También podría gustarte
- 4-La SedaDocumento36 páginas4-La Sedalayachisalah100% (1)
- Diapos Acabados QuimicosDocumento35 páginasDiapos Acabados QuimicosEstefaniTushnaVegaAún no hay calificaciones
- Caracteristica de La SedaDocumento9 páginasCaracteristica de La SedaFrancisco OrtonedaAún no hay calificaciones
- Textiles PDFDocumento9 páginasTextiles PDFReina100% (1)
- Capítulo 6 - Los Hilos y La HilaturaDocumento29 páginasCapítulo 6 - Los Hilos y La HilaturaHiday SalvénAún no hay calificaciones
- FibrasDocumento30 páginasFibrasEucyta VortAún no hay calificaciones
- Teoria Programación Textil ATC (Módulo I)Documento49 páginasTeoria Programación Textil ATC (Módulo I)amparosanchez1406100% (1)
- Tipos de Tela y Usos PDFDocumento13 páginasTipos de Tela y Usos PDFKarina HeidenreichAún no hay calificaciones
- Acabados y EstampadosDocumento14 páginasAcabados y EstampadosDanne RacedoAún no hay calificaciones
- Capitulo 7 BALANCEDocumento53 páginasCapitulo 7 BALANCEronald100% (1)
- El Arte de Hacer Vestuario 3 (El Hilo) .Documento7 páginasEl Arte de Hacer Vestuario 3 (El Hilo) .li-C.100% (1)
- Aceite LubricantesDocumento32 páginasAceite Lubricantesalbert_ben13Aún no hay calificaciones
- Tejeduria Plana 02Documento24 páginasTejeduria Plana 02Violeta Ambrosio SalvadorAún no hay calificaciones
- Historia de La TinturaDocumento4 páginasHistoria de La Tinturawilma gutierrezAún no hay calificaciones
- MECERIZADODocumento6 páginasMECERIZADOKris FAún no hay calificaciones
- Acabados Generales o de Rutina:: - Blanqueo Con Agentes Concentrados Oxidantes: El Agente Químico MásDocumento21 páginasAcabados Generales o de Rutina:: - Blanqueo Con Agentes Concentrados Oxidantes: El Agente Químico MásSILVIA PEREZAún no hay calificaciones
- La Maquinaria de Tejido de Pun ToDocumento11 páginasLa Maquinaria de Tejido de Pun ToMIGUEL GERARDO LUNA CAMPOS100% (1)
- Tejeduria Plana 03Documento28 páginasTejeduria Plana 03Violeta Ambrosio SalvadorAún no hay calificaciones
- Geometria MolecularDocumento29 páginasGeometria MolecularCarlos Alfonso Jara Benites100% (2)
- Acabados Textiles Avanzados y Comunes - ResumenDocumento16 páginasAcabados Textiles Avanzados y Comunes - ResumenRym BNT starAún no hay calificaciones
- Procesos de Acabados Del JeanDocumento4 páginasProcesos de Acabados Del JeanJesus PatlanAún no hay calificaciones
- Planta ChancadoDocumento27 páginasPlanta ChancadoOliver Huaracha100% (1)
- Proceso de Producción de TextilesDocumento16 páginasProceso de Producción de TextilesGermán SandersAún no hay calificaciones
- Minera MilpoDocumento2 páginasMinera MilpoEddi IwataAún no hay calificaciones
- DOC1B - Bases Tecnicas CaminoDocumento13 páginasDOC1B - Bases Tecnicas CaminoFabian Herrera TroncosoAún no hay calificaciones
- Tratamientos de Fibras Textiles ..TareaDocumento4 páginasTratamientos de Fibras Textiles ..TareaMirian Danidtza Fernandez cayoAún no hay calificaciones
- 2015-02 Tema 12 Tejido Punto UrdimbreDocumento17 páginas2015-02 Tema 12 Tejido Punto UrdimbrekevinAún no hay calificaciones
- Acabado Textil PresentaciónDocumento27 páginasAcabado Textil Presentaciónleonard241531Aún no hay calificaciones
- Marinas LuisDocumento13 páginasMarinas LuisECTecnicoPCCallisayaAún no hay calificaciones
- El Acabado Textil Parte1Documento45 páginasEl Acabado Textil Parte1Luisa Chavarro Portillo0% (1)
- Intro A Tejeduría de PuntoDocumento15 páginasIntro A Tejeduría de PuntoVALENTIN TELLOAún no hay calificaciones
- TejidosDocumento22 páginasTejidosRafael Sosa CanoAún no hay calificaciones
- Tema 02 Tejido Plano - El Urdido 2021 01Documento18 páginasTema 02 Tejido Plano - El Urdido 2021 01Luis Enrique CamayoAún no hay calificaciones
- Acabados Textiles Parte 11Documento12 páginasAcabados Textiles Parte 11Renzo Vicente GuizadoAún no hay calificaciones
- Acabado en PrendasDocumento3 páginasAcabado en PrendasAlfred YanaAún no hay calificaciones
- Tipos de Calidades, TexturasDocumento8 páginasTipos de Calidades, TexturasaalegriajrAún no hay calificaciones
- Proceso de Fabricación TextilDocumento5 páginasProceso de Fabricación TextilXavier Aléxandros CortesAún no hay calificaciones
- Bases TextilesDocumento33 páginasBases TextilesMaya ChávezAún no hay calificaciones
- Fibras TextilesDocumento16 páginasFibras TextilesAntonio Sanchez GomezAún no hay calificaciones
- FelpaDocumento6 páginasFelpaMarina Gómez100% (1)
- FilamentosDocumento7 páginasFilamentosJazz AlexiithaAún no hay calificaciones
- U1 Introducción Al Estudio de Los Procesos Textiles de Tintorería y Estampado PDFDocumento24 páginasU1 Introducción Al Estudio de Los Procesos Textiles de Tintorería y Estampado PDFRocío Suárez NavarroAún no hay calificaciones
- Las Telas y FilamentosDocumento12 páginasLas Telas y FilamentosDiana VldvzAún no hay calificaciones
- Procesos Textiles ResumidoDocumento12 páginasProcesos Textiles ResumidoEncarniVergaraAún no hay calificaciones
- PerchadoDocumento3 páginasPerchadojhojan povedaAún no hay calificaciones
- 11 - Diseño TextilDocumento2 páginas11 - Diseño TextilMiguel Soldevilla CardenasAún no hay calificaciones
- 07 Titulo y Numero de Hilados - RTADocumento9 páginas07 Titulo y Numero de Hilados - RTAEmilio Coaquira ChambiAún no hay calificaciones
- Aprestos TextilesDocumento1 páginaAprestos TextilesEstrella Villanueva100% (1)
- Geo y Agro TextilesDocumento16 páginasGeo y Agro TextilesejlonduAún no hay calificaciones
- Tejeduria Plana 04Documento9 páginasTejeduria Plana 04Violeta Ambrosio SalvadorAún no hay calificaciones
- Proceso de HilaturaDocumento9 páginasProceso de HilaturaJMAún no hay calificaciones
- Tejeduria Capitulo 2Documento22 páginasTejeduria Capitulo 2Alexander ValenciaAún no hay calificaciones
- Titulación de Los HiladosDocumento4 páginasTitulación de Los Hiladoselias FittipaldiAún no hay calificaciones
- Fibras Proteicas y LanaDocumento56 páginasFibras Proteicas y LanaJimmyXamAún no hay calificaciones
- 210 IntroducciónDocumento12 páginas210 IntroducciónIvan ApazaAún no hay calificaciones
- La Tintura Textil. - IntroducciónDocumento15 páginasLa Tintura Textil. - IntroducciónRobinson CarreñoAún no hay calificaciones
- Fundamentos de Ingenieria TextilDocumento4 páginasFundamentos de Ingenieria TextilIvan ApazaAún no hay calificaciones
- 02 Sistemas Form Adores de Tejdios PlanosDocumento10 páginas02 Sistemas Form Adores de Tejdios Planosemmyelita100% (1)
- 2 - Identificación de Los Hilos de UrdimbreDocumento13 páginas2 - Identificación de Los Hilos de UrdimbreJose Domingues MamaniAún no hay calificaciones
- Corrosión o DischargeDocumento4 páginasCorrosión o DischargeEvelyn MiravalAún no hay calificaciones
- Fibras SinteticasDocumento11 páginasFibras SinteticasjoremahuAún no hay calificaciones
- Procesos de ManufacturaDocumento29 páginasProcesos de ManufacturaSalvador Yana RocaAún no hay calificaciones
- AntipillinteoriaDocumento13 páginasAntipillinteoriaelvis bellidoAún no hay calificaciones
- Acabado AntipillingDocumento21 páginasAcabado AntipillingAlonso ArévaloAún no hay calificaciones
- Ultimo TrabajoDocumento4 páginasUltimo TrabajoJIMENA HINOSTROZA APARICIOAún no hay calificaciones
- El Pilling Final222Documento27 páginasEl Pilling Final222Luis SJAún no hay calificaciones
- Detalles de Refuerzo - UpnDocumento11 páginasDetalles de Refuerzo - UpnPaola Guevara IdrogoAún no hay calificaciones
- Aguas Residuales Edicion FinalDocumento35 páginasAguas Residuales Edicion FinalJulio César Valdez H.Aún no hay calificaciones
- Impacto Ambiental Del Proceso de HilaturaDocumento5 páginasImpacto Ambiental Del Proceso de Hilaturaalfredo68450% (2)
- Rejilla Irving (Acero)Documento16 páginasRejilla Irving (Acero)Diaz JorgeAún no hay calificaciones
- Aditivos Sika para El ConcretoDocumento46 páginasAditivos Sika para El ConcretoDiego MinayaAún no hay calificaciones
- Taller 2.1 Respel IntDocumento4 páginasTaller 2.1 Respel IntDANIELA CASTRO MORALESAún no hay calificaciones
- Guía 4 - Clasificación de Rocas Metamórficas PDFDocumento11 páginasGuía 4 - Clasificación de Rocas Metamórficas PDFSejoDeLaCruzAún no hay calificaciones
- Plan de TrabajoDocumento28 páginasPlan de TrabajoRuddy Franz Ugarte FernandezAún no hay calificaciones
- Leche ConcentradaDocumento5 páginasLeche ConcentradapenuelaAún no hay calificaciones
- Practica Ensayo de Consolidación.Documento6 páginasPractica Ensayo de Consolidación.Mo Ba RobertoAún no hay calificaciones
- Proyecto Malla Tierra ProtecciónDocumento16 páginasProyecto Malla Tierra ProtecciónPablo Andrés Gallardo GalánAún no hay calificaciones
- Proceso de Obtención Del Material CompuestoDocumento2 páginasProceso de Obtención Del Material Compuestofabi7210% (1)
- Informe 8 de OrgánicaDocumento3 páginasInforme 8 de OrgánicaLizbeth MendezAún no hay calificaciones
- Norma A006 - TraducidoDocumento44 páginasNorma A006 - TraducidoJhonatan Paul Espinoza TimoteoAún no hay calificaciones
- 2do. La MateriaDocumento10 páginas2do. La MateriaMiguel Angel CcasaAún no hay calificaciones
- Arseniuro de Galio y Carburo de SilicioDocumento3 páginasArseniuro de Galio y Carburo de SilicioArely CeballosAún no hay calificaciones
- Producción Primaria de AluminioDocumento3 páginasProducción Primaria de AluminioMatyLde1Aún no hay calificaciones
- Preconceptos y PreguntasDocumento2 páginasPreconceptos y PreguntasJenifer Prada RAún no hay calificaciones
- COTIZAR AmilkarDocumento72 páginasCOTIZAR AmilkarAmilkar CoboAún no hay calificaciones
- Segunda Practica Calificada Ec 513j 2019 1Documento3 páginasSegunda Practica Calificada Ec 513j 2019 1Christian Andres Huamani MayhuaAún no hay calificaciones
- Cuidemos El Medio Ambiente Articulo de OpinionDocumento1 páginaCuidemos El Medio Ambiente Articulo de OpinionLAURA MARCILLA DE AMAYAAún no hay calificaciones
- Ensayos de Concreto Fresco y EndurecidoDocumento10 páginasEnsayos de Concreto Fresco y EndurecidoCarlos LacastroAún no hay calificaciones
- Catalogo OllearisDocumento55 páginasCatalogo OllearisPablo MarajAún no hay calificaciones
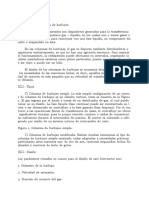
- Biorreactor Columna de BurbujaDocumento3 páginasBiorreactor Columna de BurbujaErick PalmiroAún no hay calificaciones