También podría gustarte
- UF0853 - Explotación de las funcionalidades del sistema microinformáticoDe EverandUF0853 - Explotación de las funcionalidades del sistema microinformáticoAún no hay calificaciones
- Procesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209De EverandProcesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Practica 1Documento12 páginasPractica 1Jared VillarrealAún no hay calificaciones
- IntroDocumento31 páginasIntroMARIA FERNANDA ESTRADA FLORESAún no hay calificaciones
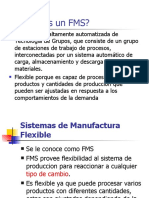
- Sistemas de Manufactura FlexibleDocumento121 páginasSistemas de Manufactura FlexibleMaría José Calva VerdeAún no hay calificaciones
- Ch. 16 Sistemas de Manufactura Flexible (FMS) : Jesús Leal Javier Serrano Eduardo PatrónDocumento47 páginasCh. 16 Sistemas de Manufactura Flexible (FMS) : Jesús Leal Javier Serrano Eduardo PatrónPANDA92Aún no hay calificaciones
- Evaluacion 1-Avances de Manufactura FlexibleDocumento18 páginasEvaluacion 1-Avances de Manufactura FlexibleJose Sanchez RodriguezAún no hay calificaciones
- Sistemas Flexibles de ManufacturaDocumento8 páginasSistemas Flexibles de ManufacturaBeereniic Riiveraa d'AlvarezAún no hay calificaciones
- Ch. 16 Sistemas de Manufactura Flexible (FMS)Documento47 páginasCh. 16 Sistemas de Manufactura Flexible (FMS)miguel puentesAún no hay calificaciones
- T4.6 W Robots en Producción AutomatizadaDocumento23 páginasT4.6 W Robots en Producción Automatizadadark sssAún no hay calificaciones
- Robotica y AutomatizacionDocumento27 páginasRobotica y AutomatizacionJose Bardales RodriguezAún no hay calificaciones
- Tema 4Documento5 páginasTema 4liopt123Aún no hay calificaciones
- Presentacion Eq.2Documento15 páginasPresentacion Eq.2wSxpreme OficialAún no hay calificaciones
- Manufactura Flexible Estacion CentralDocumento17 páginasManufactura Flexible Estacion CentralSofía Michel Morales RuedasAún no hay calificaciones
- ROBOTICADocumento5 páginasROBOTICAvictoria stherAún no hay calificaciones
- Sistemas de Manufactura FlexibleDocumento38 páginasSistemas de Manufactura FlexibleKaterin AlarconAún no hay calificaciones
- Foro CimDocumento3 páginasForo CimJeffrey Vasquez GonzálezAún no hay calificaciones
- Automatizacion y RoboticaDocumento3 páginasAutomatizacion y Roboticamaria alejandra mathieu burgosAún no hay calificaciones
- Actividad 1 Procesos de ManufacturaDocumento7 páginasActividad 1 Procesos de ManufacturaAlejandra MoralesAún no hay calificaciones
- Robótica IndustrialDocumento29 páginasRobótica IndustrialMarvel Antonio Oviedo CasasAún no hay calificaciones
- Sistema de Manufactura Flexible-MostrarDocumento34 páginasSistema de Manufactura Flexible-MostrarDiana PinedaAún no hay calificaciones
- Resumen Examen SelecDocumento60 páginasResumen Examen SelecLeo FariaAún no hay calificaciones
- Dispositivos AutomaticosDocumento21 páginasDispositivos AutomaticosJusto Jose Ramos AnahueAún no hay calificaciones
- Tipos de Robots IndustrialesDocumento20 páginasTipos de Robots IndustrialesJimmyCoveñasHaro100% (1)
- 5 Integración de Celda de Manufactura Flexibl1Documento8 páginas5 Integración de Celda de Manufactura Flexibl1xhiave100% (1)
- Celulas RobotizadasDocumento4 páginasCelulas RobotizadasOscarAún no hay calificaciones
- Tema 2 Sistemas de ManufacturaDocumento50 páginasTema 2 Sistemas de ManufacturaRicardo Dencker CortezAún no hay calificaciones
- Manufactura RigidaDocumento25 páginasManufactura RigidafernadoAún no hay calificaciones
- Manufactura FlexibleDocumento11 páginasManufactura FlexibleYered Serrano HerediaAún no hay calificaciones
- Manufactura Integrada Por ComputadoraDocumento14 páginasManufactura Integrada Por ComputadoraMauricioAún no hay calificaciones
- Trabajo Final de Manufactura 1Documento18 páginasTrabajo Final de Manufactura 1valentina silva garciaAún no hay calificaciones
- Sistema de Manufactura FlexibleDocumento5 páginasSistema de Manufactura FlexibleJose GonzalezAún no hay calificaciones
- 1 Clase Sistema de Manufactura Flexible Marzo 10Documento25 páginas1 Clase Sistema de Manufactura Flexible Marzo 10Mario Jose Fernandez VasquezAún no hay calificaciones
- 3.1 Conceptos Basicos de FMS y Su ClasificacionDocumento17 páginas3.1 Conceptos Basicos de FMS y Su ClasificacionEdgar Mendez AraizAún no hay calificaciones
- Clase 2 Celda RoboticaDocumento54 páginasClase 2 Celda RoboticaAlexander Rios100% (1)
- Melissa Naranjo Guzman - Grupo - 212045 - 22Documento14 páginasMelissa Naranjo Guzman - Grupo - 212045 - 22melissa naranjoAún no hay calificaciones
- Taller 2 Sistemas de Fabricación Flexible. ResueltoDocumento2 páginasTaller 2 Sistemas de Fabricación Flexible. ResueltoJUAN DAVID GARCÍA CEBALLOSAún no hay calificaciones
- Sistemas de Manufactura FlexibleDocumento62 páginasSistemas de Manufactura FlexibleCristian Camilo Patiño Mejia100% (2)
- Manejo de Material en Una Célula de ManufacturaDocumento6 páginasManejo de Material en Una Célula de ManufacturaIsaac FNAún no hay calificaciones
- 4.2.5 Componentes de Una Celula Flexible de ManufacturaDocumento20 páginas4.2.5 Componentes de Una Celula Flexible de ManufacturaDavid GomezAún no hay calificaciones
- Practica #2 Arquitectura de Robots: Tipos de Robots y Sus AplicacionesDocumento4 páginasPractica #2 Arquitectura de Robots: Tipos de Robots y Sus AplicacionesVladimir Oviedo SánchezAún no hay calificaciones
- Fms Grillo Garcia PDFDocumento30 páginasFms Grillo Garcia PDFEdú CárdenasAún no hay calificaciones
- Conceptos de RobóticaDocumento39 páginasConceptos de RobóticaDiego CandoAún no hay calificaciones
- El Sistema de ManufacturaDocumento7 páginasEl Sistema de ManufacturamariannirebecaAún no hay calificaciones
- Unidad 2 - Analisis Del SMFDocumento21 páginasUnidad 2 - Analisis Del SMFXcaret Guadalupe Castañeda MorenoAún no hay calificaciones
- Criterios de Integracion de RobotsDocumento13 páginasCriterios de Integracion de RobotsAbelArfetSosaAún no hay calificaciones
- Investigacion ManipuladoresDocumento6 páginasInvestigacion ManipuladoresenocAún no hay calificaciones
- Sistemas Flexibles de ManufacturaDocumento8 páginasSistemas Flexibles de ManufacturaIndra OtsutsukiAún no hay calificaciones
- Manufactura CelularDocumento27 páginasManufactura Celulariorifoar100% (1)
- Diseño y Análisis de Sistemas de ManufacturaDocumento5 páginasDiseño y Análisis de Sistemas de Manufacturahemerson velandiaAún no hay calificaciones
- Expo Unidad 4Documento30 páginasExpo Unidad 4Jacke AngelesAún no hay calificaciones
- Sistemas de Manufactura FlexibleDocumento37 páginasSistemas de Manufactura FlexibleYaii Contreras100% (1)
- Introduccion A La Automatizacion Automat-34038513Documento31 páginasIntroduccion A La Automatizacion Automat-34038513pipegallegoAún no hay calificaciones
- Práctica 1 - Sistemas de Manufactura FlexibleDocumento10 páginasPráctica 1 - Sistemas de Manufactura Flexiblejagm2000Aún no hay calificaciones
- Sistemas Flexibles de ManufacturaDocumento7 páginasSistemas Flexibles de ManufacturaJonathan MendozaAún no hay calificaciones
- Trabajo Final RobóticaDocumento24 páginasTrabajo Final RobóticaMiranda Patricio IgnacioAún no hay calificaciones
- Capítulo 1 - Fundamentos de La RoboticaDocumento22 páginasCapítulo 1 - Fundamentos de La RoboticaJorge Abraham Calvo MartinezAún no hay calificaciones
- Dispositivos FlexiblesDocumento20 páginasDispositivos Flexiblestdbo120Aún no hay calificaciones
- Sesion10 - Robotica Integrada A La ManufacturaDocumento9 páginasSesion10 - Robotica Integrada A La ManufacturaFabian AlejandroAún no hay calificaciones
- robot móvil: Liberando el potencial visionario de los robots móvilesDe Everandrobot móvil: Liberando el potencial visionario de los robots móvilesAún no hay calificaciones
- Presentación PHTDocumento31 páginasPresentación PHTLuisbeth OviedoAún no hay calificaciones
- 04 Instrucción de Trabajo para La Limpieza y Saneamiento de Maquina de HieloDocumento27 páginas04 Instrucción de Trabajo para La Limpieza y Saneamiento de Maquina de HieloLuisbeth OviedoAún no hay calificaciones
- Infrome Tecnico RSMDocumento2 páginasInfrome Tecnico RSMLuisbeth OviedoAún no hay calificaciones
- Ipgc 010 - 5 Moldeado GalletasDocumento15 páginasIpgc 010 - 5 Moldeado GalletasLuisbeth Oviedo100% (1)
- 04 Instrucción de Trabajo para La Limpieza y Saneamiento de LlenadoDocumento27 páginas04 Instrucción de Trabajo para La Limpieza y Saneamiento de LlenadoLuisbeth OviedoAún no hay calificaciones
- Maquina de HieloDocumento2 páginasMaquina de HieloLuisbeth OviedoAún no hay calificaciones
- Lista de VerificaciónDocumento5 páginasLista de VerificaciónLuisbeth OviedoAún no hay calificaciones
- Guia UNIDAD I Electrónica UCLA PDFDocumento31 páginasGuia UNIDAD I Electrónica UCLA PDFLuisbeth OviedoAún no hay calificaciones
- Manual de Gestion de La Calidad ISO 9001-2015Documento33 páginasManual de Gestion de La Calidad ISO 9001-2015Luisbeth Oviedo100% (5)
- Diamante 2Documento10 páginasDiamante 2Luisbeth OviedoAún no hay calificaciones
- MANTENIMIENTODocumento12 páginasMANTENIMIENTOLuisbeth OviedoAún no hay calificaciones
- Clave Taller COVENIN 474Documento7 páginasClave Taller COVENIN 474Luisbeth OviedoAún no hay calificaciones
- El Ruisenor y La Rosa - Oscar WildeDocumento3 páginasEl Ruisenor y La Rosa - Oscar WildeJose AlonzoAún no hay calificaciones
- Clase 11 Noviembre Fis 3Documento18 páginasClase 11 Noviembre Fis 3Luisbeth OviedoAún no hay calificaciones
- Ecuaciones de Conservación M.F.Documento10 páginasEcuaciones de Conservación M.F.maria elena castañedaAún no hay calificaciones
- Impacto de Chorro - Ríos - Beleño - Velasco - LabFluidosL3Documento20 páginasImpacto de Chorro - Ríos - Beleño - Velasco - LabFluidosL3Jose beleño bonethAún no hay calificaciones
- Dinamica RozamientoDocumento9 páginasDinamica RozamientoMontserrat Abril Soza VictoriaAún no hay calificaciones
- Telurometro Prasek PR-521 Soriano Macedo Saturnino FilomenoDocumento2 páginasTelurometro Prasek PR-521 Soriano Macedo Saturnino Filomenojose RevattaAún no hay calificaciones
- Unidad Ii Clasificación de La Madera Por Su Durabilidad y UsoDocumento9 páginasUnidad Ii Clasificación de La Madera Por Su Durabilidad y UsoLeonelcito Auza FernandezAún no hay calificaciones
- Trabajo 4 - EnergiaDocumento8 páginasTrabajo 4 - EnergiaRandy Z.TAún no hay calificaciones
- TLM4 WindingResistance ESDocumento4 páginasTLM4 WindingResistance ESjose gregorio ramos perezAún no hay calificaciones
- Gh55csx 60 HZDocumento4 páginasGh55csx 60 HZDaniel MuratallaAún no hay calificaciones
- Clase 1. Sistema de UnidadesDocumento22 páginasClase 1. Sistema de UnidadesVanessa SoniAún no hay calificaciones
- Serway Fundamento Chap 2 TradDocumento51 páginasSerway Fundamento Chap 2 TradPascual BatistaAún no hay calificaciones
- Trabajo, Energía y PotenciaDocumento9 páginasTrabajo, Energía y PotenciaSamantha Getsemaní Gutiérrez MiguelAún no hay calificaciones
- 2 Cortocircuito en Un TransformadorDocumento5 páginas2 Cortocircuito en Un TransformadorMauro Sebastian RomeroAún no hay calificaciones
- Informe Aparatos de MediciónDocumento4 páginasInforme Aparatos de Medicióntania marcela losadaAún no hay calificaciones
- Ensayo n2Documento7 páginasEnsayo n2Ronal Q SiancasAún no hay calificaciones
- Ejercicio Tipo 3. 181610, 181735Documento41 páginasEjercicio Tipo 3. 181610, 181735Natalia MeloAún no hay calificaciones
- Informe de Calibre de Cables Electronica.Documento6 páginasInforme de Calibre de Cables Electronica.anguelly grandaAún no hay calificaciones
- Laboratorio, Teoria de Errores e Incertidumbre.Documento8 páginasLaboratorio, Teoria de Errores e Incertidumbre.DYLAN JOSEPH BASCOM CUADROSAún no hay calificaciones
- Normas Vigentes - 2012 PDFDocumento215 páginasNormas Vigentes - 2012 PDFJarito007Aún no hay calificaciones
- Grados y RadianesDocumento1 páginaGrados y RadianesWilliam Gerardo Mayen OrregoAún no hay calificaciones
- Ecuacion de BernulliDocumento26 páginasEcuacion de Bernulliluz chisiAún no hay calificaciones
- Tarea - 19 - Haro Espinel - Estefani - 4051Documento18 páginasTarea - 19 - Haro Espinel - Estefani - 4051ESTEFANI SALOME HARO ESPINELAún no hay calificaciones
- Laboratorio de Fisica 1Documento62 páginasLaboratorio de Fisica 1Rolando Cespedes CarmenateAún no hay calificaciones
- Ingeniería Química 10% Segundo Corte ChristopherAdrianDocumento3 páginasIngeniería Química 10% Segundo Corte ChristopherAdrianChris A.Aún no hay calificaciones
- Patron 2020 Lfr-017 Luxometro Lon-064Documento5 páginasPatron 2020 Lfr-017 Luxometro Lon-064Fernando Alex Romero GomezAún no hay calificaciones
- Guía de FísicaDocumento3 páginasGuía de FísicaAyleen JimenezAún no hay calificaciones
- Nte - Inen - Iso - 12718extracto Ensayos No DestructivosDocumento7 páginasNte - Inen - Iso - 12718extracto Ensayos No DestructivosRUDY ROMARIO BAGUI QUINTEROAún no hay calificaciones
- Tippens Fisica 7e Diapositivas 11aDocumento25 páginasTippens Fisica 7e Diapositivas 11aCENVIM UNSCH CEMROBAún no hay calificaciones
- QUÍMICA II Clase 7Documento21 páginasQUÍMICA II Clase 7Karina Marisol Arevalo CobosAún no hay calificaciones
- Capitulo 02 Principios de ConversionDocumento18 páginasCapitulo 02 Principios de ConversionMalco BaldovinoAún no hay calificaciones
- 3 Zonas de Entrenamiento ¿Como CalcularlasDocumento32 páginas3 Zonas de Entrenamiento ¿Como CalcularlasAntonio Fernandez-Abascal AlonsoAún no hay calificaciones