También podría gustarte
- Caramelización y Reacción de MaillardDocumento4 páginasCaramelización y Reacción de MaillardAndré SánchezAún no hay calificaciones
- Propiedades Fisicas de Los MaterialesDocumento16 páginasPropiedades Fisicas de Los MaterialesDiego Martin100% (3)
- Fisica MuestraDocumento4 páginasFisica MuestraArturo Cro100% (1)
- CervezaDocumento33 páginasCervezaxeromora21100% (6)
- Caracterizacion CRUDO BoliviaDocumento2 páginasCaracterizacion CRUDO BoliviaDenis Gonzales Vasquez100% (1)
- VisbreakingDocumento19 páginasVisbreakingDavidSnowballTorresDs100% (2)
- Petro InformesDocumento35 páginasPetro InformesCristian Melendres OrellanaAún no hay calificaciones
- Compresibilidad y Viscosidad de Los GasesDocumento44 páginasCompresibilidad y Viscosidad de Los GasesHéctor Hugo Jiménez RangelAún no hay calificaciones
- Manual Ssi AnsulDocumento25 páginasManual Ssi AnsulAnonymous Yt1axNOSG680% (5)
- Cálculos Dest AstmDocumento16 páginasCálculos Dest AstmZuleyma GnesisAún no hay calificaciones
- Manual Transeje Transmision Automatica Partes Componentes Sistemas Localizacion AveriasDocumento314 páginasManual Transeje Transmision Automatica Partes Componentes Sistemas Localizacion AveriasVicente Capia83% (6)
- Tarea 7 Riles, Rise y Emisiones AtmosfericasDocumento6 páginasTarea 7 Riles, Rise y Emisiones AtmosfericasbubadropAún no hay calificaciones
- TurboexpansoresDocumento21 páginasTurboexpansoresnidalsoukiAún no hay calificaciones
- Pegaucho 2Documento9 páginasPegaucho 2Alexander DiazAún no hay calificaciones
- Presentacion Unidad VisbreakingDocumento27 páginasPresentacion Unidad Visbreakingalvaro_nfsu2100% (1)
- OLEODUCTOSDocumento53 páginasOLEODUCTOSernestojoaquinAún no hay calificaciones
- Principales Procesos de Refinación de PetróleoDocumento5 páginasPrincipales Procesos de Refinación de PetróleoLuis ParadaAún no hay calificaciones
- Examen Diseño de Planta-Gas 1 UagrmDocumento3 páginasExamen Diseño de Planta-Gas 1 UagrmCarlos Leonel Choque MarquezAún no hay calificaciones
- Problemario 1 - Porosidad - Presion - Permeabilidad-Volumen - 2019Documento10 páginasProblemario 1 - Porosidad - Presion - Permeabilidad-Volumen - 2019DannyPHAún no hay calificaciones
- Sem10 - Ses 20 - Mezcla de GasesDocumento21 páginasSem10 - Ses 20 - Mezcla de GasesEdson Edu Ramirez DiazAún no hay calificaciones
- Intercabiadores de Calor de Serpentines y Chaqueta - SimplificadodocDocumento19 páginasIntercabiadores de Calor de Serpentines y Chaqueta - Simplificadodocezequeil urbinaAún no hay calificaciones
- Cap 7 EndulzamientoDocumento20 páginasCap 7 EndulzamientoRichard Caparicona MamaniAún no hay calificaciones
- 2.1 Formulación de Las Ecuaciones Cinéticas para Reacciones Irreversibles (2.1.1-2.1.2 Primer y Segundo Orden)Documento50 páginas2.1 Formulación de Las Ecuaciones Cinéticas para Reacciones Irreversibles (2.1.1-2.1.2 Primer y Segundo Orden)keaneeuniAún no hay calificaciones
- Gas Virtual PresntDocumento30 páginasGas Virtual PresntkailnetAún no hay calificaciones
- Labo 5 InformeDocumento11 páginasLabo 5 InformeMarcos CastilloAún no hay calificaciones
- Separadores de Gas NaturalDocumento13 páginasSeparadores de Gas NaturalDuban HernandezAún no hay calificaciones
- Guia Problemas Difusion Reaccion 2018051731Documento7 páginasGuia Problemas Difusion Reaccion 2018051731Ana Belen ZuritaAún no hay calificaciones
- Determinación Del Coeficiente de Fugacidad de La Acetona en Fase Vapor y Fase Líquida (Final)Documento4 páginasDeterminación Del Coeficiente de Fugacidad de La Acetona en Fase Vapor y Fase Líquida (Final)Pipo Hernández100% (2)
- Recuperacion de Azufre EXPOSDocumento18 páginasRecuperacion de Azufre EXPOSLonny Logann Rojas SolisAún no hay calificaciones
- Tercera EntregaDocumento31 páginasTercera EntregatermouissocorroAún no hay calificaciones
- Isopletas de RadiaccionDocumento8 páginasIsopletas de RadiaccionCesar AmaguañaAún no hay calificaciones
- Métodos de Estimación Chapman-EnskogDocumento12 páginasMétodos de Estimación Chapman-EnskogVane MolinaAún no hay calificaciones
- Proceso SelexolDocumento4 páginasProceso SelexolMauricioLopezAún no hay calificaciones
- Tema Unidad de Destilacion Al VacioDocumento22 páginasTema Unidad de Destilacion Al VacioGilbert JapayAún no hay calificaciones
- Tabla de EspecificacionesDocumento12 páginasTabla de Especificacioneslebiatan89Aún no hay calificaciones
- Presentacion ASTM D 524Documento10 páginasPresentacion ASTM D 524srredasAún no hay calificaciones
- Tema 1 El Gas NaturalDocumento40 páginasTema 1 El Gas NaturalrobertAún no hay calificaciones
- Determinacion de La Cantidad de Agua en El Gas NaturalDocumento4 páginasDeterminacion de La Cantidad de Agua en El Gas NaturalLuis Chino SarsuriAún no hay calificaciones
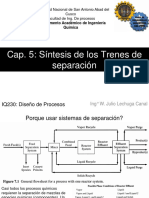
- 5 Trenes de Separacion PDFDocumento37 páginas5 Trenes de Separacion PDFmetalonAún no hay calificaciones
- Merox CoregidoDocumento46 páginasMerox CoregidoBryanSantiagoSánchezAún no hay calificaciones
- Ejercicios Petroquímica 1Documento7 páginasEjercicios Petroquímica 1JUAN PABLO ARISMENDI LONDOÑOAún no hay calificaciones
- Trabajo Practico N 8 2020Documento6 páginasTrabajo Practico N 8 2020Juli Sibecas0% (1)
- Gravedad API y La Gravedad Especifica Del Petroleo Crudo y Derivados Del PetroleoDocumento9 páginasGravedad API y La Gravedad Especifica Del Petroleo Crudo y Derivados Del PetroleoErik Felipe Prada MorenoAún no hay calificaciones
- CarburantesDocumento39 páginasCarburantesNoe Ibarra CondoriAún no hay calificaciones
- Incertidumbre ASTM D - 524 - Pedro SaavedraDocumento8 páginasIncertidumbre ASTM D - 524 - Pedro Saavedrapedro javier saavedra martinezAún no hay calificaciones
- BenfieldDocumento14 páginasBenfieldMauricioLopezAún no hay calificaciones
- Fisicoquimica de La Extincion de Incendios y Explosiones-Trabajo FinalDocumento10 páginasFisicoquimica de La Extincion de Incendios y Explosiones-Trabajo FinaldamavamoAún no hay calificaciones
- Exp. Equipo 3 3.8, 3.9, 3.10Documento18 páginasExp. Equipo 3 3.8, 3.9, 3.10Jennifer Moran RodriguezAún no hay calificaciones
- ESTUDIO DE CASO # 3 Blending y Transporte de Crudo PDFDocumento22 páginasESTUDIO DE CASO # 3 Blending y Transporte de Crudo PDFNicandroGonzalesAún no hay calificaciones
- Proceso de Craqueo TermicoDocumento1 páginaProceso de Craqueo TermicoRoxana Monica Quiroz ValverdeAún no hay calificaciones
- Resultados de La Simulación Del Proceso de Gasolina Considerando La Tecnología SeleccionadaDocumento10 páginasResultados de La Simulación Del Proceso de Gasolina Considerando La Tecnología SeleccionadaJuan Carlos Soto TrilloAún no hay calificaciones
- Labo 3 y 5 - Determinación Del Poder Calorífico y Densidad RelativaDocumento5 páginasLabo 3 y 5 - Determinación Del Poder Calorífico y Densidad RelativaAlvaroAún no hay calificaciones
- Visbreaking TDocumento8 páginasVisbreaking TnekoleocorpAún no hay calificaciones
- Manual - Endulzamiento de Gas Natural. Versión Final. (Marzo 21)Documento80 páginasManual - Endulzamiento de Gas Natural. Versión Final. (Marzo 21)jamq21Aún no hay calificaciones
- Practica Punto de AnilinaDocumento6 páginasPractica Punto de AnilinasamiralfredoAún no hay calificaciones
- 2do Parcial Examen de Petroquimica II. SOLUCIONARIO-1Documento8 páginas2do Parcial Examen de Petroquimica II. SOLUCIONARIO-1Deysi Colque YujraAún no hay calificaciones
- Capítulo 2.4Documento10 páginasCapítulo 2.4Edwin AguilarAún no hay calificaciones
- Taller 06 Tratamiento de CrudoDocumento5 páginasTaller 06 Tratamiento de CrudoJhonbenavidesmurciaAún no hay calificaciones
- ASME - Cabezales A Presion Externa y RigidizadoresDocumento50 páginasASME - Cabezales A Presion Externa y RigidizadoresFederico Claudio VazquezAún no hay calificaciones
- Corrosión en Tope de Columna de Destilación III PDFDocumento8 páginasCorrosión en Tope de Columna de Destilación III PDFEdgar HuancaAún no hay calificaciones
- MetanolDocumento4 páginasMetanolIñaki Garcia PalatsiAún no hay calificaciones
- PFR en Estado Estacionario Con Cambiador de CaloDocumento3 páginasPFR en Estado Estacionario Con Cambiador de CaloDaniel Antonio Vera SaldivarAún no hay calificaciones
- Ejercicios - Inhibidores QuímicosDocumento1 páginaEjercicios - Inhibidores QuímicospabelAún no hay calificaciones
- Examen Final Pet 240 I-2013Documento2 páginasExamen Final Pet 240 I-2013HernanAún no hay calificaciones
- Turbo-Expander PDFDocumento5 páginasTurbo-Expander PDFJuan100% (1)
- 5to Parcial FQ PDFDocumento26 páginas5to Parcial FQ PDFdiegoAún no hay calificaciones
- 08 - Planta de Aceites LubricantesDocumento9 páginas08 - Planta de Aceites LubricantesNatalia CanovasAún no hay calificaciones
- Componentes Principales Centro de Facilidades de Superficie de HidrocarburosDocumento14 páginasComponentes Principales Centro de Facilidades de Superficie de HidrocarburosAndrea RengifoAún no hay calificaciones
- Destilación AtmosféricaDocumento75 páginasDestilación AtmosféricaRodrigo Padilla TorresAún no hay calificaciones
- Practica 1Documento3 páginasPractica 1jhonAún no hay calificaciones
- Expo-Medidores de Caudal de FlujosDocumento39 páginasExpo-Medidores de Caudal de FlujosjhonAún no hay calificaciones
- Grupo 4 BifasicoDocumento34 páginasGrupo 4 BifasicojhonAún no hay calificaciones
- Ejercicios de Transporte y AlmacenajeDocumento2 páginasEjercicios de Transporte y Almacenajetresssed50% (2)
- INFORME Transporte de Liquidos y BombasDocumento14 páginasINFORME Transporte de Liquidos y Bombasjhon100% (1)
- Trabajo de Grupo.1.fDocumento113 páginasTrabajo de Grupo.1.fMely Enríquez100% (7)
- Carta Solicitud de Arreglo de NotaDocumento1 páginaCarta Solicitud de Arreglo de Notajhon50% (2)
- Informe-Medidores de Caudadl de FlujoDocumento16 páginasInforme-Medidores de Caudadl de FlujojhonAún no hay calificaciones
- Diseno Reactor Lecho FluidizadoDocumento21 páginasDiseno Reactor Lecho FluidizadojhonAún no hay calificaciones
- Carta de Morales1Documento3 páginasCarta de Morales1jhonAún no hay calificaciones
- Diseno de Una Planta CiclohexanoDocumento92 páginasDiseno de Una Planta CiclohexanojhonAún no hay calificaciones
- O Descomprimir La PeliculaDocumento1 páginaO Descomprimir La PeliculaBoris Fernando Figueroa López100% (1)
- Trabajo de Materia PrimaDocumento9 páginasTrabajo de Materia PrimajhonAún no hay calificaciones
- La MicrobiologiaDocumento20 páginasLa Microbiologiajrockb1234Aún no hay calificaciones
- GUIA#3 Quim Inor Fredy SuazoDocumento4 páginasGUIA#3 Quim Inor Fredy SuazoMauro CamoranoAún no hay calificaciones
- Frotis y TincionesDocumento18 páginasFrotis y TincionesGisela PeñaAún no hay calificaciones
- Sales Halogenas MixtasDocumento10 páginasSales Halogenas MixtasAndres Garzon100% (1)
- Examen Final de AgrotecniaDocumento2 páginasExamen Final de AgrotecniaNilson Parrillas100% (1)
- DitizonaDocumento1 páginaDitizonaJorge Chavez QuispeAún no hay calificaciones
- Resumen Capitulo 1 PCADocumento4 páginasResumen Capitulo 1 PCAStiven AcostaAún no hay calificaciones
- Aislamiento de Javeriana PDFDocumento204 páginasAislamiento de Javeriana PDFAlex GqAún no hay calificaciones
- Espectrofotometro UvDocumento14 páginasEspectrofotometro UvAndersson MontañaAún no hay calificaciones
- Procesos de Soldadura Gmaw y FcawDocumento6 páginasProcesos de Soldadura Gmaw y FcawEduardo MogrovejoAún no hay calificaciones
- Control S6 - Minería en ChileDocumento6 páginasControl S6 - Minería en ChileJulioAún no hay calificaciones
- Evaluacion 4to Año - SolucionesDocumento3 páginasEvaluacion 4to Año - SolucionesJose Manuel Cedeño OrtegaAún no hay calificaciones
- ICTIOSISDocumento7 páginasICTIOSISStella Mosquera Belalcazar100% (1)
- Pintado GJH-Siesquen DJC-SDDocumento116 páginasPintado GJH-Siesquen DJC-SDJerson De Paz HuamanAún no hay calificaciones
- Curso de Formación Soldadura TIG en ZaragozaDocumento3 páginasCurso de Formación Soldadura TIG en ZaragozaOrdesactivaAún no hay calificaciones
- Ejercicios de Estequiometria para Evaluacion EscritaDocumento6 páginasEjercicios de Estequiometria para Evaluacion EscritaBrandon SebastianAún no hay calificaciones
- Uniones Celulares 2022Documento31 páginasUniones Celulares 2022CAMILA BEATRIZ VALDIVIA GONZALESAún no hay calificaciones
- Cuestionario #1Documento8 páginasCuestionario #1Loco Grone Tlv0% (2)
- Catalogo Asociados 2020Documento114 páginasCatalogo Asociados 2020RaulAún no hay calificaciones
- Agar MrsDocumento2 páginasAgar MrsfaldridaAún no hay calificaciones
- Manual de Buenas Prácticas de Higiene Manjar BlancoDocumento17 páginasManual de Buenas Prácticas de Higiene Manjar BlancoAnonymous djjrez5RUbAún no hay calificaciones