También podría gustarte
- Mec Ejecucion y Procesos de Mecanizado Conformado y MontajeDocumento540 páginasMec Ejecucion y Procesos de Mecanizado Conformado y MontajeSección de Procesos de Manufactura82% (11)
- Practicas de MecanizadoDocumento537 páginasPracticas de Mecanizadonosuvito93% (28)
- CNC. Manual de Programación. (Ref - 1901)Documento482 páginasCNC. Manual de Programación. (Ref - 1901)BRAYAN HAún no hay calificaciones
- Manual Centro de Mecanizado ENERO2020Documento129 páginasManual Centro de Mecanizado ENERO2020FRANCISCO JOSÉ ARES SANCHEZ100% (2)
- Operaciones de mecanizado manual. FMEE0208De EverandOperaciones de mecanizado manual. FMEE0208Aún no hay calificaciones
- Practicas de Mecanizado en Torno YFresadoraDocumento62 páginasPracticas de Mecanizado en Torno YFresadorarubenAún no hay calificaciones
- Prácticas Mecanizado de Taller IniciacionDocumento236 páginasPrácticas Mecanizado de Taller IniciacionRaquelIglesiasAún no hay calificaciones
- Interpretacion Grafica UD01 PDFDocumento30 páginasInterpretacion Grafica UD01 PDFrafagil2bAún no hay calificaciones
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209De EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Chapa Metalica y Piezas Soldadas PDFDocumento210 páginasChapa Metalica y Piezas Soldadas PDFFranklin BravoAún no hay calificaciones
- 4 Corte Fino PDFDocumento36 páginas4 Corte Fino PDFgiovannihurtado67% (3)
- Mecanizado y Mantenimiento de MáquinasDocumento12 páginasMecanizado y Mantenimiento de Máquinasmiguel5446Aún no hay calificaciones
- Codigos para El Torno CNC DYNAMITEDocumento6 páginasCodigos para El Torno CNC DYNAMITEKevin Islas100% (1)
- THD - Pentesting Con BackTrackDocumento99 páginasTHD - Pentesting Con BackTrackMauricio Lara ParraAún no hay calificaciones
- MecanizadoDocumento25 páginasMecanizadocarlos caiza100% (1)
- Manual de Funciones Y Responsabilidades: Sistemas de Gestión Integrada SGI Manual Código: RRHH-MFR.0 Versión: 0Documento30 páginasManual de Funciones Y Responsabilidades: Sistemas de Gestión Integrada SGI Manual Código: RRHH-MFR.0 Versión: 0Noelia RodríguezAún no hay calificaciones
- Progamacion CNC Centro de MecanizadoDocumento105 páginasProgamacion CNC Centro de MecanizadoLui Gonzalo Quipe Rodríguez100% (3)
- Planificación de Procesos de Mecanizado (PDFDrive)Documento150 páginasPlanificación de Procesos de Mecanizado (PDFDrive)Juan Diego Carmona Barrero100% (1)
- Diseño de Una Matriz de CorteDocumento10 páginasDiseño de Una Matriz de CorteRaul AriasAún no hay calificaciones
- Hoja de Proceso TornoDocumento5 páginasHoja de Proceso TornoFrancisco Javier Villate GaonaAún no hay calificaciones
- Procesos de MecanizadoDocumento165 páginasProcesos de Mecanizadodiegogroba100% (1)
- Guía de Practicas CNCDocumento36 páginasGuía de Practicas CNCGustavo Ortiz100% (2)
- Manual de Mecanizado GARANT1Documento251 páginasManual de Mecanizado GARANT1DiLuca100% (6)
- Teoría de Mecanizado 2019Documento22 páginasTeoría de Mecanizado 2019Bruno AstudilloAún no hay calificaciones
- Problemas FresadoDocumento10 páginasProblemas FresadoAnthony BeltranAún no hay calificaciones
- Proceso Del MachueleadoDocumento34 páginasProceso Del MachueleadoQUIMIS VILLACRES DOUGLAS ALBERTO100% (1)
- Ejercicios y Problemas - TornosDocumento62 páginasEjercicios y Problemas - Tornosjuanluiselpollo2100% (5)
- Clase 1 Fusion 360 PDFDocumento11 páginasClase 1 Fusion 360 PDFHarold La ChiraAún no hay calificaciones
- Proceso de Mecanizado (2) Libro TextoDocumento424 páginasProceso de Mecanizado (2) Libro Textostrivext100% (2)
- ElcabezaldivisorDocumento42 páginasElcabezaldivisorsagitariow10Aún no hay calificaciones
- Manual CursoMecanizado PDFDocumento143 páginasManual CursoMecanizado PDFMiguel MartinezAún no hay calificaciones
- La ForjaDocumento23 páginasLa ForjaXiomi SilvestreAún no hay calificaciones
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209De EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Aún no hay calificaciones
- Matriceria Cuestionario 1Documento8 páginasMatriceria Cuestionario 1Jose Ernesto Pillajo Cabezas100% (1)
- Recomendaciones de MecanizadoDocumento16 páginasRecomendaciones de MecanizadoGabriela TGAún no hay calificaciones
- Imocom: Centro de Formacion TecnologicaDocumento124 páginasImocom: Centro de Formacion TecnologicaAnto Solalinde100% (1)
- Manual CncFagor8035Documento290 páginasManual CncFagor8035Rosario Tejero VegaAún no hay calificaciones
- Afilado de Cuchillas para Tornos 02Documento30 páginasAfilado de Cuchillas para Tornos 02M Laura EdderAún no hay calificaciones
- Programación Mediante Manual Guide-IDocumento11 páginasProgramación Mediante Manual Guide-Idmg_pelon100% (2)
- Materiales y Geometría para Herramientas de MecanizadoDocumento9 páginasMateriales y Geometría para Herramientas de MecanizadoJosé MorenoAún no hay calificaciones
- PF05 TAREA R78 Ejercicio Hoja Proceso Fresadora PDFDocumento1 páginaPF05 TAREA R78 Ejercicio Hoja Proceso Fresadora PDFChichojefe PmcAún no hay calificaciones
- Fresadora 1Documento40 páginasFresadora 1María Fernanda Zapata Gonnella100% (3)
- MECANIZADODocumento11 páginasMECANIZADOEdwin FabricioAún no hay calificaciones
- Apuntes MecanizadoDocumento7 páginasApuntes MecanizadodxdAún no hay calificaciones
- MecanizadoDocumento6 páginasMecanizadoJulitoAún no hay calificaciones
- 5 FresadoDocumento26 páginas5 FresadoBastian Aguila VergaraAún no hay calificaciones
- TorneriaDocumento5 páginasTorneriadolardgustavo9467Aún no hay calificaciones
- Apuntes de MecanizadoDocumento140 páginasApuntes de MecanizadoJORGE SCIGLIANOAún no hay calificaciones
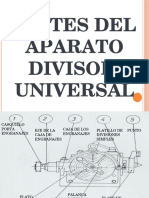
- Partes Del Aparato DivisorDocumento6 páginasPartes Del Aparato DivisorjomafiAún no hay calificaciones
- Reglas de Diseño para El Mecanizado KalpakjianDocumento7 páginasReglas de Diseño para El Mecanizado KalpakjiancarmelotomasAún no hay calificaciones
- Curso Maestro Tornero - Tomo 22 PDFDocumento55 páginasCurso Maestro Tornero - Tomo 22 PDFVerónicaAún no hay calificaciones
- Guia de Operación Torno Mtab V1Documento42 páginasGuia de Operación Torno Mtab V1Christian Calderón VilelaAún no hay calificaciones
- Programacion Por Control NumericoDocumento25 páginasProgramacion Por Control NumericoPablo FdezAún no hay calificaciones
- Mecanizado Por Arranque de VirutaDocumento10 páginasMecanizado Por Arranque de VirutaJhonatan BernoAún no hay calificaciones
- Procesos de SoldaduraDocumento16 páginasProcesos de Soldaduraenriquez.marin.daniel.arturoAún no hay calificaciones
- 03 - Herramientas de CorteDocumento51 páginas03 - Herramientas de CorteSamuel SolorzanoAún no hay calificaciones
- Proceso de DeformacionDocumento58 páginasProceso de DeformacionJen AlAún no hay calificaciones
- Soldadura y Técnicas de Fundición de MetalesDocumento17 páginasSoldadura y Técnicas de Fundición de MetalesMonserrat Guadalupe Castro SabidoAún no hay calificaciones
- Herramientas de CorteDocumento37 páginasHerramientas de Cortebjep1234Aún no hay calificaciones
- Parcial Termo 2.Documento1 páginaParcial Termo 2.Alvaro OjedaAún no hay calificaciones
- Cálculo Del Factor de Seguridad de Un Perno de OjoDocumento28 páginasCálculo Del Factor de Seguridad de Un Perno de OjoAlvaro OjedaAún no hay calificaciones
- Etting Fatigue Life Estimations Based On Fretting MechanismsDocumento5 páginasEtting Fatigue Life Estimations Based On Fretting MechanismsAlvaro OjedaAún no hay calificaciones
- Interaction of Displacement Amplitude and Frequency Effects in Fretting - CompressedDocumento13 páginasInteraction of Displacement Amplitude and Frequency Effects in Fretting - CompressedAlvaro OjedaAún no hay calificaciones
- Un Estudio Experimental y Un Modelo de Daño Por Fatiga para La Fatiga Por FricciónDocumento14 páginasUn Estudio Experimental y Un Modelo de Daño Por Fatiga para La Fatiga Por FricciónAlvaro OjedaAún no hay calificaciones
- Solución Del Taller de FatigaDocumento2 páginasSolución Del Taller de FatigaAlvaro OjedaAún no hay calificaciones
- Obesidad y Resultados en COVID-19: Cuando Una Epidemia y Una Pandemia ChocanDocumento9 páginasObesidad y Resultados en COVID-19: Cuando Una Epidemia y Una Pandemia ChocanAlvaro OjedaAún no hay calificaciones
- La Obesidad Como Factor de Riesgo de Mayor Gravedad de COVID-19 en Pacientes Con Enfermedad Metabólica de Hígado Graso AsociadaDocumento3 páginasLa Obesidad Como Factor de Riesgo de Mayor Gravedad de COVID-19 en Pacientes Con Enfermedad Metabólica de Hígado Graso AsociadaAlvaro OjedaAún no hay calificaciones
- Cerebro, Comportamiento e Inmunidad 87 (2020) 184-187Documento4 páginasCerebro, Comportamiento e Inmunidad 87 (2020) 184-187Alvaro OjedaAún no hay calificaciones
- Obesidad y Mortalidad Por COVID-19. MetaanálisisDocumento6 páginasObesidad y Mortalidad Por COVID-19. MetaanálisisAlvaro OjedaAún no hay calificaciones
- Asociación de La Obesidad y Su Predisposición Genética Con El Riesgo de COVID-19 Grave: Análisis de Datos de Cohortes PoblacionalesDocumento7 páginasAsociación de La Obesidad y Su Predisposición Genética Con El Riesgo de COVID-19 Grave: Análisis de Datos de Cohortes PoblacionalesAlvaro OjedaAún no hay calificaciones
- Dinámica Del Huésped SARS-CoV-2: Mayor Riesgo de Resultados Adversos Del COVID-19 en La ObesidadDocumento6 páginasDinámica Del Huésped SARS-CoV-2: Mayor Riesgo de Resultados Adversos Del COVID-19 en La ObesidadAlvaro OjedaAún no hay calificaciones
- ¿Es El Exceso de Peso Un Factor de Riesgo para El Desarrollo de La Infección Por COVID 19? Un Informe Preliminar de La IndiaDocumento3 páginas¿Es El Exceso de Peso Un Factor de Riesgo para El Desarrollo de La Infección Por COVID 19? Un Informe Preliminar de La IndiaAlvaro OjedaAún no hay calificaciones
- COVID-19 y Obesidad: Exploración de Vulnerabilidades Biológicas, Disparidades Estructurales y Estigma de PesoDocumento3 páginasCOVID-19 y Obesidad: Exploración de Vulnerabilidades Biológicas, Disparidades Estructurales y Estigma de PesoAlvaro OjedaAún no hay calificaciones
- Papel de La Obesidad en La PandemiaDocumento5 páginasPapel de La Obesidad en La PandemiaAlvaro OjedaAún no hay calificaciones
- El Análisis Del Grafico Ds Vs NsDocumento1 páginaEl Análisis Del Grafico Ds Vs NsAlvaro OjedaAún no hay calificaciones
- Articulo 36.en - Es PDFDocumento8 páginasArticulo 36.en - Es PDFAlvaro OjedaAún no hay calificaciones
- Metabolismo Clínico y ExperimentalDocumento1 páginaMetabolismo Clínico y ExperimentalAlvaro OjedaAún no hay calificaciones
- Turbomaquinas - Turbinas If - Garcia Perez - FieeDocumento147 páginasTurbomaquinas - Turbinas If - Garcia Perez - Fieejuanchofercho20100% (2)
- COVID-19 y Obesidad: Una Oportunidad de CambioDocumento4 páginasCOVID-19 y Obesidad: Una Oportunidad de CambioAlvaro OjedaAún no hay calificaciones
- ¿Las Personas Negras e Hispanas Se Ven Afectadas de Manera Desproporcionada Por COVID-19 Debido A Mayores Tasas de Obesidad?Documento4 páginas¿Las Personas Negras e Hispanas Se Ven Afectadas de Manera Desproporcionada Por COVID-19 Debido A Mayores Tasas de Obesidad?Alvaro OjedaAún no hay calificaciones
- Asociación Del Índice de Masa Corporal (IMC) Con El COVID-19 Crítico y La Mortalidad Hospitalaria: Un Metanálisis de Dosis-RespuestaDocumento38 páginasAsociación Del Índice de Masa Corporal (IMC) Con El COVID-19 Crítico y La Mortalidad Hospitalaria: Un Metanálisis de Dosis-RespuestaAlvaro OjedaAún no hay calificaciones
- Trabajo de Resistencia de Materiales IIDocumento13 páginasTrabajo de Resistencia de Materiales IIYordy García Gonzales100% (2)
- Capitulo I Turbomaquinas y MDPDocumento13 páginasCapitulo I Turbomaquinas y MDPCamilo PerezAún no hay calificaciones
- Expo de CorrosionDocumento15 páginasExpo de CorrosionAlvaro OjedaAún no hay calificaciones
- TFG. Claudia Martínez Bronchal PDFDocumento195 páginasTFG. Claudia Martínez Bronchal PDFEllielMartinezDAún no hay calificaciones
- Planos 2 Piso-ModeloDocumento1 páginaPlanos 2 Piso-ModeloAlvaro OjedaAún no hay calificaciones
- Informe Entrega II Maq. HidraulicasDocumento10 páginasInforme Entrega II Maq. HidraulicasAlvaro OjedaAún no hay calificaciones
- Trabajo Domiciliario de Consolidacion 2019 CorregidoDocumento3 páginasTrabajo Domiciliario de Consolidacion 2019 CorregidoAnonymous 03TLwlAún no hay calificaciones
- Rombo de SeguridadDocumento8 páginasRombo de SeguridadGerman JuarezAún no hay calificaciones
- Mvag 24 Desgaste Los Angeles Astm C 131 PDFDocumento9 páginasMvag 24 Desgaste Los Angeles Astm C 131 PDFLedy Ana Pernia CastroAún no hay calificaciones
- Armado y Desarme de AndamiosDocumento9 páginasArmado y Desarme de AndamiosJavier Antonio Villarroel GajardoAún no hay calificaciones
- Introduccion Al CementoDocumento11 páginasIntroduccion Al CementoJUAN SMIP MACALUPU SILUPUAún no hay calificaciones
- Examen Sustitutorio de Tce-2022-BDocumento3 páginasExamen Sustitutorio de Tce-2022-Bmiguel pariAún no hay calificaciones
- Ficha Técnica Junta Universal CardánicaDocumento3 páginasFicha Técnica Junta Universal CardánicaasdfAún no hay calificaciones
- Silabo Diseño de Plantas Químicas 2019 IDocumento2 páginasSilabo Diseño de Plantas Químicas 2019 ITabiita Huaman NorabuenaAún no hay calificaciones
- Manejo de Residuos Sólidos en CuencaDocumento13 páginasManejo de Residuos Sólidos en CuencaAdri MoteritaAún no hay calificaciones
- Efecto Haas PDFDocumento22 páginasEfecto Haas PDFRuben Fernando Castagnolo100% (2)
- Evidencia 3 de Producto RAP5 EV03 Propuesta Escrita de Acciones Preventivas y Correctivas A No Conformidad DetectadaDocumento1 páginaEvidencia 3 de Producto RAP5 EV03 Propuesta Escrita de Acciones Preventivas y Correctivas A No Conformidad DetectadaMiguel BenavidesAún no hay calificaciones
- Informe 0Documento5 páginasInforme 0Karen EstefAún no hay calificaciones
- Soldadura MejiaDocumento28 páginasSoldadura MejiaMilton AlfaroAún no hay calificaciones
- Libro Técnico: Escenario Pulsar Sala de Las ArtesDocumento15 páginasLibro Técnico: Escenario Pulsar Sala de Las ArtesAnonymous dtPOCsUKIAún no hay calificaciones
- Elementos Básicos de JAVA PDFDocumento12 páginasElementos Básicos de JAVA PDFPatric arandaAún no hay calificaciones
- Catálogo de Texturas ÍgneasDocumento15 páginasCatálogo de Texturas ÍgneasFranco Galarce ArenasAún no hay calificaciones
- Triangulo de Potencia AlternaDocumento5 páginasTriangulo de Potencia AlternaFrancisco GonzalezAún no hay calificaciones
- Repuestos Gen Oxigeno-20Documento2 páginasRepuestos Gen Oxigeno-20Carlos Velit SardonAún no hay calificaciones
- Preguntas Propuestas Esfuerzos PDFDocumento3 páginasPreguntas Propuestas Esfuerzos PDFLuz VillacortaAún no hay calificaciones
- Man. Asistida, Computadora y C Numérico 31 - 08 - 21Documento49 páginasMan. Asistida, Computadora y C Numérico 31 - 08 - 21David GonzalezAún no hay calificaciones
- Manual Guia VozDocumento48 páginasManual Guia VozLuis Guillermo Rodríguez A.Aún no hay calificaciones
- Metrado de Construccion de Salon de Usos MultiplesDocumento13 páginasMetrado de Construccion de Salon de Usos MultiplesMiqel Angel CafrdenasAún no hay calificaciones
- Manual Tubería EnterradaDocumento66 páginasManual Tubería EnterradaDavid FergusonAún no hay calificaciones
- Metalografía CuantitativaDocumento10 páginasMetalografía CuantitativaEdilson Sarmiento AlonsoAún no hay calificaciones
- Resane de PlanchasDocumento6 páginasResane de Planchasfreddy.sucuytanaAún no hay calificaciones
- Trafo 200kVADocumento2 páginasTrafo 200kVAFranciscoCantilloAún no hay calificaciones
- Elavoracion de Adicional de Obra Del Colegio Juan Jose Crespo y Castillo de HuanucoDocumento190 páginasElavoracion de Adicional de Obra Del Colegio Juan Jose Crespo y Castillo de HuanucoArnaldo Julio Reyes RomuchoAún no hay calificaciones