También podría gustarte
- Diagrama de IshikawaDocumento1 páginaDiagrama de Ishikawajose jhampierr banda castañeda60% (5)
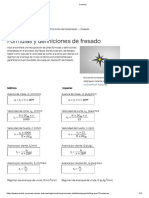
- Fresado PDFDocumento11 páginasFresado PDFPablito Alfa GtAún no hay calificaciones
- Centrado Del Trabajo en Un TornoDocumento34 páginasCentrado Del Trabajo en Un TornoJoseph Mera ZambranoAún no hay calificaciones
- Fresadora Problemas PrototipoDocumento13 páginasFresadora Problemas PrototipoIvanSnikeAún no hay calificaciones
- Conos1El Calculo de ConicidadesDocumento4 páginasConos1El Calculo de ConicidadesCristal MuranoAún no hay calificaciones
- Ejercicio Combinados de MecanizadosDocumento8 páginasEjercicio Combinados de MecanizadosLaura Emperatriz Coque GallegosAún no hay calificaciones
- Guia Practica Torno (FINAL)Documento21 páginasGuia Practica Torno (FINAL)AlejandroAún no hay calificaciones
- FresadoDocumento8 páginasFresadoYoser Rios RoldanAún no hay calificaciones
- RoscasDocumento21 páginasRoscasDionne Aros SerranoAún no hay calificaciones
- Calculo Engranajes Dientes RectosDocumento22 páginasCalculo Engranajes Dientes Rectoscabezon3Aún no hay calificaciones
- Calculador de EngranajesDocumento1 páginaCalculador de EngranajesHERNANAún no hay calificaciones
- Conos y Torneado de ConosDocumento13 páginasConos y Torneado de ConosMauricio Rodriguez50% (4)
- Declaracion-Impacto Ambiental PDFDocumento17 páginasDeclaracion-Impacto Ambiental PDFRommel CabreraAún no hay calificaciones
- TaladradoDocumento23 páginasTaladradoKevin López100% (1)
- Tem4 Uniones Roscadas y RemachadasDocumento20 páginasTem4 Uniones Roscadas y RemachadasKatrina GordonAún no hay calificaciones
- Resortes HelicoidalesDocumento11 páginasResortes HelicoidalesNéstor0% (1)
- Tallado de Engranajes RectosDocumento8 páginasTallado de Engranajes RectosSteven Meza GamarraAún no hay calificaciones
- La Fresadora Engrane HelicoidalDocumento7 páginasLa Fresadora Engrane HelicoidalEduardo Felix Ramirez PalaciosAún no hay calificaciones
- Formulas de RoscadoDocumento7 páginasFormulas de RoscadoJesus Cruz SalvadorAún no hay calificaciones
- Operaciones Cilindrado en TornoDocumento25 páginasOperaciones Cilindrado en TornoJosueHerrera0% (1)
- Guía I - ConididadDocumento7 páginasGuía I - ConididadIsaias Guevara100% (1)
- 11 Roscas y Su Tallado - Parte 2Documento5 páginas11 Roscas y Su Tallado - Parte 2Karliitha HernandezAún no hay calificaciones
- Torneado Cónico - ACABADODocumento13 páginasTorneado Cónico - ACABADOPaolita BrunoAún no hay calificaciones
- Engranes ConicosDocumento36 páginasEngranes ConicosAmilcar SánchezAún no hay calificaciones
- Ajuste - La Limadora 11Documento51 páginasAjuste - La Limadora 11DarlingAlvaradoAún no hay calificaciones
- Fuerzas en Procesos de TorneadoDocumento13 páginasFuerzas en Procesos de TorneadoVictor Sepúlveda100% (1)
- Cálculos de RoscasDocumento19 páginasCálculos de RoscasNestor velascoAún no hay calificaciones
- Geometria de FiloDocumento3 páginasGeometria de Filoco-ka06Aún no hay calificaciones
- Aparatos DivisoresDocumento32 páginasAparatos DivisoresAlejandro González GaiteroAún no hay calificaciones
- Evaluacion FresadoraDocumento4 páginasEvaluacion Fresadoraretro73Aún no hay calificaciones
- Operaciones Basicas Del TornoDocumento4 páginasOperaciones Basicas Del TornoKevin Mejia SeminarioAún no hay calificaciones
- DIVISION DIFERENCIAL Mecanica 3 PDFDocumento22 páginasDIVISION DIFERENCIAL Mecanica 3 PDFDiego LunaAún no hay calificaciones
- Tallado Engranaje HelicoidalDocumento3 páginasTallado Engranaje HelicoidalRoberto Sanchez Rodriguez100% (1)
- Resumen FMEM50 Tornero FresadorDocumento3 páginasResumen FMEM50 Tornero FresadorAntonio Romero CaleroAún no hay calificaciones
- Fresadora Concepto y TiposDocumento4 páginasFresadora Concepto y Tiposwilliamsantique100% (2)
- Guia de RoscadoDocumento13 páginasGuia de RoscadoAdrian Barrera100% (1)
- Calculos para TornoDocumento20 páginasCalculos para TornoAP AndrewAún no hay calificaciones
- Cilindrado InteriorDocumento2 páginasCilindrado InteriorAntonio Villa VillaAún no hay calificaciones
- HTTP Polamalu 50webs Com OF1 Mecanica Engranajes Htm#EjerciciosDocumento7 páginasHTTP Polamalu 50webs Com OF1 Mecanica Engranajes Htm#Ejerciciosjudas1432Aún no hay calificaciones
- Calculo de Funciones TrigonométricasDocumento10 páginasCalculo de Funciones TrigonométricasJC Javier Curo100% (1)
- Proceso FresadoDocumento24 páginasProceso Fresado3dx4rdo.obAún no hay calificaciones
- Ejercicio Hoja Proceso TornoDocumento2 páginasEjercicio Hoja Proceso TornoChichojefe PmcAún no hay calificaciones
- Engranaje RectoDocumento9 páginasEngranaje RectoDaniello Ramos ArriazaAún no hay calificaciones
- Maquinado A Alta VelocidadDocumento6 páginasMaquinado A Alta VelocidadNina DiazAún no hay calificaciones
- Maquinas Fresadoras y Sus AccesoriosDocumento3 páginasMaquinas Fresadoras y Sus AccesoriosIsrael Ferreiras0% (1)
- Cadena CinematicaDocumento13 páginasCadena CinematicaEDWIN FERRER SUCASACA AMBROCIOAún no hay calificaciones
- Expo CNCDocumento9 páginasExpo CNCEmiliano Baeza HernandezAún no hay calificaciones
- ChavetasssssDocumento15 páginasChavetasssssDavid DuránAún no hay calificaciones
- Serrado y EscariadoDocumento10 páginasSerrado y Escariadoalberto gutierrezAún no hay calificaciones
- Desarrollo Cero Máquina A2Documento2 páginasDesarrollo Cero Máquina A2darroyo77Aún no hay calificaciones
- Tipos de Cilindrado y Refrentado INTECAPDocumento5 páginasTipos de Cilindrado y Refrentado INTECAPMaJo ArchilaAún no hay calificaciones
- Fresado TecnicasDocumento20 páginasFresado TecnicasZalAún no hay calificaciones
- Sujeción de La FresaDocumento12 páginasSujeción de La FresaRicardoAguilarHidalgoAún no hay calificaciones
- Conos, Tipos y UsosDocumento24 páginasConos, Tipos y Usoscar_lin67% (6)
- 9 Practica de Limadora - Taller BasicoDocumento18 páginas9 Practica de Limadora - Taller BasicoXavier Mantilla Morán0% (1)
- Examen Final 24-Julio-2009 Procesos IDocumento9 páginasExamen Final 24-Julio-2009 Procesos ILau MarcAún no hay calificaciones
- Herrami ConosDocumento8 páginasHerrami ConosMecanizado SenaAún no hay calificaciones
- Acabados de Elementos Mecanicos Interpretacion de Planos SenaDocumento26 páginasAcabados de Elementos Mecanicos Interpretacion de Planos SenaJimmy DelgadoAún no hay calificaciones
- Origen de Las Coordenadas CNCDocumento8 páginasOrigen de Las Coordenadas CNCalafia5Aún no hay calificaciones
- Limadora de CodoDocumento6 páginasLimadora de CodoChristian Pavel Raico ChoqueAún no hay calificaciones
- El Maquinado de Piezas Con Superficies Cónicas Está Ligado A La Formación Del ConoDocumento7 páginasEl Maquinado de Piezas Con Superficies Cónicas Está Ligado A La Formación Del ConoChris MskAún no hay calificaciones
- ConosDocumento5 páginasConosClaudio Skarllyns Duarte Rodriguez0% (1)
- Luminotecnia 133 Julio-Agosto 2016Documento69 páginasLuminotecnia 133 Julio-Agosto 2016etolockaAún no hay calificaciones
- Citricos 2Documento84 páginasCitricos 2Daniel Diaz BarruetaAún no hay calificaciones
- BANCO PREGUNTAS CAMPAMENTERO Revisado IntervDocumento8 páginasBANCO PREGUNTAS CAMPAMENTERO Revisado IntervJAIRO ASPRILLA0% (1)
- Cultivos Naturales o ArtificialesDocumento4 páginasCultivos Naturales o ArtificialesFernando Bernal DiazAún no hay calificaciones
- Guia Elaion Linea NuevaDocumento8 páginasGuia Elaion Linea NuevaHumicarwash Lavadero-lubricentroAún no hay calificaciones
- Formato de Tesis AVANCE 1 CAP IDocumento81 páginasFormato de Tesis AVANCE 1 CAP IEdgar ChAún no hay calificaciones
- Presentación - Nutricion y Fisiologia PapayasDocumento156 páginasPresentación - Nutricion y Fisiologia PapayasWilmer CondoriAún no hay calificaciones
- STATE FARM Comprehensive ENG - SPA Glossary 2019 - 1686312021Documento76 páginasSTATE FARM Comprehensive ENG - SPA Glossary 2019 - 1686312021RAUL RAMIREZ100% (1)
- Ensambles PermanentesDocumento33 páginasEnsambles PermanentesAlan100% (1)
- Capilla SixtinaDocumento17 páginasCapilla SixtinaObed MoralesAún no hay calificaciones
- VIH SidaDocumento5 páginasVIH SidaAbi Dennise Nahuelpán LienlafAún no hay calificaciones
- Laboratorio # 1 de Análisis QuímicoDocumento9 páginasLaboratorio # 1 de Análisis QuímicoJulio Brayan Berrocal MajerhuaAún no hay calificaciones
- Plaza de Mercado La ConcordiaDocumento4 páginasPlaza de Mercado La ConcordiaMaria Natalia Morales SilvaAún no hay calificaciones
- MaterialesDocumento12 páginasMaterialesHector0412Aún no hay calificaciones
- Mir 10 1819 06Documento56 páginasMir 10 1819 06HacheAún no hay calificaciones
- Aceites y EmbarazoDocumento3 páginasAceites y EmbarazoSandra AvelarAún no hay calificaciones
- Igol BarnizDocumento2 páginasIgol BarniztitoytomasAún no hay calificaciones
- Orientacion FamiliarDocumento6 páginasOrientacion FamiliarJOSELYN GRACIELA YTURRALDE COELLOAún no hay calificaciones
- Problema 7.4 KernDocumento2 páginasProblema 7.4 KernGabs Carrizales0% (1)
- R4Documento7 páginasR4quiquebravoAún no hay calificaciones
- ZonificacionDocumento22 páginasZonificacionIsabella RvlbAún no hay calificaciones
- Variantes Climáticos de La Rep. DomDocumento10 páginasVariantes Climáticos de La Rep. DomRoma LawrenceAún no hay calificaciones
- Proyecto Aúlico de "Saneamiento Ambiental e Higiene de Los Alimentos"Documento10 páginasProyecto Aúlico de "Saneamiento Ambiental e Higiene de Los Alimentos"LETICIA CACERESAún no hay calificaciones
- C1611C1611M 14371 en EsDocumento6 páginasC1611C1611M 14371 en EsMASTERLEM SACAún no hay calificaciones
- Dokumen - Tips Recetas de Comidas GuatemaltecasDocumento12 páginasDokumen - Tips Recetas de Comidas Guatemaltecasfernandogiron804Aún no hay calificaciones
- 6to Trabajo - Influencia de La Madera en de Los Elementos Xilematicos en Las Propiedades Físico-MecánicasDocumento23 páginas6to Trabajo - Influencia de La Madera en de Los Elementos Xilematicos en Las Propiedades Físico-MecánicasshaneAún no hay calificaciones
- Pract 1Documento9 páginasPract 1Kevin Alex Chique SilvaAún no hay calificaciones
- Balanza JuguetonaDocumento4 páginasBalanza JuguetonaPaolaMejiaCcahuanaAún no hay calificaciones