También podría gustarte
- Diseño de RiserDocumento10 páginasDiseño de RiseralexAún no hay calificaciones
- Manuel EstandarDocumento246 páginasManuel EstandarralexmlAún no hay calificaciones
- Ensayo Dureza RockwellDocumento3 páginasEnsayo Dureza RockwellGilberto Andrés JuradoAún no hay calificaciones
- La Clasificación Unificada de Suelos USCS Mediante Visual Basic para Excel - Enrique Montalar PDFDocumento12 páginasLa Clasificación Unificada de Suelos USCS Mediante Visual Basic para Excel - Enrique Montalar PDFJorge CastelonAún no hay calificaciones
- Informe de Dureza y TracciónDocumento28 páginasInforme de Dureza y TracciónAsh-lee Cuyubamba CainicelaAún no hay calificaciones
- Estudios de Casos y ActividadesDocumento6 páginasEstudios de Casos y Actividadesfarides franco ospinoAún no hay calificaciones
- Proyecto Palas de HéliceDocumento29 páginasProyecto Palas de HéliceGuillermo BlancoAún no hay calificaciones
- Propuesta de Implementación de Un Sistema de GestiónDocumento13 páginasPropuesta de Implementación de Un Sistema de GestiónStephany AlmonteAún no hay calificaciones
- POLIAMIDA Proyecto 1Documento10 páginasPOLIAMIDA Proyecto 1alicita555Aún no hay calificaciones
- Vaciado y Tape Casting CeramicosDocumento6 páginasVaciado y Tape Casting CeramicosIvan LopezAún no hay calificaciones
- El Principio de Conservación de La MasaDocumento9 páginasEl Principio de Conservación de La MasaFernando Avendaño GomezAún no hay calificaciones
- Deposición Física A Partir de La Fase VaporDocumento2 páginasDeposición Física A Partir de La Fase Vaporjlhyl100% (2)
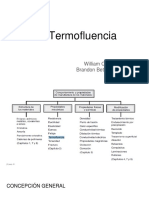
- Ensayo de TermofluenciaDocumento10 páginasEnsayo de TermofluenciaBrandonBetancourthAún no hay calificaciones
- Colombia 4 PDFDocumento126 páginasColombia 4 PDFFabricio Licla SolierAún no hay calificaciones
- Informe Segunda ColadaDocumento4 páginasInforme Segunda ColadaLuis Alberto ChávezAún no hay calificaciones
- La Norma Ohsas 18001Documento24 páginasLa Norma Ohsas 18001oscar MondragonAún no hay calificaciones
- Ecuaciones Diferenciales - Sustituciones Diversas #2Documento6 páginasEcuaciones Diferenciales - Sustituciones Diversas #2Sofia MartinezAún no hay calificaciones
- Etiquetas EcologicasDocumento11 páginasEtiquetas EcologicasAndres CumbajinAún no hay calificaciones
- Deposición Física y Química de VaporDocumento8 páginasDeposición Física y Química de VaporfernandafaundesAún no hay calificaciones
- Intrucciones Con Pavonado en FrioDocumento2 páginasIntrucciones Con Pavonado en FrioHumberto Morales MorenoAún no hay calificaciones
- Abrasion - Erosion - Cavitacion - CorrosionDocumento39 páginasAbrasion - Erosion - Cavitacion - CorrosionMckenley CoronelAún no hay calificaciones
- 971Documento101 páginas971Yanet LastraAún no hay calificaciones
- Cuestionario Nórdico. Ergonomía en Español Cuestionario NórdicoDocumento7 páginasCuestionario Nórdico. Ergonomía en Español Cuestionario NórdicoRafael Lagunes100% (1)
- Manual de Horno InduccionDocumento8 páginasManual de Horno InduccionjgutierrezpAún no hay calificaciones
- Proceso de Pavonado PDFDocumento53 páginasProceso de Pavonado PDFEdwin Huesca JuarezAún no hay calificaciones
- Resumen Ejecutivo de La Mina Barreno de ArequipaDocumento40 páginasResumen Ejecutivo de La Mina Barreno de ArequipaWinston Curo Quispe100% (1)
- Tarea # 6-Ecuación de Lagrange y ClairautDocumento1 páginaTarea # 6-Ecuación de Lagrange y ClairautBeto Lopez100% (1)
- Función de GreenDocumento8 páginasFunción de GreenRuben Armando QuinterosAún no hay calificaciones
- Prueba de Impacto en PolimerosDocumento3 páginasPrueba de Impacto en PolimerosLuisMiRomeroAún no hay calificaciones
- Las 3 RDocumento5 páginasLas 3 RGerman Mario Mamani MamaniAún no hay calificaciones
- Guia10. Ecuación Diferencial de ClairautDocumento2 páginasGuia10. Ecuación Diferencial de Clairaut?????100% (1)
- Microdureza y Aplicaciones - EspañolDocumento36 páginasMicrodureza y Aplicaciones - EspañolLuis Anthony Pulido ChavezAún no hay calificaciones
- Informe BernoulliDocumento10 páginasInforme BernoulliMaria Valentina Castiblanco JimenezAún no hay calificaciones
- ABS y SAN Aditivos PDFDocumento2 páginasABS y SAN Aditivos PDFAndres HIAún no hay calificaciones
- Ecuacion Diferencial Por SustituciónDocumento16 páginasEcuacion Diferencial Por Sustituciónla sectaAún no hay calificaciones
- ESPECTROFOTOMETRIA Principio de La EspecDocumento13 páginasESPECTROFOTOMETRIA Principio de La EspecLoreneys Paternina ArnedoAún no hay calificaciones
- MuflaDocumento3 páginasMuflaElvis Elias Roja VelaAún no hay calificaciones
- ExtrusionDocumento12 páginasExtrusionFonsi VargasAún no hay calificaciones
- Horno de InduccionDocumento0 páginasHorno de InduccionJose Gabriel Lara PrietoAún no hay calificaciones
- Hierro GrisDocumento9 páginasHierro GrisJc Rl100% (1)
- Ensayo Reflexion Interna TotalDocumento1 páginaEnsayo Reflexion Interna TotalJuan CarlosAún no hay calificaciones
- 2.1 Prefijos Del S.IDocumento6 páginas2.1 Prefijos Del S.Isantiago puentesardilaAún no hay calificaciones
- Ensayo RockwellDocumento4 páginasEnsayo RockwellLuis AragonAún no hay calificaciones
- DisolacionesDocumento3 páginasDisolacionesJosue SantiagoAún no hay calificaciones
- Practica #1 Ensayo de DurezaDocumento19 páginasPractica #1 Ensayo de DurezaAnna De J. Escalona100% (1)
- INYECCION de PlasticosDocumento10 páginasINYECCION de PlasticosGabriel MamaniAún no hay calificaciones
- Curva Esfuerzo DeformacionDocumento3 páginasCurva Esfuerzo Deformacionvictor joseAún no hay calificaciones
- Manual de Operacion de Horno de InduccionDocumento8 páginasManual de Operacion de Horno de InduccionjosemiguelzuAún no hay calificaciones
- Notas Induccion 2015 Ing. CivilDocumento96 páginasNotas Induccion 2015 Ing. CivilJesusficAún no hay calificaciones
- Hornos de FundicionDocumento7 páginasHornos de FundicionRene ReyesAún no hay calificaciones
- Ensayo de Tracción en MetalesDocumento19 páginasEnsayo de Tracción en MetalesJanio Bustillos AlvarezAún no hay calificaciones
- DUREZA ManufacturaDocumento18 páginasDUREZA ManufacturaelverAún no hay calificaciones
- Ensayo de Termofluencia Unidad 2 Tecnologia de Los MaterialesDocumento7 páginasEnsayo de Termofluencia Unidad 2 Tecnologia de Los MaterialesMaria Alejandra RAún no hay calificaciones
- 2128Documento4 páginas2128Paola COBEÑAAún no hay calificaciones
- Ensayo de Dureza PDFDocumento30 páginasEnsayo de Dureza PDFcentaury2013Aún no hay calificaciones
- Taller de Clasificacion de Materiales...Documento10 páginasTaller de Clasificacion de Materiales...Antonio Perez OrozcoAún no hay calificaciones
- 4 Cinetica RigidosbDocumento31 páginas4 Cinetica RigidosbJean Carlos VillegasAún no hay calificaciones
- DislocacionesDocumento4 páginasDislocacionesJorge O'neill MerinoAún no hay calificaciones
- Interventoria EnsayosDocumento16 páginasInterventoria EnsayosWendy AnayaAún no hay calificaciones
- HK-3535 User Manual (New Type) .En - EsDocumento14 páginasHK-3535 User Manual (New Type) .En - EsaacostajAún no hay calificaciones
- Foro - 0 - 3 - Programacion - Teleconferencias - Microsoft Teams - Int - Log - G1Documento2 páginasForo - 0 - 3 - Programacion - Teleconferencias - Microsoft Teams - Int - Log - G1Diana Gaviria MurilloAún no hay calificaciones
- ForoDocumento2 páginasForoDiana Gaviria MurilloAún no hay calificaciones
- Minerva 1003 WordDocumento4 páginasMinerva 1003 Wordbreiner sandovalAún no hay calificaciones
- Hello FriendsDocumento15 páginasHello FriendsDiana Gaviria MurilloAún no hay calificaciones
- LenguajeDocumento4 páginasLenguajeDiana Gaviria MurilloAún no hay calificaciones
- Tablas DinámicasDocumento1 páginaTablas DinámicasDiana Gaviria MurilloAún no hay calificaciones
- Ficha Tecnica de SanDocumento2 páginasFicha Tecnica de SanDiana Gaviria MurilloAún no hay calificaciones
- Ahora Si TerminadoDocumento4 páginasAhora Si TerminadoDiana Gaviria MurilloAún no hay calificaciones
- Foro - 0 - 3 - Programacion - Teleconferencias - Microsoft Teams - Int - Log - G1Documento2 páginasForo - 0 - 3 - Programacion - Teleconferencias - Microsoft Teams - Int - Log - G1Diana Gaviria MurilloAún no hay calificaciones
- ProyectoDocumento3 páginasProyectoMiller Horacio UrregoAún no hay calificaciones
- CerámicosDocumento5 páginasCerámicosDiana Gaviria MurilloAún no hay calificaciones
- PROTOCOLO para Terminar PDFDocumento6 páginasPROTOCOLO para Terminar PDFDiana Gaviria MurilloAún no hay calificaciones
- Informe de DensidadDocumento3 páginasInforme de DensidadDiana Gaviria MurilloAún no hay calificaciones
- EVOHDocumento2 páginasEVOHDiana Gaviria MurilloAún no hay calificaciones
- CerámicosDocumento5 páginasCerámicosDiana Gaviria MurilloAún no hay calificaciones
- Polimeros CompletoDocumento8 páginasPolimeros CompletoDiana Gaviria MurilloAún no hay calificaciones
- Polimeros CompletoDocumento4 páginasPolimeros CompletoDiana Gaviria MurilloAún no hay calificaciones
- Polimeros CompletoDocumento6 páginasPolimeros CompletoDiana Gaviria MurilloAún no hay calificaciones
- Trabajo de CeramicosDocumento3 páginasTrabajo de CeramicosDiana Gaviria MurilloAún no hay calificaciones
- Primera Entrega SimulacionDocumento10 páginasPrimera Entrega SimulacionDiana Gaviria MurilloAún no hay calificaciones
- Primera Entrega SimulacionDocumento10 páginasPrimera Entrega SimulacionDiana Gaviria MurilloAún no hay calificaciones
- Segunda Entrega Produccion Enero 2019Documento17 páginasSegunda Entrega Produccion Enero 2019Diana Gaviria MurilloAún no hay calificaciones
- Protocolo MCDocumento10 páginasProtocolo MCDiana Gaviria MurilloAún no hay calificaciones
- Informe de Vigilancia Tecnologica ÚLTIMODocumento13 páginasInforme de Vigilancia Tecnologica ÚLTIMODiana Gaviria MurilloAún no hay calificaciones
- CerámicosDocumento5 páginasCerámicosDiana Gaviria MurilloAún no hay calificaciones
- Nuevo Creamicos 7Documento6 páginasNuevo Creamicos 7Diana Gaviria MurilloAún no hay calificaciones
- Polimeros CompletoDocumento8 páginasPolimeros CompletoDiana Gaviria MurilloAún no hay calificaciones
- Entrega Final Gerencia de ProducciónDocumento18 páginasEntrega Final Gerencia de ProducciónHandani86% (14)
- Hacerlo MañanaDocumento7 páginasHacerlo MañanaDiana Gaviria MurilloAún no hay calificaciones
- Protocolo MCDocumento10 páginasProtocolo MCDiana Gaviria MurilloAún no hay calificaciones
- DD275 CP CO Esp - v0 María Alejandra González DuránDocumento7 páginasDD275 CP CO Esp - v0 María Alejandra González DuránMARIA ALEJANDRA GONZALEZ DURANAún no hay calificaciones
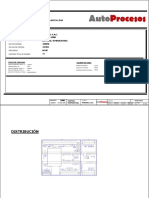
- Pe TC 2018 1008Documento11 páginasPe TC 2018 1008Proyectos AutoprocesosAún no hay calificaciones
- Nuevo Taller 5 FundDocumento2 páginasNuevo Taller 5 FundAndreaAún no hay calificaciones
- Práctica #2 - Prod. Restringidos y Prohibidos-2020 (Autoguardado)Documento4 páginasPráctica #2 - Prod. Restringidos y Prohibidos-2020 (Autoguardado)Ela CtAún no hay calificaciones
- T.I. - Investigacion OperativaDocumento3 páginasT.I. - Investigacion OperativaSilvana EspinozaAún no hay calificaciones
- Manual Mosat ProDocumento55 páginasManual Mosat ProNelson GonzalezAún no hay calificaciones
- Porta FolioDocumento36 páginasPorta FoliodanielleAún no hay calificaciones
- Escenario 3 Versión Definitiva (1) - 1Documento6 páginasEscenario 3 Versión Definitiva (1) - 1Juan Fernández SánchezAún no hay calificaciones
- CAN Comunication Maimi Junio 2017 HRADocumento33 páginasCAN Comunication Maimi Junio 2017 HRARigoberto NavarroAún no hay calificaciones
- Requerimiento #02 Servicio Mo Bienes y ServiciosDocumento6 páginasRequerimiento #02 Servicio Mo Bienes y ServiciosCHRISTIAN HENRY MARRUFO PAIVAAún no hay calificaciones
- Clase 4Documento36 páginasClase 4missael huamaniAún no hay calificaciones
- 3 - ControlesDocumento6 páginas3 - ControlesIrene GamarraAún no hay calificaciones
- REPlanificación Anual 2023 Pensamiento ComputacionalDocumento3 páginasREPlanificación Anual 2023 Pensamiento ComputacionalMarco Pitriqueo TorresAún no hay calificaciones
- Taller#2 1Documento25 páginasTaller#2 1JUAN PABLO OROZCO ROMEROAún no hay calificaciones
- GFPInFn135nGuiandenAprendizajenn1n1 326054cfdc693e0Documento9 páginasGFPInFn135nGuiandenAprendizajenn1n1 326054cfdc693e0Carmen MartinezAún no hay calificaciones
- Patologías Del AdobeDocumento29 páginasPatologías Del AdobeRAFAEL ANTONIO VILCHERRES LOPEZAún no hay calificaciones
- Mcelroy Reporte de Fusión: Dl5 2022-02-23 15-24-46 Fusión 8 Trabajo 3960-8355-Lufc-6-Fp-N Por Boris Guevara B-010.Dl5Documento1 páginaMcelroy Reporte de Fusión: Dl5 2022-02-23 15-24-46 Fusión 8 Trabajo 3960-8355-Lufc-6-Fp-N Por Boris Guevara B-010.Dl5JOSE CARLOS MENDOZA COAQUIRAAún no hay calificaciones
- Tablas HASHDocumento13 páginasTablas HASHCarlos Camacho SalazarAún no hay calificaciones
- Sesion de Aprendizaje Tutoria Primer Grado JulioDocumento4 páginasSesion de Aprendizaje Tutoria Primer Grado JulioHEDY ISABEL PAEZ SALCEDO100% (3)
- Acta de Constitución Del Proyecto (MarcialAldairOlivaAlvarez)Documento4 páginasActa de Constitución Del Proyecto (MarcialAldairOlivaAlvarez)MARCIAL ALDAIR OLIVA ALVAREZAún no hay calificaciones
- Ficha de Actividad 2 - Adobe KickboxDocumento3 páginasFicha de Actividad 2 - Adobe KickboxDannae AlcántaraAún no hay calificaciones
- Experiencia de Aprendizaje 01 - 4to Grado - MatemáticaDocumento11 páginasExperiencia de Aprendizaje 01 - 4to Grado - Matemáticaharold HuamanAún no hay calificaciones
- Lean Project ManagementDocumento6 páginasLean Project ManagementMaria del Pilar VivasAún no hay calificaciones
- MetadatosDocumento22 páginasMetadatosRoberto GarciaAún no hay calificaciones
- Contactos Mujeres Negras Culonas en MadridDocumento2 páginasContactos Mujeres Negras Culonas en MadridConocer mujeres en MadridAún no hay calificaciones
- Presentacción Asoleamiento PDFDocumento24 páginasPresentacción Asoleamiento PDFSantiago DiazAún no hay calificaciones
- 1.-Elaboramos Un Afiche Sobre El Uso Responsable Del Teléfono CelularDocumento3 páginas1.-Elaboramos Un Afiche Sobre El Uso Responsable Del Teléfono Celularbety nancy heras ferrerAún no hay calificaciones
- Crear Un Elemento Gráfico SmartArtDocumento3 páginasCrear Un Elemento Gráfico SmartArtadalberto diazAún no hay calificaciones
- Manual Usuario FAC EscritorioDocumento33 páginasManual Usuario FAC EscritorioLSN SERVICIO DE REDES LOCALESAún no hay calificaciones
- IPA. Indicaciones Culminación Estudios 2021Documento18 páginasIPA. Indicaciones Culminación Estudios 2021Yohandry RodríguezAún no hay calificaciones