También podría gustarte
- UF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialDe EverandUF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialCalificación: 1 de 5 estrellas1/5 (1)
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208De EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Calificación: 4 de 5 estrellas4/5 (1)
- Cap04 TESIS TURBOGENERADORES PEQUIVENDocumento38 páginasCap04 TESIS TURBOGENERADORES PEQUIVENRolando Antonio Cuenca PironaAún no hay calificaciones
- 1.1 Plan de MantenimientoDocumento31 páginas1.1 Plan de MantenimientoFelipe AchurraAún no hay calificaciones
- Mantenimiento Preventivo de AerogeneradoresDocumento5 páginasMantenimiento Preventivo de AerogeneradoresManel MontesinosAún no hay calificaciones
- Informe Tecnico Motor Cat TamdenDocumento10 páginasInforme Tecnico Motor Cat TamdenWillyWilhelmAún no hay calificaciones
- Manual Curso Termografia-FinalDocumento230 páginasManual Curso Termografia-Finalnerioalfonso100% (4)
- Operacion y Mantenimiento de TransformadoresDocumento147 páginasOperacion y Mantenimiento de TransformadoresJesús María González MogollónAún no hay calificaciones
- 5.1 Importancia Del MantenimientoDocumento22 páginas5.1 Importancia Del MantenimientoTeodulo De JesusAún no hay calificaciones
- Plan de Mantenimiento Grupo 3Documento9 páginasPlan de Mantenimiento Grupo 3ismeldaAún no hay calificaciones
- Introducción Al Mantenimiento PredictivoDocumento11 páginasIntroducción Al Mantenimiento PredictivoRebecca AndersonAún no hay calificaciones
- Presentacion Alvaro Arango - ThermotarDocumento30 páginasPresentacion Alvaro Arango - ThermotarDiego CordobaAún no hay calificaciones
- Termografia InfrarrojaDocumento11 páginasTermografia InfrarrojaMiiReitap Mmni ChvzAún no hay calificaciones
- Formato Prearranque BPC 42090Documento6 páginasFormato Prearranque BPC 42090oscar rinconAún no hay calificaciones
- Mantenimiento PredictivoDocumento7 páginasMantenimiento PredictivoAriel Cruz ChoqueAún no hay calificaciones
- Mantenimiento PredictivoDocumento8 páginasMantenimiento PredictivoManuel Molina KorsAún no hay calificaciones
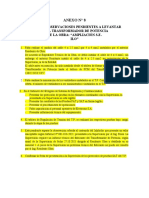
- Anexo #8 - Resumen Observaciones Por Levantar T.PDocumento4 páginasAnexo #8 - Resumen Observaciones Por Levantar T.PEstanyAún no hay calificaciones
- Informe Técnico USFQ Detroit MTT PreventivoooDocumento3 páginasInforme Técnico USFQ Detroit MTT PreventivoooEdwin AlarcónAún no hay calificaciones
- 49 - Algoritmo. Francisco MartinezDocumento10 páginas49 - Algoritmo. Francisco MartinezOscar Marino Campo BonellAún no hay calificaciones
- Mantenimiento Industrial EléctricoDocumento322 páginasMantenimiento Industrial EléctricoRodolfo Augusto Guerrero Reyes100% (5)
- Mantenimiento PredictivoDocumento21 páginasMantenimiento PredictivojuanAún no hay calificaciones
- Acerca de UltraPIPEDocumento2 páginasAcerca de UltraPIPEEdson AragaAún no hay calificaciones
- Mantenimiento Sistemas de BombeoDocumento9 páginasMantenimiento Sistemas de BombeoJuan Carlos AmoresAún no hay calificaciones
- Termografia Infrarroja en El Mantenimiento PredictivoDocumento12 páginasTermografia Infrarroja en El Mantenimiento PredictivojnicolasgonzalezcAún no hay calificaciones
- Anexo 1. Especificaciones TecnicasDocumento15 páginasAnexo 1. Especificaciones TecnicasLuis G. Castillo SalasAún no hay calificaciones
- Guia Practica Energia EolicaDocumento48 páginasGuia Practica Energia EolicaIraide MOLINA PERALTAAún no hay calificaciones
- Formulario de FMECADocumento8 páginasFormulario de FMECAjand64Aún no hay calificaciones
- Articulo Seccionador en SF6 132 KV PDFDocumento6 páginasArticulo Seccionador en SF6 132 KV PDFAlex PereyraAún no hay calificaciones
- (ACV-S02) Tarea Calificada 1 - ECV (GESTION MANTENIMIENTO)Documento15 páginas(ACV-S02) Tarea Calificada 1 - ECV (GESTION MANTENIMIENTO)Julio Cesar Cajaycucho TorresAún no hay calificaciones
- CT-EI05-05-Mantenimiento de RTD de Medición de TemperaturaDocumento2 páginasCT-EI05-05-Mantenimiento de RTD de Medición de TemperaturaKaylee Mia Patterson CrawfordAún no hay calificaciones
- Actividad #2 - Edgar MAMANI - Luis MAQUERA - Bruno OVIEDO - Erickson YURIVILCADocumento6 páginasActividad #2 - Edgar MAMANI - Luis MAQUERA - Bruno OVIEDO - Erickson YURIVILCAMayckAún no hay calificaciones
- Trabajo Guia 19Documento17 páginasTrabajo Guia 19Miguel AngelAún no hay calificaciones
- Informe Tecnico z1 - Sistema Ac Harsco - 24-01-2023Documento5 páginasInforme Tecnico z1 - Sistema Ac Harsco - 24-01-2023Edwin Castillo GarcíaAún no hay calificaciones
- Mantenimiento de Las Maquinas de Confeccion IndustrialDocumento26 páginasMantenimiento de Las Maquinas de Confeccion IndustrialJudith Jaramillo Navia100% (9)
- Pi-Sup-55 Clases de TuberiasDocumento8 páginasPi-Sup-55 Clases de Tuberiasfrankcengel100% (1)
- EspecificacionesTécnicas - DIM-005-May-2011, Rev2Documento8 páginasEspecificacionesTécnicas - DIM-005-May-2011, Rev2Guillermo PARÉAún no hay calificaciones
- ETG-D.1.05 Montaje y Pruebas de Recepción en Sitio A PararrayosDocumento8 páginasETG-D.1.05 Montaje y Pruebas de Recepción en Sitio A PararrayosLuis Andres Pradenas FuentesAún no hay calificaciones
- Los Beneficios de Un Enfoque Proactivo Utilizando Las Herramientas y Estrategias de Mantenimiento Preventivo y PredictivoDocumento19 páginasLos Beneficios de Un Enfoque Proactivo Utilizando Las Herramientas y Estrategias de Mantenimiento Preventivo y PredictivojzarategeorgeAún no hay calificaciones
- It 304.22-00544-143 Motoniveladora - Tecnosanpf - 18 NovDocumento12 páginasIt 304.22-00544-143 Motoniveladora - Tecnosanpf - 18 Novelmer chavez ayalaAún no hay calificaciones
- Mantenimiento PredictivoDocumento25 páginasMantenimiento PredictivoDavidAún no hay calificaciones
- Trabajo de Maquinarias Pesadas 2023Documento10 páginasTrabajo de Maquinarias Pesadas 2023David Abraham Rivera AlcazarAún no hay calificaciones
- Tubo Pex CatalogoDocumento50 páginasTubo Pex CatalogoCharles Mann Guzman GAún no hay calificaciones
- Proyecto Reparación Turbogenerador 2 - Rev1Documento14 páginasProyecto Reparación Turbogenerador 2 - Rev1Antonio FloresAún no hay calificaciones
- ECP-VIN-P-MET-FT-004 Formato P-6 Precomisionamiento de Tubería - Lista de ChequeoDocumento2 páginasECP-VIN-P-MET-FT-004 Formato P-6 Precomisionamiento de Tubería - Lista de ChequeoLeonardo RodriguezAún no hay calificaciones
- 4.1 Gestión de Los EquiposDocumento11 páginas4.1 Gestión de Los EquiposHerber Malarin LeonAún no hay calificaciones
- PRESENTACION Ago-2008Documento80 páginasPRESENTACION Ago-2008anon-890700100% (3)
- Frecuencia de MonitoreoDocumento9 páginasFrecuencia de MonitoreoGerardo Hdz del AngelAún no hay calificaciones
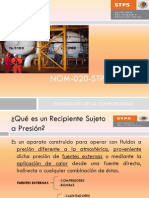
- Nom 020 Stps 2002Documento44 páginasNom 020 Stps 2002Patty Castillo50% (2)
- 05 FormDocumento6 páginas05 FormCarlos Mamani CondoriAún no hay calificaciones
- CUADERNO SEMANA 2materiales Ferrosos 1Documento13 páginasCUADERNO SEMANA 2materiales Ferrosos 1Robinson Huamaliano TarazonaAún no hay calificaciones
- Informe Supervision de Montaje TRX SE Jaguey PDFDocumento46 páginasInforme Supervision de Montaje TRX SE Jaguey PDFAlfonso LinaresAún no hay calificaciones
- Manual - KSB CPK (Equivalente Emica CPK)Documento22 páginasManual - KSB CPK (Equivalente Emica CPK)DavidAún no hay calificaciones
- Trabajo 1 y 3 PruebasDocumento8 páginasTrabajo 1 y 3 PruebasAngel ManzanoAún no hay calificaciones
- Examen Final - InformeDocumento14 páginasExamen Final - InformeDayanna GómezAún no hay calificaciones
- Formatos de Examen FinalDocumento6 páginasFormatos de Examen FinalcamacllanquijulianpAún no hay calificaciones
- Informe Tecnico z1 - Sistema Ac Harsco - 25!01!2023Documento5 páginasInforme Tecnico z1 - Sistema Ac Harsco - 25!01!2023Edwin Castillo GarcíaAún no hay calificaciones
- 0201 - Revisión de Niplería PDFDocumento44 páginas0201 - Revisión de Niplería PDFJesus RC100% (1)
- UF0906 - Elaboración del plan de aprovisionamiento, costes y documentación técnica en instalaciones de climatización y ventilaciónDe EverandUF0906 - Elaboración del plan de aprovisionamiento, costes y documentación técnica en instalaciones de climatización y ventilaciónAún no hay calificaciones
- UF2240 - Mantenimiento correctivo de electrodomésticos de gama blancaDe EverandUF2240 - Mantenimiento correctivo de electrodomésticos de gama blancaCalificación: 3 de 5 estrellas3/5 (3)
- Mantenimiento correctivo de instalaciones frigoríficas. IMAR0108De EverandMantenimiento correctivo de instalaciones frigoríficas. IMAR0108Aún no hay calificaciones
- 270012-102 Rev.03 - Manual S-Energy (PARTES) (1100,1500,1800,2200,3000)Documento64 páginas270012-102 Rev.03 - Manual S-Energy (PARTES) (1100,1500,1800,2200,3000)Anonymous 3ldS2gLS100% (2)
- Valvulas - Bridadas EsferomaticDocumento12 páginasValvulas - Bridadas Esferomaticmetasoniko2014Aún no hay calificaciones
- Reglas Velocidades YPF - NQN RN SURDocumento26 páginasReglas Velocidades YPF - NQN RN SURAnonymous 3ldS2gLSAún no hay calificaciones
- Analisis de Turbocompresores y Turbinas de GasDocumento199 páginasAnalisis de Turbocompresores y Turbinas de GasWilliam Andres AnguloAún no hay calificaciones
- Repuestos 8000hs tc02Documento1 páginaRepuestos 8000hs tc02Anonymous 3ldS2gLSAún no hay calificaciones
- Listado de Certificaciones ENDDocumento29 páginasListado de Certificaciones ENDPablo PazAún no hay calificaciones
- FROMM, ERIC - ¿Tener o Ser (OCR) (Por Ganz1912) PDFDocumento200 páginasFROMM, ERIC - ¿Tener o Ser (OCR) (Por Ganz1912) PDFGiuliana RiveraAún no hay calificaciones
- Termodinámica y Cinética de La CorrosiónDocumento33 páginasTermodinámica y Cinética de La CorrosiónJOSE MIGUEL ARBILDO ZAPATAAún no hay calificaciones
- Tesis de Planta de OroDocumento82 páginasTesis de Planta de OroGiorgio Giacomo Crose GuzmánAún no hay calificaciones
- Nahimen Teoria Eta Estrategia PDFDocumento122 páginasNahimen Teoria Eta Estrategia PDFMaiderAntinAún no hay calificaciones
- Cartilla de Instrucciones de Uso y OperacionesDocumento2 páginasCartilla de Instrucciones de Uso y OperacionesYenny Suxe SánchezAún no hay calificaciones
- Prensa Parques Eólicos ARCADocumento2 páginasPrensa Parques Eólicos ARCAHumbertoAún no hay calificaciones
- Electrolux EHH6332ISK HobDocumento20 páginasElectrolux EHH6332ISK HobJoaquin HernandezAún no hay calificaciones
- Diseño de Procesos BiotecnológicosDocumento79 páginasDiseño de Procesos BiotecnológicosAndres Puc Sosa0% (1)
- Historia de La Panaderia - PPSXDocumento10 páginasHistoria de La Panaderia - PPSXTvan Garcia100% (1)
- Problema 13 BEDocumento3 páginasProblema 13 BEaldoAún no hay calificaciones
- Supra ReciclajeDocumento8 páginasSupra Reciclaje'Karloz de OzAún no hay calificaciones
- ConcentradosDocumento109 páginasConcentradosZiara PamelaAún no hay calificaciones
- Clima InformeDocumento25 páginasClima InformeKathy Lozano Luna VictoriaAún no hay calificaciones
- Crossover ActivoDocumento6 páginasCrossover ActivoDiacono10Aún no hay calificaciones
- Equipo 2. Comportamiento Químico.Documento24 páginasEquipo 2. Comportamiento Químico.Metzi MartinezAún no hay calificaciones
- Introduccion Al RR4Documento44 páginasIntroduccion Al RR4jrrodrigueza2Aún no hay calificaciones
- Procesos TermodinamicosDocumento12 páginasProcesos TermodinamicosMartin Aguilar100% (1)
- 3 Semestre FisicaDocumento19 páginas3 Semestre FisicaAlmaAún no hay calificaciones
- Inyector Delphi Ssangyong Actyon A6640170221 Precio Inyectores C MaxDocumento5 páginasInyector Delphi Ssangyong Actyon A6640170221 Precio Inyectores C Max刘志军Aún no hay calificaciones
- INFOGRAFIADocumento4 páginasINFOGRAFIAPaola Caballero FuentesAún no hay calificaciones
- Catalogo CP ExportDocumento24 páginasCatalogo CP ExportKaren PintoAún no hay calificaciones
- Isomería de Los Alquenos y DienoDocumento8 páginasIsomería de Los Alquenos y DienoKaty SabinoAún no hay calificaciones
- Secado Del Mucilago Por AspersiónDocumento5 páginasSecado Del Mucilago Por AspersiónCarlos CamachoAún no hay calificaciones
- Manual de Operacion y Mantenimiento Boc y CD Huenque 2014Documento57 páginasManual de Operacion y Mantenimiento Boc y CD Huenque 2014WilsonMendozaCoaAún no hay calificaciones
- Actividad - 1-2 ElectrostáticaDocumento4 páginasActividad - 1-2 ElectrostáticaNestininoUchihaAún no hay calificaciones
- Suplemento 5Documento16 páginasSuplemento 5Clase De Reli BárbaraAún no hay calificaciones
- Clase 74121 Y 122Documento21 páginasClase 74121 Y 122Carlos Luis CrespoAún no hay calificaciones
- L5 GWL TerreinDocumento12 páginasL5 GWL TerreinMaria del Huerto BidegorryAún no hay calificaciones
- Epistemología Práctica 2Documento7 páginasEpistemología Práctica 2MaytheAún no hay calificaciones