También podría gustarte
- GuíaBurros Youtube: Todo lo que necesitas saber sobre esta red socialDe EverandGuíaBurros Youtube: Todo lo que necesitas saber sobre esta red socialCalificación: 4 de 5 estrellas4/5 (3)
- Aprender Impresión 3D para makers con 100 ejercicios prácticosDe EverandAprender Impresión 3D para makers con 100 ejercicios prácticosAún no hay calificaciones
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Peón Torno CNCDocumento2 páginasPeón Torno CNCVictor Vaca100% (1)
- Planeamiento Estrategico Mina Uchucchacua (Juan Aira Meza)Documento40 páginasPlaneamiento Estrategico Mina Uchucchacua (Juan Aira Meza)Luis CristianAún no hay calificaciones
- Practicas CNCDocumento11 páginasPracticas CNCDani Alex50% (2)
- Funcion GDocumento10 páginasFuncion GwrdnAún no hay calificaciones
- Práctica de Cálculo Del Tiempo Estándar PDFDocumento2 páginasPráctica de Cálculo Del Tiempo Estándar PDFSwerqe100% (1)
- Programa CNC 000114Documento1 páginaPrograma CNC 000114DsascribdAún no hay calificaciones
- Curso de CNCDocumento45 páginasCurso de CNCNicolás Maquiavelo100% (2)
- Introducción Al Psoc5Lp: Teoría y aplicaciones prácticaDe EverandIntroducción Al Psoc5Lp: Teoría y aplicaciones prácticaAún no hay calificaciones
- LAB. ING. de Manufactura Aisitida Con CNCDocumento11 páginasLAB. ING. de Manufactura Aisitida Con CNCJuanMancoAún no hay calificaciones
- Programación CNC para Torneado Del ALFILDocumento1 páginaProgramación CNC para Torneado Del ALFILgodiex123456Aún no hay calificaciones
- Programacion FagorDocumento10 páginasProgramacion FagorEulalio LopezAún no hay calificaciones
- DESARROLLO DE LA PRACTICA Nombre CNCDocumento8 páginasDESARROLLO DE LA PRACTICA Nombre CNCnisiAún no hay calificaciones
- CNC FresaDocumento31 páginasCNC FresaaamarosaAún no hay calificaciones
- Decisiones Del Simulador SINDEFDocumento2 páginasDecisiones Del Simulador SINDEFVeronica Huaccan GutierrezAún no hay calificaciones
- Tutorial CNCDocumento67 páginasTutorial CNCniljunAún no hay calificaciones
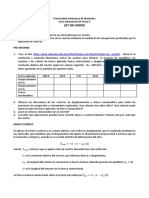
- Guía Ley de Hooke PDFDocumento3 páginasGuía Ley de Hooke PDFDaniel Alejandro Regalado MontoyaAún no hay calificaciones
- Laboratorio 5 Codigo G77Documento11 páginasLaboratorio 5 Codigo G77Rolando Cruz QuispeAún no hay calificaciones
- Programación Pieza #3Documento4 páginasProgramación Pieza #3Ata RaxiaAún no hay calificaciones
- Practicas LaboratorioDocumento17 páginasPracticas LaboratorioEduardo HernándezAún no hay calificaciones
- Informe 04 CNC Gr1 MangiaDocumento9 páginasInforme 04 CNC Gr1 MangiaJairo Andres MangiaAún no hay calificaciones
- Presentación CNCDocumento18 páginasPresentación CNCArmando MátalAún no hay calificaciones
- Clase 6 Cad CamDocumento14 páginasClase 6 Cad CamPhiter Gershon Sotelo MayhuayAún no hay calificaciones
- Byron ZapetDocumento3 páginasByron ZapetByron ZapetAún no hay calificaciones
- TaladradoDocumento9 páginasTaladradoUlises AlcantaraAún no hay calificaciones
- Informe 05 CNC Gr1 MangiaDocumento9 páginasInforme 05 CNC Gr1 MangiaJairo Andres MangiaAún no hay calificaciones
- Cuaderno CNCDocumento42 páginasCuaderno CNCedgar huillca pezoAún no hay calificaciones
- Codigo de Machuelos CNC OKUMADocumento2 páginasCodigo de Machuelos CNC OKUMAjoelmtzc9Aún no hay calificaciones
- Programación de Un Mecanizado Simple en Códigos G CNCDocumento7 páginasProgramación de Un Mecanizado Simple en Códigos G CNCAlex RodriguezAún no hay calificaciones
- Semana 3 - Programacion Iso TornocncDocumento52 páginasSemana 3 - Programacion Iso TornocncIsabel Cristina Bobadilla BernuyAún no hay calificaciones
- Ejercicio de CNCDocumento8 páginasEjercicio de CNCAriel FernandezAún no hay calificaciones
- Código CNC 1Documento3 páginasCódigo CNC 1Cristian Villagra EscobarAún no hay calificaciones
- Solido 1: Mantenimiento de Maquinaria de PlantaDocumento5 páginasSolido 1: Mantenimiento de Maquinaria de PlantaYimi Ramos SilvaAún no hay calificaciones
- Fresa CNC PresentacionDocumento28 páginasFresa CNC PresentacionArmando FontalvoAún no hay calificaciones
- Ejercicio de ProgramaciónDocumento3 páginasEjercicio de ProgramaciónKener Josseph Vilchez LeyvaAún no hay calificaciones
- Practica-2 CNCDocumento2 páginasPractica-2 CNCChristian CastilloAún no hay calificaciones
- Programa - Pieza CNCDocumento3 páginasPrograma - Pieza CNCPablo SoteloAún no hay calificaciones
- g66 Ciclo Fijo de Seguimiento de PerfilDocumento14 páginasg66 Ciclo Fijo de Seguimiento de PerfilJuandeDiosAún no hay calificaciones
- Reporte Engrane 35 DientesDocumento238 páginasReporte Engrane 35 DientesMiguel Lara100% (1)
- Pieza Fresa 009Documento2 páginasPieza Fresa 009DsascribdAún no hay calificaciones
- Ejemplo Programacion g81Documento2 páginasEjemplo Programacion g81Jonny DueñasAún no hay calificaciones
- Rubrica 3Documento41 páginasRubrica 3Pablo Aguilar MartinezAún no hay calificaciones
- Programacion - TornoDocumento3 páginasProgramacion - TornoLopez Casas EliAún no hay calificaciones
- PracticasDeTorno LabCNC512Documento24 páginasPracticasDeTorno LabCNC512mtyggarzaAún no hay calificaciones
- Informe Examen FinalDocumento11 páginasInforme Examen FinalFernando MoraAún no hay calificaciones
- Procesos de Manufactura I Programación para Máquinas CNC: Profesor: Bastian Vergara Gallegos Correo: Bvergara@ubiobio - CLDocumento18 páginasProcesos de Manufactura I Programación para Máquinas CNC: Profesor: Bastian Vergara Gallegos Correo: Bvergara@ubiobio - CLBrhayams Gacitua GuiñezAún no hay calificaciones
- Ejemplo ProgramacionDocumento2 páginasEjemplo ProgramacionJonny DueñasAún no hay calificaciones
- Codigo G y Simulacion de Pieza ManufacturaDocumento16 páginasCodigo G y Simulacion de Pieza ManufacturaSamuel mejia razoAún no hay calificaciones
- PERFILCtDocumento1 páginaPERFILCtDaniel LeonAún no hay calificaciones
- Programación CNCDocumento9 páginasProgramación CNCWk ShosoukAún no hay calificaciones
- Mac Practica 8 HJMDocumento8 páginasMac Practica 8 HJMHugo juarezAún no hay calificaciones
- Practica 9Documento7 páginasPractica 9Martin Aguilar RubioAún no hay calificaciones
- Programación CNC 1Documento5 páginasProgramación CNC 1Albert RojasAún no hay calificaciones
- Ejemplos Codigo GDocumento14 páginasEjemplos Codigo GXLauritax TkAún no hay calificaciones
- Ejercicio Pieza TornoDocumento6 páginasEjercicio Pieza TornoMecanizado SenaAún no hay calificaciones
- PIEZA EN BRUTO DE 19 MM DE DIAMETROx60 MM LONGTUDDocumento2 páginasPIEZA EN BRUTO DE 19 MM DE DIAMETROx60 MM LONGTUDAnalíBadajozPérezAún no hay calificaciones
- Ejemplos Fagor 8055MDocumento56 páginasEjemplos Fagor 8055MFrank Ortolá SoriaAún no hay calificaciones
- Practica #3 CNCDocumento6 páginasPractica #3 CNCRamses CortésAún no hay calificaciones
- 2 Pieza A Mecaniza Con CNCDocumento23 páginas2 Pieza A Mecaniza Con CNCjoneth1g.1mostaceroAún no hay calificaciones
- Electroneumática IV - Método Paso A Paso - V1Documento20 páginasElectroneumática IV - Método Paso A Paso - V1Andree Manchego HuamaniAún no hay calificaciones
- Válvulas Procesadoras de Señal II V3Documento23 páginasVálvulas Procesadoras de Señal II V3Andree Manchego HuamaniAún no hay calificaciones
- S04.s1 - Localización Del ProyectoDocumento45 páginasS04.s1 - Localización Del ProyectoAndree Manchego HuamaniAún no hay calificaciones
- Desarrollo de Sistemas Neumáticos V3Documento32 páginasDesarrollo de Sistemas Neumáticos V3Andree Manchego HuamaniAún no hay calificaciones
- Electroneumática III - Desarrollo Con Fluidsim - V1Documento11 páginasElectroneumática III - Desarrollo Con Fluidsim - V1Andree Manchego HuamaniAún no hay calificaciones
- Seleccion Actuadores, Valvulas Procesadoras de Señal V2Documento19 páginasSeleccion Actuadores, Valvulas Procesadoras de Señal V2Andree Manchego HuamaniAún no hay calificaciones
- Mando Directo e Indirecto Regulación de Velocidad V3Documento17 páginasMando Directo e Indirecto Regulación de Velocidad V3Andree Manchego HuamaniAún no hay calificaciones
- Plan de MantenimientoDocumento6 páginasPlan de MantenimientoAndree Manchego HuamaniAún no hay calificaciones
- INTERPRETACIoN DEL GRAFICO (Manchego Huamaní Roberto Andreé)Documento4 páginasINTERPRETACIoN DEL GRAFICO (Manchego Huamaní Roberto Andreé)Andree Manchego HuamaniAún no hay calificaciones
- PLC - Parte II V2Documento20 páginasPLC - Parte II V2Andree Manchego HuamaniAún no hay calificaciones
- Informe de Analisis de Esfuerzos-Estructura para Techo (MANCHEGO HUAMANI ROBERTO ANDREE)Documento18 páginasInforme de Analisis de Esfuerzos-Estructura para Techo (MANCHEGO HUAMANI ROBERTO ANDREE)Andree Manchego HuamaniAún no hay calificaciones
- Clase 02 - Introducción y Programación Con Logixpro (2018.2)Documento29 páginasClase 02 - Introducción y Programación Con Logixpro (2018.2)Andree Manchego HuamaniAún no hay calificaciones
- Matriz de Indicadores de La CalidadDocumento1 páginaMatriz de Indicadores de La CalidadAndree Manchego HuamaniAún no hay calificaciones
- Trabajo Equipo CasoDocumento53 páginasTrabajo Equipo CasoAndree Manchego HuamaniAún no hay calificaciones
- Estadistica InferencialDocumento20 páginasEstadistica InferencialAndree Manchego HuamaniAún no hay calificaciones
- Caso PracticoDocumento4 páginasCaso PracticoAndree Manchego HuamaniAún no hay calificaciones
- DOP Tablero PortapapelesDocumento1 páginaDOP Tablero PortapapelesAndree Manchego HuamaniAún no hay calificaciones
- Tipos de RefrigerantesDocumento8 páginasTipos de RefrigerantesAndree Manchego HuamaniAún no hay calificaciones
- LAB 06 Ablandamiento de AguaDocumento8 páginasLAB 06 Ablandamiento de AguaAndree Manchego HuamaniAún no hay calificaciones
- Tutorial Moodle para AlumnosDocumento13 páginasTutorial Moodle para AlumnosWilder PokaAún no hay calificaciones
- La Instrumentacion y Propuesta de Un Proceso IndustrialDocumento6 páginasLa Instrumentacion y Propuesta de Un Proceso IndustrialAlfredo LopezAún no hay calificaciones
- Reglamento de Anuncios de La CD. de DurangoDocumento42 páginasReglamento de Anuncios de La CD. de Durangojorgem64Aún no hay calificaciones
- Concreto PrefabricadoDocumento4 páginasConcreto PrefabricadoCristian Tejada HuallpaAún no hay calificaciones
- Tarea Caso MymDocumento24 páginasTarea Caso MymOlga Pilar Papeles TelloAún no hay calificaciones
- Trabajo Integrador para 2 ParcialDocumento7 páginasTrabajo Integrador para 2 Parcialagustinsivila95Aún no hay calificaciones
- Rubrica 1 - Organizador GráficoDocumento2 páginasRubrica 1 - Organizador GráficowillyjulcaAún no hay calificaciones
- Primer Parcial - Revisión Del IntentoDocumento6 páginasPrimer Parcial - Revisión Del IntentoAlvaro Fabian Hortua PintoAún no hay calificaciones
- Reporte Técnico Formato A3 PDFDocumento52 páginasReporte Técnico Formato A3 PDFCRISTIAN RODRIGO CAROCA GUZMANAún no hay calificaciones
- Cuestionario 2 de Fomentar Revisado para EntregaDocumento23 páginasCuestionario 2 de Fomentar Revisado para EntregaMONICA ANDREA LIS OLIVEROSAún no hay calificaciones
- 00100013862Documento2 páginas00100013862EduardoAún no hay calificaciones
- Solicitud-De Autorizacion-Afiliacion-Colectiva-Tramites PDFDocumento5 páginasSolicitud-De Autorizacion-Afiliacion-Colectiva-Tramites PDFPedro perezAún no hay calificaciones
- Leche Jotomana FDocumento3 páginasLeche Jotomana FEileen CorreaAún no hay calificaciones
- 2 Modelo de Compraventa InternacionalDocumento3 páginas2 Modelo de Compraventa InternacionalKaren Viviana Bermudez GonzalezAún no hay calificaciones
- 1.7 y 1.7.1 Electronica DigitalDocumento9 páginas1.7 y 1.7.1 Electronica DigitalEfren Alamillo MataAún no hay calificaciones
- 02 Ica 1489 Trabajo de Grado PDFDocumento171 páginas02 Ica 1489 Trabajo de Grado PDFPATRICIAAún no hay calificaciones
- Instalacion Fotovoltaica ...............Documento16 páginasInstalacion Fotovoltaica ...............Hugo Pérez MorenoAún no hay calificaciones
- Control de Calidad en PaltaDocumento24 páginasControl de Calidad en PaltaLucia SosaAún no hay calificaciones
- 3 Guia de 3er Ano y Actividad EvaluativaDocumento5 páginas3 Guia de 3er Ano y Actividad EvaluativaCarol LunaAún no hay calificaciones
- Fefefefefefefefefefefff1Documento26 páginasFefefefefefefefefefefff1Daniel JimenezAún no hay calificaciones
- PDF 3Documento24 páginasPDF 3JuanRerAún no hay calificaciones
- Sustancia ToxicaDocumento3 páginasSustancia ToxicaIrving David Hernández De Los SantosAún no hay calificaciones
- Articulo 1 EvaluacionDocumento9 páginasArticulo 1 EvaluacionBelén OrnelasAún no hay calificaciones
- Examen Prueba de Bala de ForexDocumento2 páginasExamen Prueba de Bala de Forexlazyimplement4657Aún no hay calificaciones
- Los Agricultores de ChocontáDocumento3 páginasLos Agricultores de ChocontáCamilo Buitrago ParadaAún no hay calificaciones
- Sla Como GarantiaDocumento11 páginasSla Como GarantiaJorge Rolando Aracena CabreraAún no hay calificaciones