También podría gustarte
- TP 6 2014Documento25 páginasTP 6 2014JorgeSchmidgall96% (23)
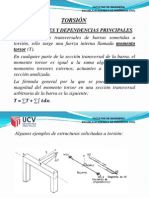
- Ejercicios - TorsiónDocumento17 páginasEjercicios - TorsiónSmith Robles100% (1)
- Torsión: Sección RectangularDocumento15 páginasTorsión: Sección Rectangularalex silva100% (2)
- ExtrusionDocumento6 páginasExtrusionFranco AlbertoAún no hay calificaciones
- Problemas 6ta MonografiaDocumento9 páginasProblemas 6ta MonografiaJhonAún no hay calificaciones
- Tema 5Documento85 páginasTema 5Kevin RodriguezAún no hay calificaciones
- Tema 7. Extrusión y Trefilado de MetalesDocumento86 páginasTema 7. Extrusión y Trefilado de MetalesAndrea Agreda SejasAún no hay calificaciones
- Proceso de ExtrucciónDocumento18 páginasProceso de ExtrucciónRoberto PortilloAún no hay calificaciones
- Análisis de La ExtrusiónDocumento11 páginasAnálisis de La ExtrusiónJonathan OrtizAún no hay calificaciones
- Extrusion y Trefilado PDFDocumento54 páginasExtrusion y Trefilado PDFDayron Cervera Cerra100% (1)
- Formulas TorsionDocumento9 páginasFormulas TorsionJohany MadueñoAún no hay calificaciones
- PARCIAL PROCESOS. PUNTO 2 Y 4docxDocumento6 páginasPARCIAL PROCESOS. PUNTO 2 Y 4docxHANER ANDRES ESCORCIA CARMONA100% (1)
- Diapositivas Vigas AnilloDocumento17 páginasDiapositivas Vigas AnilloOrlando PomaAún no hay calificaciones
- 3.1.4 Proceso de ExtrusiónDocumento4 páginas3.1.4 Proceso de ExtrusiónSarahi GallosoAún no hay calificaciones
- Expo DiseñoDocumento34 páginasExpo DiseñoLinda de la RansAún no hay calificaciones
- Resistencia, TorsiónDocumento15 páginasResistencia, TorsiónANGIE NATALIA ALVAREZ RETAMOZAAún no hay calificaciones
- Exposición Final MaterialesDocumento18 páginasExposición Final MaterialesKelly AstochadoAún no hay calificaciones
- Formulario y Problemas de Forjado, Extrusión y Laminado 2021Documento11 páginasFormulario y Problemas de Forjado, Extrusión y Laminado 2021JUAN JES�S RAM�REZ GUERREROAún no hay calificaciones
- Formulas para El Proceso de Extrusión DirectaDocumento2 páginasFormulas para El Proceso de Extrusión DirectaDavimendovaresAún no hay calificaciones
- Formulas para El Proceso de Extrusion DirectaDocumento2 páginasFormulas para El Proceso de Extrusion Directalucerito mirandaAún no hay calificaciones
- Calculo de CompuertaDocumento15 páginasCalculo de CompuertaAlbert Jhon Haro CastilloAún no hay calificaciones
- Aplicación Recipientes Pared DelgadaDocumento21 páginasAplicación Recipientes Pared DelgadaAnna PerezAún no hay calificaciones
- Practica1 2Documento38 páginasPractica1 2Jeffrey PadillaAún no hay calificaciones
- Apunte Uniones Soldadas Sexta Edicion 2013Documento21 páginasApunte Uniones Soldadas Sexta Edicion 2013Maicol NestaresAún no hay calificaciones
- Obs. BridgeDocumento3 páginasObs. BridgeFidel Dominguez GasparAún no hay calificaciones
- Teoria de SillaDocumento9 páginasTeoria de SillaGuille Lizarazu RodasAún no hay calificaciones
- Calculo de Ejes de Transmisión y de MaquinasDocumento8 páginasCalculo de Ejes de Transmisión y de MaquinasFabrizzio ValerAún no hay calificaciones
- Recipientes A PresionDocumento25 páginasRecipientes A PresionCesar Vallejo100% (1)
- Ejercicios de ExtrusiónDocumento13 páginasEjercicios de ExtrusiónCristy B-flyAún no hay calificaciones
- Parte 3.7 y 3.8Documento10 páginasParte 3.7 y 3.8Julio César LópezAún no hay calificaciones
- Mecanica de Materiales I - Ud02 - G06 - 2020-1 PDFDocumento23 páginasMecanica de Materiales I - Ud02 - G06 - 2020-1 PDFRonald MorenoAún no hay calificaciones
- Fundamento TeoricoDocumento16 páginasFundamento TeoricoPedro Alejandro Dominguez FalcónAún no hay calificaciones
- Torsión Barras RectangularesDocumento29 páginasTorsión Barras RectangularesJoseph Coral Sinarahua100% (1)
- Calculo de Fuerzas en Procesos Sin Arranque de VirutaDocumento10 páginasCalculo de Fuerzas en Procesos Sin Arranque de VirutaFrancisco SantiagoAún no hay calificaciones
- Ingeniería de PipingDocumento12 páginasIngeniería de Pipingleonel RojasAún no hay calificaciones
- Esfuerzos en Tornillos de PotenciaDocumento15 páginasEsfuerzos en Tornillos de PotenciaBrianDelgadoDeLucioAún no hay calificaciones
- Esfuerzos en Tornillos de PotenciaDocumento15 páginasEsfuerzos en Tornillos de PotenciaJohel Cl100% (1)
- Problemario U2 EQUIPO2 T4EDocumento25 páginasProblemario U2 EQUIPO2 T4EJudas Toledo CotaAún no hay calificaciones
- TeoriadefallasDocumento37 páginasTeoriadefallasLenin Benavides SalazarAún no hay calificaciones
- RM - 1T 2022 - Examen 1-1Documento3 páginasRM - 1T 2022 - Examen 1-1Gregory SandoyaAún no hay calificaciones
- Solucionario de Problemas para El Parcial de Calculo 2 2014B PDFDocumento12 páginasSolucionario de Problemas para El Parcial de Calculo 2 2014B PDFRaul_sbaAún no hay calificaciones
- 7 - ResortesDocumento6 páginas7 - ResortesGaston EscobarAún no hay calificaciones
- Solucion Del Taller Flexión ResistenciaDocumento6 páginasSolucion Del Taller Flexión ResistenciaSEBASPEREZGAún no hay calificaciones
- REMACHADODocumento38 páginasREMACHADOLhiz SCAún no hay calificaciones
- Esfuerzos Normales para Vigas en FlexiónDocumento9 páginasEsfuerzos Normales para Vigas en FlexiónCarlos PerezAún no hay calificaciones
- Proceso de ExtrusiónDocumento22 páginasProceso de ExtrusiónIngrid MartinezAún no hay calificaciones
- Formulas para Tuberias CircularesDocumento9 páginasFormulas para Tuberias CircularesRaphaelCaldeAún no hay calificaciones
- Mathcad - EJES-Estudio de Caso-Publicado33Documento20 páginasMathcad - EJES-Estudio de Caso-Publicado33Delfin Rosanieto Tapia100% (1)
- Documento Preparado Por El Profesor Juan Carlos RincónDocumento26 páginasDocumento Preparado Por El Profesor Juan Carlos RincónmaribelAún no hay calificaciones
- Torsion de Ejes CicularDocumento7 páginasTorsion de Ejes CicularYOMIRA TAPIAAún no hay calificaciones
- 4 EsfuerzosDocumento20 páginas4 EsfuerzosOscar Manuel Gonzalez VazquezAún no hay calificaciones
- Uniones Soldadas Cuarta Edicion 2011Documento22 páginasUniones Soldadas Cuarta Edicion 2011Geret JorAún no hay calificaciones
- SOLDADURA CALCULOS Mecanismos y Elementos de Maquina CalculDocumento16 páginasSOLDADURA CALCULOS Mecanismos y Elementos de Maquina CalculMsAún no hay calificaciones
- Uniones Soldadas Quinta EdicionDocumento21 páginasUniones Soldadas Quinta EdicionpelosyoAún no hay calificaciones
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
- Instalaciones Industriales de KonzDocumento9 páginasInstalaciones Industriales de KonzRous Mery100% (1)
- Informe Proyecto de SimulaciónDocumento27 páginasInforme Proyecto de SimulaciónMister AxismanAún no hay calificaciones
- Traduccion Cap 5 - Precison Machining Technology Peter J. HoffmanDocumento7 páginasTraduccion Cap 5 - Precison Machining Technology Peter J. HoffmanCarlos Junior Alexander Ruiz SánchezAún no hay calificaciones
- Filosofà A de La Liberacià N - Antologà ADocumento244 páginasFilosofà A de La Liberacià N - Antologà AAbigailAnguianoAún no hay calificaciones
- Libro Diversificacin ProductivaDocumento187 páginasLibro Diversificacin ProductivaDavid Andrés De Avila RodiguezAún no hay calificaciones
- Listado Empresas Autorizadas Residuos Peligrosos Julio 2016 PDFDocumento38 páginasListado Empresas Autorizadas Residuos Peligrosos Julio 2016 PDFadrianaprojasAún no hay calificaciones
- FisicaDocumento9 páginasFisicaKarim RamosAún no hay calificaciones
- Pasantia 243Documento22 páginasPasantia 243Aniziur LuuAún no hay calificaciones
- INFOGRAFÍA Desarrollo de La Ing. IndustrialDocumento1 páginaINFOGRAFÍA Desarrollo de La Ing. IndustrialWilver JhonAún no hay calificaciones
- ACU Cerco PerimétricoDocumento12 páginasACU Cerco PerimétricoRoberto Chavez OjedaAún no hay calificaciones
- Tendencias y Aplicaciones Del ReciclajeDocumento10 páginasTendencias y Aplicaciones Del ReciclajekrinahrAún no hay calificaciones
- Recocidos de Ablandamiento - J. ApraizDocumento10 páginasRecocidos de Ablandamiento - J. Apraizcamilo francoAún no hay calificaciones
- Apuntes Curso FundicionDocumento145 páginasApuntes Curso FundicionJuan de YcíarAún no hay calificaciones
- Entrega Final Proyecto Costos Por Ordenes y Por Procesos-1Documento19 páginasEntrega Final Proyecto Costos Por Ordenes y Por Procesos-1Laura Sanchez0% (1)
- Procesos DAP DOP UPCDocumento148 páginasProcesos DAP DOP UPCEver Gomez100% (1)
- Garcia Carlos Act 2.Documento14 páginasGarcia Carlos Act 2.adolfoAún no hay calificaciones
- Corrosion Por AgrietamientoDocumento5 páginasCorrosion Por Agrietamientoleo9201Aún no hay calificaciones
- Catalogo Soldadura CadweldDocumento5 páginasCatalogo Soldadura CadweldAdrián ZuñigaAún no hay calificaciones
- Business - SCM - Pilot - Manual Practico de LogisticaDocumento177 páginasBusiness - SCM - Pilot - Manual Practico de LogisticaArturo Gonzalez100% (1)
- Nutrimora FinalDocumento62 páginasNutrimora FinalJeison CalveraAún no hay calificaciones
- II-Actividad 4 Unidad 2Documento5 páginasII-Actividad 4 Unidad 2Elizabeth Cintura LadinoAún no hay calificaciones
- Calculo de Carga en La Elaboracion de Aleaciones No FerrosasDocumento5 páginasCalculo de Carga en La Elaboracion de Aleaciones No FerrosasGerard PajitaAún no hay calificaciones
- Manual Basico de Accidentes en La PanaderiaDocumento8 páginasManual Basico de Accidentes en La PanaderiaNicolas Barragan CordobaAún no hay calificaciones
- Marco Historico de La CalidadDocumento22 páginasMarco Historico de La Calidadcal2_uniAún no hay calificaciones
- Costos PredeterminadosDocumento51 páginasCostos PredeterminadosCarlos PolancoAún no hay calificaciones
- Matriz de Compatibilidad de EquipamientoDocumento1 páginaMatriz de Compatibilidad de EquipamientoimplantijuanaAún no hay calificaciones
- EP Materiales para Base Estabilizada y Tendido de Base EstabilizadaDocumento3 páginasEP Materiales para Base Estabilizada y Tendido de Base EstabilizadaEmmanuel EvangelistaAún no hay calificaciones
- Ossona ResumenDocumento14 páginasOssona ResumenClaudio SaccoAún no hay calificaciones
- Manual Del Curso LogísticaDocumento248 páginasManual Del Curso LogísticaWalter Lázaro MuñozAún no hay calificaciones
- 01 Procesos de SoldaduraDocumento15 páginas01 Procesos de SoldaduraRamiro Di PintoAún no hay calificaciones