También podría gustarte
- Manual DTGDocumento569 páginasManual DTGMemo Gonzalez Aleman95% (21)
- Dibujo Técnico. Normalización Industrial. Elementos de Uniones Desmontables: Tornillos, Tuercas, Arandelas, Esparragos, PernosDocumento37 páginasDibujo Técnico. Normalización Industrial. Elementos de Uniones Desmontables: Tornillos, Tuercas, Arandelas, Esparragos, Pernosricardobrtlm91% (74)
- Manual de Ajustes y ToleranciasDocumento104 páginasManual de Ajustes y Toleranciassamudt199Aún no hay calificaciones
- Dibujo Técnico. Tolerancias DimensionalesDocumento30 páginasDibujo Técnico. Tolerancias Dimensionalesricardobrtlm88% (43)
- Dibujo Técnico Designación Normalizada de MaterialesDocumento20 páginasDibujo Técnico Designación Normalizada de Materialesricardobrtlm100% (6)
- Dibujo Técnico. Perfiles MetálicosDocumento13 páginasDibujo Técnico. Perfiles Metálicosricardobrtlm63% (8)
- Dibujo Técnico. Cortes, Secciones y Roturas.Documento20 páginasDibujo Técnico. Cortes, Secciones y Roturas.ricardobrtlm89% (9)
- Ejercicios de Tolerancias y AjustesDocumento9 páginasEjercicios de Tolerancias y Ajustessengcan50% (2)
- Ruedas Dentadas. EngranajesDocumento33 páginasRuedas Dentadas. Engranajesricardobrtlm100% (16)
- Normas para Planos MecánicosDocumento11 páginasNormas para Planos MecánicosJose Silva33% (3)
- Conjuntos y DespiecesDocumento19 páginasConjuntos y Despiecescbbenites189190% (30)
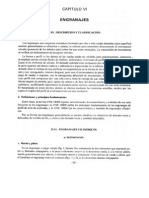
- ENGRANAJESDocumento38 páginasENGRANAJESManuel Castillo100% (2)
- Dibujo Técnico. Tolerancias GeométricasDocumento25 páginasDibujo Técnico. Tolerancias Geométricasricardobrtlm93% (83)
- Trabajo Sobre Conjuntos y DespiecesDocumento21 páginasTrabajo Sobre Conjuntos y DespiecesMario Gregorio MartínezAún no hay calificaciones
- Dibujo Técnico. Cables, Cadenas, Correas y PoleasDocumento33 páginasDibujo Técnico. Cables, Cadenas, Correas y Poleasricardobrtlm97% (30)
- RUEDA PORTANTE GRUA (Guia) PDFDocumento13 páginasRUEDA PORTANTE GRUA (Guia) PDFLadyLissethSolesJuarez0% (1)
- Tipos Acabados SuperficialesDocumento15 páginasTipos Acabados SuperficialesFlorita Fonseca ValverdeAún no hay calificaciones
- Operaciones de mecanizado manual. FMEE0208De EverandOperaciones de mecanizado manual. FMEE0208Aún no hay calificaciones
- Ruedas Dentadas. EngranajesDocumento33 páginasRuedas Dentadas. Engranajesricardobrtlm100% (16)
- Dibujo Técnico. Tolerancias GeométricasDocumento25 páginasDibujo Técnico. Tolerancias Geométricasricardobrtlm93% (83)
- Dibujo Técnico. Cortes, Secciones y Roturas.Documento20 páginasDibujo Técnico. Cortes, Secciones y Roturas.ricardobrtlm89% (9)
- Dibujo Técnico. Símbolos Gráficos para Esquemas EléctricosDocumento73 páginasDibujo Técnico. Símbolos Gráficos para Esquemas Eléctricosricardobrtlm67% (12)
- Dibujo Técnico. Cables, Cadenas, Correas y PoleasDocumento33 páginasDibujo Técnico. Cables, Cadenas, Correas y Poleasricardobrtlm97% (30)
- Dibujo Técnico. Perfiles MetálicosDocumento13 páginasDibujo Técnico. Perfiles Metálicosricardobrtlm63% (8)
- Mapa Mental Principios Las BPLDocumento1 páginaMapa Mental Principios Las BPLLuz Karina Pestana Caballero100% (1)
- Dibujo Técnico. Rodamientos. Elemen Tos de Protección y Seguridad. Soportes. Engrasadores. CojinetesDocumento55 páginasDibujo Técnico. Rodamientos. Elemen Tos de Protección y Seguridad. Soportes. Engrasadores. Cojinetesricardobrtlm88% (26)
- Dibujo Técnico. Vistas de Un Objeto en Posición NormalizadaDocumento19 páginasDibujo Técnico. Vistas de Un Objeto en Posición Normalizadaricardobrtlm100% (4)
- Dibujo TécnicoDocumento78 páginasDibujo TécnicoJoely Molina Bastidas100% (2)
- ACOTACIÓNDocumento49 páginasACOTACIÓNricardobrtlm100% (10)
- Dibujo Técnico. Números NormalesDocumento15 páginasDibujo Técnico. Números Normalesricardobrtlm100% (3)
- Dimensiones y Tolerancias GeometricasDocumento22 páginasDimensiones y Tolerancias Geometricasokcecorral100% (5)
- Signos de Acabado SuperficialDocumento17 páginasSignos de Acabado SuperficialIgnacio MaldonadoAún no hay calificaciones
- Sistema de Ajustes y ToleranciaDocumento40 páginasSistema de Ajustes y ToleranciaKhaled Medina100% (1)
- PRACTICA 03 Pieza ChapaDocumento8 páginasPRACTICA 03 Pieza ChapaAntonio Rojas SerranoAún no hay calificaciones
- Diseño de Elementos de Maquinas - Tornillos y Uniones AtornilladasDocumento20 páginasDiseño de Elementos de Maquinas - Tornillos y Uniones AtornilladasOMAR ANG100% (11)
- Los Diales en Maquinas HerramientasDocumento6 páginasLos Diales en Maquinas HerramientasCarlos Alberto Gomez Perez0% (1)
- Árboles, Ejes, Bulones. Elementos de Unión y SeguridadDocumento38 páginasÁrboles, Ejes, Bulones. Elementos de Unión y Seguridadricardobrtlm100% (18)
- Planos Técnicos. Cuadros de Identificación y Despiezo. Escalas. Líneas y Rotulación NormalizadasDocumento11 páginasPlanos Técnicos. Cuadros de Identificación y Despiezo. Escalas. Líneas y Rotulación Normalizadasricardobrtlm88% (8)
- Ajuste y ToleranciasDocumento58 páginasAjuste y ToleranciasLUIS83% (6)
- Conjuntos Mecánicos. Subconjuntos, Representaciones.Documento8 páginasConjuntos Mecánicos. Subconjuntos, Representaciones.ricardobrtlm75% (4)
- Formatos de Papel. Márgenes. Plegado y Archivado de Planos.Documento10 páginasFormatos de Papel. Márgenes. Plegado y Archivado de Planos.ricardobrtlm100% (4)
- Nom-Z-5-1986 Rayados PDFDocumento3 páginasNom-Z-5-1986 Rayados PDFArturo Silva Hernandez100% (1)
- Elementos Roscados. Sistemas de Roscas y Su Representación.Documento24 páginasElementos Roscados. Sistemas de Roscas y Su Representación.ricardobrtlm100% (23)
- Introducción A La Interpretación de Planos MecánicosDocumento60 páginasIntroducción A La Interpretación de Planos MecánicosNaipe Extremo75% (4)
- Manual Participante Int-Planos CAMDIM 100707Documento75 páginasManual Participante Int-Planos CAMDIM 100707Eduardo Cabrera100% (2)
- Tipos de TroqueladorasDocumento9 páginasTipos de TroqueladorasLuis Javier IxtepanAún no hay calificaciones
- AJUSTES Y TOLERANCIAS Dibujo ElectromecanicoDocumento16 páginasAJUSTES Y TOLERANCIAS Dibujo ElectromecanicoomarAún no hay calificaciones
- Presentacion Roscas Tipos y PerfilDocumento26 páginasPresentacion Roscas Tipos y Perfiltucuman_69100% (7)
- Dubujo Tecnico. KevinDocumento17 páginasDubujo Tecnico. KevinSamir BarrientosAún no hay calificaciones
- Signos SuperficialesDocumento8 páginasSignos SuperficialesLuis E.SAún no hay calificaciones
- Signos Superficiales de CalidadDocumento4 páginasSignos Superficiales de CalidadMarco Antonio Jordán AguadoAún no hay calificaciones
- Acabados SuperficialesDocumento20 páginasAcabados SuperficialesWilfrido HidalgoAún no hay calificaciones
- Dibujo Tecnico Acabado Superficial Tratamientos y Mecanizados Especiales PDFDocumento19 páginasDibujo Tecnico Acabado Superficial Tratamientos y Mecanizados Especiales PDFLuis Rolando Cuevas CerdaAún no hay calificaciones
- Dibujo Tecnico Acabado Superficial Tratamientos y Mecanizados Especiales PDFDocumento19 páginasDibujo Tecnico Acabado Superficial Tratamientos y Mecanizados Especiales PDFTelmoAún no hay calificaciones
- Signos Superficiales de CalidadDocumento15 páginasSignos Superficiales de CalidadJesùs goa5402Aún no hay calificaciones
- Signos SuperficialesDocumento8 páginasSignos SuperficialesIsela VegaAún no hay calificaciones
- Estados SuperficialesDocumento9 páginasEstados SuperficialesMario AsquithAún no hay calificaciones
- Nuevo Documento de Microsoft WordDocumento8 páginasNuevo Documento de Microsoft WordJunior ObandoAún no hay calificaciones
- UD2. Tolerancias IV. Tol Superficiales019-20Documento26 páginasUD2. Tolerancias IV. Tol Superficiales019-20hectorAún no hay calificaciones
- Estados SuperficialesDocumento8 páginasEstados Superficialesaxel9609Aún no hay calificaciones
- Características Del Acabado SuperficialDocumento50 páginasCaracterísticas Del Acabado SuperficialDans Pedroza0% (1)
- Medicion de Acabado SuperficialDocumento9 páginasMedicion de Acabado Superficialmar dAún no hay calificaciones
- Paola Michelle Potrero ReyesDocumento12 páginasPaola Michelle Potrero ReyesPotrero Reyes Paola Michelle 3AAún no hay calificaciones
- Signos Superficiales de CalidadDocumento13 páginasSignos Superficiales de CalidadRodolfoGarciaAún no hay calificaciones
- RugosidadDocumento10 páginasRugosidadEsther Pacheco EscobedoAún no hay calificaciones
- Ajustes Tolarancias Acabados SuperficialesDocumento31 páginasAjustes Tolarancias Acabados SuperficialesJuan Chapaca0% (1)
- Acabados de Una SuperficieDocumento4 páginasAcabados de Una SuperficieFernando Jose Gutierrez de LeonAún no hay calificaciones
- Clase 1 Generalidades, Nomenclatura y Detalle de Los Planos. Tipos de Vista y Dimensiones. Acotamiento y Escalas.Documento162 páginasClase 1 Generalidades, Nomenclatura y Detalle de Los Planos. Tipos de Vista y Dimensiones. Acotamiento y Escalas.Gustavo Gil ArenaAún no hay calificaciones
- Poliedros en Proyección Acotada - (5/5) IcosaedroDocumento8 páginasPoliedros en Proyección Acotada - (5/5) IcosaedroricardobrtlmAún no hay calificaciones
- Poliedros en Proyección Acotada. (4/5) Dodecaedro.Documento8 páginasPoliedros en Proyección Acotada. (4/5) Dodecaedro.ricardobrtlmAún no hay calificaciones
- A Vueltas Con La Cuarta Dimensión PDFDocumento4 páginasA Vueltas Con La Cuarta Dimensión PDFricardobrtlmAún no hay calificaciones
- Poliedros en Proyección Acotada, (3/5) OctaedroDocumento15 páginasPoliedros en Proyección Acotada, (3/5) Octaedroricardobrtlm100% (1)
- Árboles, Ejes, Bulones. Elementos de Unión y SeguridadDocumento38 páginasÁrboles, Ejes, Bulones. Elementos de Unión y Seguridadricardobrtlm100% (18)
- Poliedros en Proyección Acotada - (1/5) TetraedroDocumento13 páginasPoliedros en Proyección Acotada - (1/5) TetraedroricardobrtlmAún no hay calificaciones
- Elementos Roscados. Sistemas de Roscas y Su Representación.Documento24 páginasElementos Roscados. Sistemas de Roscas y Su Representación.ricardobrtlm100% (23)
- Formatos de Papel. Márgenes. Plegado y Archivado de Planos.Documento10 páginasFormatos de Papel. Márgenes. Plegado y Archivado de Planos.ricardobrtlm100% (4)
- Puntos de Centrado, Entalladuras, Redondeamientos y ChaflanesDocumento9 páginasPuntos de Centrado, Entalladuras, Redondeamientos y Chaflanesricardobrtlm100% (3)
- Perspectivas: Axonométrica, Caballera y CónicaDocumento262 páginasPerspectivas: Axonométrica, Caballera y Cónicaricardobrtlm100% (17)
- Conjuntos Mecánicos. Subconjuntos, Representaciones.Documento8 páginasConjuntos Mecánicos. Subconjuntos, Representaciones.ricardobrtlm75% (4)
- Muelles, ResortesDocumento10 páginasMuelles, Resortesricardobrtlm100% (5)
- Geometria Descriptiva. Diédrico Directo. Aplicaciones en El Dibujo Técnico.Documento175 páginasGeometria Descriptiva. Diédrico Directo. Aplicaciones en El Dibujo Técnico.ricardobrtlm67% (6)
- Dibujo Técnico. Soldadura: Representaciones Gráficas. Designaciones Segun NormaDocumento35 páginasDibujo Técnico. Soldadura: Representaciones Gráficas. Designaciones Segun Normaricardobrtlm94% (108)
- Planos Técnicos. Cuadros de Identificación y Despiezo. Escalas. Líneas y Rotulación NormalizadasDocumento11 páginasPlanos Técnicos. Cuadros de Identificación y Despiezo. Escalas. Líneas y Rotulación Normalizadasricardobrtlm88% (8)
- ACOTACIÓNDocumento49 páginasACOTACIÓNricardobrtlm100% (10)
- Dibujo Técnico. Números NormalesDocumento15 páginasDibujo Técnico. Números Normalesricardobrtlm100% (3)
- Doc2 (22-05-2011) Problemas Resueltos y Comentados de Ingeniería Gráfica. Tema 2/15 Giros y Cambios de PlanoDocumento49 páginasDoc2 (22-05-2011) Problemas Resueltos y Comentados de Ingeniería Gráfica. Tema 2/15 Giros y Cambios de PlanoricardobrtlmAún no hay calificaciones
- Doc4 (02-05-2011) - Problemas Resueltos y Explicados de Ingeniería Gráfica. Tema 4/15 - Triedros y Ángulos.Documento31 páginasDoc4 (02-05-2011) - Problemas Resueltos y Explicados de Ingeniería Gráfica. Tema 4/15 - Triedros y Ángulos.ricardobrtlmAún no hay calificaciones
- Familias de Circuitos IntegradosDocumento2 páginasFamilias de Circuitos IntegradosAndresLoaizaRuizAún no hay calificaciones
- Aspectos Psicológicos Asociados A La InimputabilidadDocumento8 páginasAspectos Psicológicos Asociados A La InimputabilidadCesar Acarapi100% (1)
- Semana 2 - Esfuerzo EfectivoDocumento13 páginasSemana 2 - Esfuerzo EfectivoArnaldo Arthur Ortegal PacoriAún no hay calificaciones
- Entrevista LaboralDocumento3 páginasEntrevista LaboralLucas Poblete FernándezAún no hay calificaciones
- Valdiviezo Paulo Diseño Sistema Fotovoltaico Energia Electrica Pucp PDFDocumento74 páginasValdiviezo Paulo Diseño Sistema Fotovoltaico Energia Electrica Pucp PDFReforzamientoParaIngenieríaAún no hay calificaciones
- Informe PRACTICASDocumento10 páginasInforme PRACTICASCristian Moya BejaranoAún no hay calificaciones
- Modelo Malcolm Baldrige de CalidadDocumento14 páginasModelo Malcolm Baldrige de CalidadCristian RodriguezAún no hay calificaciones
- 6 Es 023Documento13 páginas6 Es 023Elgen AndradeAún no hay calificaciones
- Malla de Ingles 6º A 11ºDocumento84 páginasMalla de Ingles 6º A 11ºJuan Montalvo CaraballoAún no hay calificaciones
- Test de DecisionesDocumento3 páginasTest de DecisionesHector Nilton Cano EscaleraAún no hay calificaciones
- Field Buses PDocumento49 páginasField Buses PFrancisco RamosAún no hay calificaciones
- Presentacion Bow Tie 1646672219Documento65 páginasPresentacion Bow Tie 1646672219Cristian Tapia Cornejo100% (1)
- Espectrofotometria EDTADocumento9 páginasEspectrofotometria EDTALeoAún no hay calificaciones
- Río Los GuayosDocumento14 páginasRío Los Guayosduarte0% (1)
- Solucionario Simulacro Semestral - Repaso 21-02-2021 AcemDocumento50 páginasSolucionario Simulacro Semestral - Repaso 21-02-2021 AcemAngel MarinAún no hay calificaciones
- Drenaje UrbanoDocumento19 páginasDrenaje UrbanoNisha Nuñez LuqueAún no hay calificaciones
- Respuestas Evaluacion Diagnostica 2grado 2023 2024Documento11 páginasRespuestas Evaluacion Diagnostica 2grado 2023 2024Raymundo AtonalAún no hay calificaciones
- Teoria Y Tecnica Del Psicoanalisis de NiÑOs PDFDocumento2 páginasTeoria Y Tecnica Del Psicoanalisis de NiÑOs PDFPsiquisCastilloAún no hay calificaciones
- Historia de La Lengua Española Vi - El Comentario FilológicoDocumento12 páginasHistoria de La Lengua Española Vi - El Comentario FilológicoCarmenMariaCVAún no hay calificaciones
- Ficha Registro Los AndesDocumento5 páginasFicha Registro Los AndesFrancisco Belmar PalaciosAún no hay calificaciones
- Formato Observacion de ComportamientoDocumento3 páginasFormato Observacion de ComportamientoJasbleidy montañaAún no hay calificaciones
- Lab Quimica 9Documento23 páginasLab Quimica 9marianaAún no hay calificaciones
- Diplomado: Planificación y Control de GestiónDocumento6 páginasDiplomado: Planificación y Control de GestiónlhallesAún no hay calificaciones
- Realizacion Trabajo Funciones Team Omega CompletoDocumento41 páginasRealizacion Trabajo Funciones Team Omega Completofroilan=)Aún no hay calificaciones
- Estudios de La Constitucion Politica de 1993 - Marcial Rubio Correa - Vol. 3Documento538 páginasEstudios de La Constitucion Politica de 1993 - Marcial Rubio Correa - Vol. 3GEORGE GRAVESAún no hay calificaciones
- Notacion IndicialDocumento5 páginasNotacion IndicialAri Lopez HdzAún no hay calificaciones
- Taller de Estilo APA 2020 (7 Ed.)Documento73 páginasTaller de Estilo APA 2020 (7 Ed.)Omar MarchenaAún no hay calificaciones
- Diseño Electronico Con Altium Designer 6Documento277 páginasDiseño Electronico Con Altium Designer 6VICTOR MARCOS100% (1)
- Trabajo Academico Estimulacion Temprana - Samuel MateosDocumento22 páginasTrabajo Academico Estimulacion Temprana - Samuel MateosSamuel Mateos50% (2)