento9 páginasCGEU-239 - FORMATOALUMNOTRABAJOFINAL de Calidad Total (Recuperado Automáticamente)Jhon Antony JR Julca RosalesAún no hay calificaciones
- SENATIDocumento4 páginasSENATIAxel BellidoAún no hay calificaciones
- 01216861py - Proyecto ModeloDocumento77 páginas01216861py - Proyecto ModeloRꓮꓴꓡ ꓖꓦAún no hay calificaciones
- Jaime Jorge Proyecto FinalDocumento63 páginasJaime Jorge Proyecto FinalJhön SülcäAún no hay calificaciones
- Cgeu Cgeu-126 ManualDocumento119 páginasCgeu Cgeu-126 ManualSusana Schwartz HurtadoAún no hay calificaciones
- Proyecto Avanze 2Documento40 páginasProyecto Avanze 2CESAR VICTOR DELGADO TORRESAún no hay calificaciones
- Tesis FullDocumento62 páginasTesis FullDhan Seth BluAún no hay calificaciones
- Trabajofinal Autmatismo Dennys Franco2Documento9 páginasTrabajofinal Autmatismo Dennys Franco2Yamer MamaniAún no hay calificaciones
- CGEU-201 Curso Transversal: Proyecto de Innovación Y/o MejoraDocumento29 páginasCGEU-201 Curso Transversal: Proyecto de Innovación Y/o MejoraL'Cervantes AndersonAún no hay calificaciones
- Ayquipa Miranda, Janiel - Cusihuaman Quispe, Elvis - Huamani Cconochuillca, EliasDocumento57 páginasAyquipa Miranda, Janiel - Cusihuaman Quispe, Elvis - Huamani Cconochuillca, EliasVicente Hinojosa GálvezAún no hay calificaciones
- Ejemplo 1 de Proyecto-1Documento88 páginasEjemplo 1 de Proyecto-1Edson Guzman100% (2)
- Proyecto de Innovación de Electricidad - WalterDocumento90 páginasProyecto de Innovación de Electricidad - Walterdaniel0% (2)
- Proyecto FinalDocumento7 páginasProyecto FinaldennysAún no hay calificaciones
- Proyecto SolarDocumento108 páginasProyecto SolarDiego QRAún no hay calificaciones
- Proyecto Senati Compresor de Anillo Toyota 2kdDocumento61 páginasProyecto Senati Compresor de Anillo Toyota 2kdGuido Rojas VasquezAún no hay calificaciones
- YULIÑO FLORENTINO Cap1 Al 8Documento66 páginasYULIÑO FLORENTINO Cap1 Al 8junior trujillo mattosAún no hay calificaciones
- tr1 y tr1 Tecnologia Sistemas AutomotrizDocumento6 páginastr1 y tr1 Tecnologia Sistemas Automotrizrenato apazaAún no hay calificaciones
- Trabajo Final de Mandos Neumaticos Tr1Documento12 páginasTrabajo Final de Mandos Neumaticos Tr1Jacob PerezAún no hay calificaciones
- Mejora de Métodos de TrabajoDocumento15 páginasMejora de Métodos de TrabajocarlosAún no hay calificaciones
- Modelo Diapositiva Sustentacion201810Documento19 páginasModelo Diapositiva Sustentacion201810Marcos RomeroAún no hay calificaciones
- Mejora de Metodos TareaDocumento11 páginasMejora de Metodos TareaJean Carlo100% (3)
- Luis Rivas5 - Proyecto (Reparado)Documento135 páginasLuis Rivas5 - Proyecto (Reparado)Luis RivasAún no hay calificaciones
- Tarea de Mejora de Metodos de Trabajo 1Documento9 páginasTarea de Mejora de Metodos de Trabajo 1Daniel Martinez100% (1)
- SenatiDocumento17 páginasSenatiVICTOR HUAYANCAAún no hay calificaciones
- Monografía Cosme Melendez Renildo Jack - Orosco Mendivil Diego Alonso 202020Documento108 páginasMonografía Cosme Melendez Renildo Jack - Orosco Mendivil Diego Alonso 202020jhoanhs pazAún no hay calificaciones
- Camani MonografiaDocumento73 páginasCamani MonografiaVicente Hinojosa GálvezAún no hay calificaciones
- Proyecto de Innovacion - Abel 2017Documento90 páginasProyecto de Innovacion - Abel 2017Jhön SülcäAún no hay calificaciones
- Tarea de Mejora de Metodos de Trabajo 1Documento9 páginasTarea de Mejora de Metodos de Trabajo 1celso odar quirogaAún no hay calificaciones
- Proyecto Mini Banco de Pruebas PDFDocumento32 páginasProyecto Mini Banco de Pruebas PDFAnonymous 7t2BOJbAún no hay calificaciones
- Proyecto Baldeonxdxd 7Documento58 páginasProyecto Baldeonxdxd 7Fernando Ochoa GuillermoAún no hay calificaciones
- TR 1Documento6 páginasTR 1Jean Quispe50% (2)
- Trabajo Del Curso - Calidad Total - Olivos Salazar PaoloDocumento7 páginasTrabajo Del Curso - Calidad Total - Olivos Salazar PaoloAldair CaisahuanaAún no hay calificaciones
- TR Electricidad y Electrónica Automotiz BásicaDocumento18 páginasTR Electricidad y Electrónica Automotiz BásicaCarlos Montenegro GuevaraAún no hay calificaciones
- Minimizar Las Fallas de Las Electrobombas Implementando Un Banco de PruebaDocumento73 páginasMinimizar Las Fallas de Las Electrobombas Implementando Un Banco de PruebaFrank Jesús Flores MelgarAún no hay calificaciones
- Tarea 6 RealDocumento45 páginasTarea 6 RealIsabel Mendoza Santiago100% (2)
- Avanze 2Documento9 páginasAvanze 2Harold Puyo De PinhoAún no hay calificaciones
- Proyecto de MejoraDocumento9 páginasProyecto de MejoraWilliam Cayaca LuceroAún no hay calificaciones
- Año de La Lucha Contra La Corrupcion y La ImpunidadDocumento38 páginasAño de La Lucha Contra La Corrupcion y La ImpunidadEduardo Velarde QuevedoAún no hay calificaciones
- Tarea Unidad 2 EslavaDocumento8 páginasTarea Unidad 2 EslavaDanny EslavaAún no hay calificaciones
- Diagnostico DOFADocumento9 páginasDiagnostico DOFAMaria joseAún no hay calificaciones
- Monografia Valor Empresarial Setami EirlDocumento22 páginasMonografia Valor Empresarial Setami EirlBryan SurcoAún no hay calificaciones
- Parcial Proceso-Estrategico-IIDocumento26 páginasParcial Proceso-Estrategico-IIcamilaAún no hay calificaciones
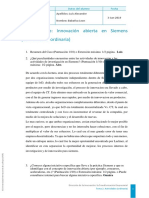
- Desarrollo Siemens UNIRDocumento5 páginasDesarrollo Siemens UNIRYesenia LeonAún no hay calificaciones
- FlowchartDocumento92 páginasFlowchartL. MendozaAún no hay calificaciones
- T.U.O. de La Ley Del I.G.v. e I.S.C. - Ambito de AplicaciónDocumento9 páginasT.U.O. de La Ley Del I.G.v. e I.S.C. - Ambito de AplicaciónJack LaymeAún no hay calificaciones
- Trabajo Final - Con Correciones de La T4 Y T5Documento36 páginasTrabajo Final - Con Correciones de La T4 Y T5ERIOPAún no hay calificaciones
- Control de TesoreríaDocumento2 páginasControl de TesoreríaJoZek AlfredAún no hay calificaciones
- Ciclo Del Servicio Al Cliente: en Empresa, Hotel y Salud - LifederDocumento6 páginasCiclo Del Servicio Al Cliente: en Empresa, Hotel y Salud - LifederFernando CruzAún no hay calificaciones
- Propuesta de Servicio Aseo Conjunto Residencial Los Almendros PDFDocumento16 páginasPropuesta de Servicio Aseo Conjunto Residencial Los Almendros PDFLuis F Soto100% (1)
- Ley Boliviana para PYMESDocumento9 páginasLey Boliviana para PYMESRafael Gustavo Alfaro AlemanAún no hay calificaciones
- Gestion Del Cambio 8 Pasos de Kotter InnovacionDocumento4 páginasGestion Del Cambio 8 Pasos de Kotter InnovacionLaura DiazAún no hay calificaciones
- GRUPO 5 - 2 Evaluación Final - Simulación de Un Plan General de Control de Una CooperativaDocumento10 páginasGRUPO 5 - 2 Evaluación Final - Simulación de Un Plan General de Control de Una CooperativadianaAún no hay calificaciones
- Asistente Administrativo - Anyi Catterine Mendieta AlvarezDocumento4 páginasAsistente Administrativo - Anyi Catterine Mendieta Alvarezcristhian sanchezAún no hay calificaciones
- Scott 2003Documento58 páginasScott 2003Santiago Garcia FonsecaAún no hay calificaciones
- La Calidad Como Estrategia CompetitivaDocumento5 páginasLa Calidad Como Estrategia CompetitivaTalyx Roselly BravoAún no hay calificaciones
- Empresa PilDocumento2 páginasEmpresa PilJESUSAún no hay calificaciones
- Actividad 6 - Medición Del Desempeño Enfocada en La Generación de ValorDocumento4 páginasActividad 6 - Medición Del Desempeño Enfocada en La Generación de ValorMaria Camila Morales100% (1)
- GlobalizaciónDocumento12 páginasGlobalizaciónAngy Dahiana Luna TrujilloAún no hay calificaciones
- EVA5Documento16 páginasEVA5Dani El crack100% (1)
- Manual de Seguridad Informatica y Buenas Practicas para - Empresas y Usuarios Junio 2020 2Documento23 páginasManual de Seguridad Informatica y Buenas Practicas para - Empresas y Usuarios Junio 2020 2O-Javier M-ParraAún no hay calificaciones
- Guia de ActividadesDocumento9 páginasGuia de ActividadesTeresa MendozaAún no hay calificaciones
- Practica Nro 02Documento40 páginasPractica Nro 02Rafael ArandaAún no hay calificaciones
- Desarrollo OrganizacionalDocumento13 páginasDesarrollo OrganizacionalMaria Soledad SolanaAún no hay calificaciones
- Actividad IDocumento10 páginasActividad Ikelvis javierAún no hay calificaciones
- Los Diferentes TemasDocumento10 páginasLos Diferentes Temasalejandrorg1982Aún no hay calificaciones
- Matriz de Consistencia Empresa ApropalDocumento3 páginasMatriz de Consistencia Empresa ApropalLuis Chavez reyesAún no hay calificaciones
- Bases CP 001 20191023 194226 615Documento95 páginasBases CP 001 20191023 194226 615Moshe Andre Povea GonzalezAún no hay calificaciones
- Modelo de PPP PDFDocumento51 páginasModelo de PPP PDFkarinaAún no hay calificaciones
- KardexDocumento2 páginasKardexjoseAún no hay calificaciones