También podría gustarte
- Informe de La Utilizacion Del Torno GSK980TDbDocumento23 páginasInforme de La Utilizacion Del Torno GSK980TDbDreg Ro100% (4)
- Codigo CNCDocumento7 páginasCodigo CNCRisotto RancheroAún no hay calificaciones
- Informe de Codigos de Maquinas CNCDocumento6 páginasInforme de Codigos de Maquinas CNCWilzon ChambiAún no hay calificaciones
- Operaciones de mecanizado manual. FMEE0208De EverandOperaciones de mecanizado manual. FMEE0208Aún no hay calificaciones
- Informe de InterpolacionDocumento32 páginasInforme de InterpolacionJaviercito VelascoAún no hay calificaciones
- Guía 1 Materia Programación CNCDocumento33 páginasGuía 1 Materia Programación CNCEmmanuel FuentesAún no hay calificaciones
- Apuntes Fresadora AlumnosDocumento62 páginasApuntes Fresadora AlumnosEdu CcAún no hay calificaciones
- CNC LeadwellDocumento13 páginasCNC LeadwellJuan LeonardoAún no hay calificaciones
- Conocimiento CNC ActualizadoDocumento14 páginasConocimiento CNC ActualizadoWigan29Aún no hay calificaciones
- Control Numerico 2Documento29 páginasControl Numerico 2Julio Chiang PujolAún no hay calificaciones
- Resumen Gonzalez PorrasDocumento16 páginasResumen Gonzalez PorrasLuis Gonzalez PorrasAún no hay calificaciones
- Práctica 4Documento25 páginasPráctica 4Carlos David RualesAún no hay calificaciones
- Fundamentos para La Elaboración de Un Programa de CNCDocumento9 páginasFundamentos para La Elaboración de Un Programa de CNCDerick ZeceñaAún no hay calificaciones
- Guía Introducción Al Control Numérico Computarizado - CNC PDFDocumento11 páginasGuía Introducción Al Control Numérico Computarizado - CNC PDFRobert PizarroAún no hay calificaciones
- Manual Torno HNC 21TDocumento46 páginasManual Torno HNC 21Tivan100% (1)
- Torno CNCDocumento20 páginasTorno CNClariza50% (2)
- Informe Del ProyectoDocumento14 páginasInforme Del ProyectoJose De La Flor TitoAún no hay calificaciones
- Código G y M ISODocumento11 páginasCódigo G y M ISOkevin MontaluiaAún no hay calificaciones
- Códigos de Programación de Máquinas Herramientas CNCDocumento21 páginasCódigos de Programación de Máquinas Herramientas CNCGerardo DiazAún no hay calificaciones
- Curso de Entrenamiento - Centro MecanizadoDocumento46 páginasCurso de Entrenamiento - Centro MecanizadoJoao Stuard Herrera QuerevalúAún no hay calificaciones
- Elaborar Un ProgramaDocumento11 páginasElaborar Un ProgramaDiana RivasAún no hay calificaciones
- Informe Codigos GDocumento26 páginasInforme Codigos GByron Montero0% (1)
- Control Numérico ComputarizadoDocumento11 páginasControl Numérico ComputarizadoAlejandra LimaAún no hay calificaciones
- Clase 2 - Texto Guía - Programación Paso A Paso Torno CNC - 4°FDocumento6 páginasClase 2 - Texto Guía - Programación Paso A Paso Torno CNC - 4°FAna Yamilet UwUAún no hay calificaciones
- Manual de Programacion CNC v2r2Documento224 páginasManual de Programacion CNC v2r2JOSUE MANUEL MANZANARES CASTROAún no hay calificaciones
- CNCDocumento3 páginasCNCVladimir LenisAún no hay calificaciones
- Anteproyecto 6.0Documento15 páginasAnteproyecto 6.0Efraín CórdovaAún no hay calificaciones
- Códigos G y MDocumento3 páginasCódigos G y MjoepadronAún no hay calificaciones
- Códigos de Torno CNCDocumento15 páginasCódigos de Torno CNCAlfredo Aguilar0% (1)
- Practica 3Documento25 páginasPractica 3KarlaAún no hay calificaciones
- Ensayo CNCDocumento15 páginasEnsayo CNCSally Ortega100% (2)
- Programacion CNCDocumento5 páginasProgramacion CNCSebastian Carvajal ClavijoAún no hay calificaciones
- PROGRAMACION C.N.C. CONTENIDO Parte 1 Introducción. (El Proceso de Programación) - Partes Principales Del Torno EvaluaciónDocumento5 páginasPROGRAMACION C.N.C. CONTENIDO Parte 1 Introducción. (El Proceso de Programación) - Partes Principales Del Torno EvaluaciónFrancisco Javier Herrera estradaAún no hay calificaciones
- Previo Fresa CNCDocumento6 páginasPrevio Fresa CNCGael Garcia CarranzaAún no hay calificaciones
- 1 CNCDocumento165 páginas1 CNCGabrielAún no hay calificaciones
- Tema 11 Introduccion Al Control Numerico 3 PDFDocumento36 páginasTema 11 Introduccion Al Control Numerico 3 PDFJOSE IGNACIO CORONADO HERNÁNDEZAún no hay calificaciones
- Fio4programacion de CNCDocumento31 páginasFio4programacion de CNCKenny Medina TerronesAún no hay calificaciones
- Cuestionario 2 Manufactura AvanzadaDocumento7 páginasCuestionario 2 Manufactura AvanzadaJABGE FANAún no hay calificaciones
- CNC CursoDocumento28 páginasCNC CursoJoseAún no hay calificaciones
- III ProgramaciónDocumento34 páginasIII Programaciónstaticfactory9281Aún no hay calificaciones
- Programación Iso CNC Torno BKB MaquinariaDocumento59 páginasProgramación Iso CNC Torno BKB MaquinariaSantiago JiménezAún no hay calificaciones
- Practica 2 de CamDocumento14 páginasPractica 2 de CamLadhy Guadalupe Feliciano FuentesAún no hay calificaciones
- Siemens808dfresadora 160620032150Documento69 páginasSiemens808dfresadora 160620032150David A GualpaAún no hay calificaciones
- Modulo de ProgramacionDocumento78 páginasModulo de ProgramacionRaul Ramirez ResendizAún no hay calificaciones
- Programacion en Codigos GDocumento32 páginasProgramacion en Codigos GBladimir Sarabia100% (8)
- Programacion de Maquinas CNCDocumento72 páginasProgramacion de Maquinas CNCgeovanny manoloAún no hay calificaciones
- Unidad 3Documento30 páginasUnidad 3Jose De La O Ulin100% (1)
- Introducción Al CNCDocumento28 páginasIntroducción Al CNCmecaboscoAún no hay calificaciones
- Progamacion CNC Centro de MecanizadoDocumento105 páginasProgamacion CNC Centro de MecanizadoLui Gonzalo Quipe Rodríguez100% (3)
- Cada CNC Dispone de Su Propio Lenguaje de ProgramaciónDocumento5 páginasCada CNC Dispone de Su Propio Lenguaje de ProgramaciónomarAún no hay calificaciones
- CNC TornoDocumento18 páginasCNC TornoJesús Rincón MartínezAún no hay calificaciones
- Practica2 Programación ManualDocumento13 páginasPractica2 Programación ManualCleo Ramsés The nileAún no hay calificaciones
- Programacion CNCDocumento84 páginasProgramacion CNCOsvaldo FigueroaAún no hay calificaciones
- Torno CNCDocumento52 páginasTorno CNCEdgardo Melquíades Quiliche Gutiérrez100% (1)
- Reporte Bobina de Tesla CaseraDocumento9 páginasReporte Bobina de Tesla CaseraCristian ReyesAún no hay calificaciones
- PDF TP 7 CNCDocumento7 páginasPDF TP 7 CNCPame MelussiAún no hay calificaciones
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109De EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Aún no hay calificaciones
- UF1253 - Diagnóstico de deformaciones estructuralesDe EverandUF1253 - Diagnóstico de deformaciones estructuralesAún no hay calificaciones
- Elaboración de soluciones para la instalación de elementos de carpintería. MAMS0108De EverandElaboración de soluciones para la instalación de elementos de carpintería. MAMS0108Aún no hay calificaciones
- Aprender Autocad 2012 Avanzado con 100 ejercicios prácticosDe EverandAprender Autocad 2012 Avanzado con 100 ejercicios prácticosAún no hay calificaciones
- Calculo VectorialDocumento18 páginasCalculo VectorialDaniel Jacob Rodriguez HernandezAún no hay calificaciones
- Sílabo de Matemática IiDocumento5 páginasSílabo de Matemática IiRicardo Rafael Garcia MirandaAún no hay calificaciones
- Mapeos LinealesDocumento10 páginasMapeos LinealesAlexis SanchezAún no hay calificaciones
- 3-GA-1 Coordenadas PolaresDocumento18 páginas3-GA-1 Coordenadas PolaresANGELRMONTESRAún no hay calificaciones
- Método de BoussinesqDocumento8 páginasMétodo de BoussinesqBrishely Luis CondeAún no hay calificaciones
- Dibujo DigitalDocumento23 páginasDibujo DigitalDvran AnlleloAún no hay calificaciones
- Matematica ChatgptDocumento4 páginasMatematica ChatgptJavier Alejandro Madero TorresAún no hay calificaciones
- Metro - Clase04 - Defectos en Piezas MecánicasDocumento19 páginasMetro - Clase04 - Defectos en Piezas MecánicasRaúl AnelAún no hay calificaciones
- Exposicion GeometriaDocumento11 páginasExposicion GeometriaKaleb ValdezAún no hay calificaciones
- Conicas y Coordenadas PolaresDocumento11 páginasConicas y Coordenadas PolaresEdgar Martinez Moran50% (2)
- Integrales TriplesDocumento7 páginasIntegrales TriplesGino Asencio AlvaradoAún no hay calificaciones
- P1-Coordenadas AutocadDocumento6 páginasP1-Coordenadas AutocadraulAún no hay calificaciones
- Integral Doble en Coordenadas PolaresDocumento4 páginasIntegral Doble en Coordenadas PolaresJose Alejandro Ramirez AbelinoAún no hay calificaciones
- Sistema de Coordenadas (Trabajo)Documento20 páginasSistema de Coordenadas (Trabajo)FilifordsTorresPerez100% (1)
- Manual de AutoCAD Basico 2017Documento131 páginasManual de AutoCAD Basico 2017Henry RoyAún no hay calificaciones
- Heidenhain 426Documento507 páginasHeidenhain 426Pablo Graña RomeroAún no hay calificaciones
- 04-24-2019 195155 PM Guia Sesión 1 Tema 1Documento39 páginas04-24-2019 195155 PM Guia Sesión 1 Tema 1Miguel Angel Sanjinez GuevaraAún no hay calificaciones
- Depto. Ciencias Básicas Cálculo Integral Ciclo Ii/2022: Universidad Don BoscoDocumento2 páginasDepto. Ciencias Básicas Cálculo Integral Ciclo Ii/2022: Universidad Don BoscoDiego Carlos NochezAún no hay calificaciones
- 2.3 Coordenadas PolaresDocumento10 páginas2.3 Coordenadas PolaresJUAN EMMANUEL BECERRA RAMIREZAún no hay calificaciones
- Historia Matematica Origenes CalculoDocumento58 páginasHistoria Matematica Origenes CalculoIván OrtizAún no hay calificaciones
- Temario Cálculo VectorialDocumento39 páginasTemario Cálculo Vectorialabraham condeAún no hay calificaciones
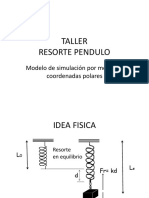
- Resorte Pendulo Coordenadas PolaresDocumento5 páginasResorte Pendulo Coordenadas PolaresDavid HernandezAún no hay calificaciones
- Ecuacion Polar de Una Circunferencia-2Documento4 páginasEcuacion Polar de Una Circunferencia-2Yulisa RamseAún no hay calificaciones
- Coordenadas Polares. Interesante MaterialDocumento17 páginasCoordenadas Polares. Interesante Materialangelopina88Aún no hay calificaciones
- s04.s1 Coordenadas PolaresDocumento12 páginass04.s1 Coordenadas PolaresBrayan Chipana AriAún no hay calificaciones
- Cordenadas Polares 2Documento9 páginasCordenadas Polares 2Plaza Yesca Miguel AngelAún no hay calificaciones
- Capitulo 5 Sistemas de Tiempos PredeterminadosDocumento30 páginasCapitulo 5 Sistemas de Tiempos PredeterminadosArmando Reyes100% (1)
- ASIGNACION No 7 PRUEBA ESCRITA COORDENADAS POLARES ECUACIONES PARAMETRICASDocumento6 páginasASIGNACION No 7 PRUEBA ESCRITA COORDENADAS POLARES ECUACIONES PARAMETRICASDENNIS HERNANDEZAún no hay calificaciones
- ANTENASDocumento73 páginasANTENASeleazar campoAún no hay calificaciones
- Polares Parte 1Documento7 páginasPolares Parte 1finnaventureAún no hay calificaciones