También podría gustarte
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109De EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109Calificación: 5 de 5 estrellas5/5 (2)
- Velocidades de CorteDocumento5 páginasVelocidades de CorteMARCO ANTONIO HERNANDEZ FUENTESAún no hay calificaciones
- Taladrado en El TornoDocumento3 páginasTaladrado en El TornoHelbert Emilio Morales MongeAún no hay calificaciones
- Velocidad de CorteDocumento6 páginasVelocidad de CorteSaya Martinez100% (1)
- Potencia o Fuerza de Corte en El TorneadoDocumento4 páginasPotencia o Fuerza de Corte en El TorneadoFREDDY SAMUEL ALEGRE LOPEZAún no hay calificaciones
- Trabajo Procesos de ManufacturaDocumento28 páginasTrabajo Procesos de ManufacturacarlosespinozaaAún no hay calificaciones
- Consult A Pro Ducci On 3Documento28 páginasConsult A Pro Ducci On 3Chris SeguraAún no hay calificaciones
- Fundamentos de MecanizadoDocumento10 páginasFundamentos de MecanizadoivetteAún no hay calificaciones
- Velocidad de Corte de TaladradoDocumento6 páginasVelocidad de Corte de TaladradoWiliams Lazo ZuñigaAún no hay calificaciones
- El TaladradoDocumento12 páginasEl TaladradoJuan Crispin ToledoAún no hay calificaciones
- Velocidad de CorteDocumento3 páginasVelocidad de CorteDaniela M Gutiérrez SierraAún no hay calificaciones
- Velocidad de Corte en TornosDocumento6 páginasVelocidad de Corte en TornosAndres LopezAún no hay calificaciones
- Velocidad de Corte IiDocumento5 páginasVelocidad de Corte IiERIKA PAOLA RIZO AGUILLONAún no hay calificaciones
- Tallado de Engranajes de Dientes RectosDocumento10 páginasTallado de Engranajes de Dientes RectosbabyclaireAún no hay calificaciones
- Torno - 3 Movimientos y CalculosDocumento4 páginasTorno - 3 Movimientos y CalculosPablo Alejandro Burgos ZavaletaAún no hay calificaciones
- Torno 3 Movimientos y Calculos 2011 2Documento4 páginasTorno 3 Movimientos y Calculos 2011 2Pablo Alejandro Burgos ZavaletaAún no hay calificaciones
- Fresadora Sitema TecnologicoDocumento7 páginasFresadora Sitema TecnologicoEdgar Reynaga EspinozaAún no hay calificaciones
- Factores de CorteDocumento6 páginasFactores de CorteOscar AyalaAún no hay calificaciones
- Velocidad de CorteDocumento4 páginasVelocidad de CorteKase MendozaAún no hay calificaciones
- 2.2.3.2 Velocidad de Corte y 2.2.3.3 Profundidad de CorteDocumento7 páginas2.2.3.2 Velocidad de Corte y 2.2.3.3 Profundidad de CortecarlosAún no hay calificaciones
- 04 Fresado 2 y 2.5 Ejes PDFDocumento31 páginas04 Fresado 2 y 2.5 Ejes PDFrodrigo solisAún no hay calificaciones
- Herramentales FIME CNC 2019Documento10 páginasHerramentales FIME CNC 2019Luis Fernando Lorenzo HernandezAún no hay calificaciones
- Taladro de ColumnaDocumento15 páginasTaladro de ColumnaPedro A GurrolaAún no hay calificaciones
- Velocidad y Profundidad de Corte 2.0 PDFDocumento8 páginasVelocidad y Profundidad de Corte 2.0 PDFJesus GarciaAún no hay calificaciones
- Parametros de CorteDocumento14 páginasParametros de CorteAlan Alvarado ZavalaAún no hay calificaciones
- Los Parámetros de MecanizadoDocumento23 páginasLos Parámetros de MecanizadoJose David Martínez IbarraAún no hay calificaciones
- Exposicion de Procesos de MecanizadoDocumento13 páginasExposicion de Procesos de MecanizadoJohan Steven Rivera RomeroAún no hay calificaciones
- Velocidad de CorDocumento3 páginasVelocidad de CorStiven VilatuñaAún no hay calificaciones
- Dinamica de Corte - EpnDocumento38 páginasDinamica de Corte - EpnStevenRamosAún no hay calificaciones
- Avance en La Herramienta (FN)Documento3 páginasAvance en La Herramienta (FN)bilbo.za360Aún no hay calificaciones
- Consulta Torneado y ToleranciaDocumento7 páginasConsulta Torneado y ToleranciaAndres210293Aún no hay calificaciones
- Profundidad de Corte (Análisis de Superficies)Documento11 páginasProfundidad de Corte (Análisis de Superficies)LuisdeGanteAún no hay calificaciones
- Profundidad de Corte (Análisis de Superficies)Documento11 páginasProfundidad de Corte (Análisis de Superficies)LuisdeGante33% (3)
- Parametros de CorteDocumento4 páginasParametros de CorteDiego De Jesus HernadezAún no hay calificaciones
- MANUFACTURA AVANZADA (FILEminimizer)Documento24 páginasMANUFACTURA AVANZADA (FILEminimizer)Contreras Sosa Emily RominaAún no hay calificaciones
- Velocidades de Corte y Avance PDFDocumento2 páginasVelocidades de Corte y Avance PDFJames Saavedra CastilloAún no hay calificaciones
- Parametros de Corte y HerramentalDocumento22 páginasParametros de Corte y HerramentalCARREEONAún no hay calificaciones
- Problemario y EnsayoDocumento12 páginasProblemario y EnsayoSaul SinecioAún no hay calificaciones
- Investigacion Procesos Manufactura IIDocumento18 páginasInvestigacion Procesos Manufactura IILEONARDO RAFAEL CHICA CASTROAún no hay calificaciones
- Velocidad de CorteDocumento5 páginasVelocidad de CorteEder ChingaAún no hay calificaciones
- Fresa DoraDocumento4 páginasFresa DoraEdgar Roa100% (1)
- Velocidad de Corte, Avance y Tiempo de Torneado.Documento34 páginasVelocidad de Corte, Avance y Tiempo de Torneado.GinaAún no hay calificaciones
- 1Documento2 páginas1Kirianis GabrielaAún no hay calificaciones
- Guailla César Consulta 03 Dinámica de CorteDocumento28 páginasGuailla César Consulta 03 Dinámica de CorteCésarAún no hay calificaciones
- Taladrado y SoldaduraDocumento52 páginasTaladrado y SoldaduraBrandy Soto DelgadoAún no hay calificaciones
- Regresión Lineal Multiple CASO DE ESTUDIODocumento7 páginasRegresión Lineal Multiple CASO DE ESTUDIOAna GinaAún no hay calificaciones
- Velocidades y Profundidad de CorteDocumento4 páginasVelocidades y Profundidad de CorteQA Ramon IonaAún no hay calificaciones
- Diapositivas Procesos de Manufactura - PDFDocumento318 páginasDiapositivas Procesos de Manufactura - PDFEDDY RODRIGUEZAún no hay calificaciones
- Foro Temático Máquinas HerramientasDocumento3 páginasForo Temático Máquinas HerramientasAndres M LozanoAún no hay calificaciones
- Condiciones Tecnológicas para El Mecanizado CNC - v3Documento25 páginasCondiciones Tecnológicas para El Mecanizado CNC - v3Astrid LealAún no hay calificaciones
- Dinámica de CorteDocumento16 páginasDinámica de Corteanon_4875756Aún no hay calificaciones
- Maquinas y HerramientasDocumento65 páginasMaquinas y HerramientasBruno Morán SalazarAún no hay calificaciones
- Velocidad de Corte y AvanceDocumento16 páginasVelocidad de Corte y AvanceSoldadorSAE INFRAAún no hay calificaciones
- Exposicion FinalDocumento38 páginasExposicion FinalVICTOR ESTEVEN SALTOS GOMEZAún no hay calificaciones
- Velocidad de Corte, Avance y Tiempo de Torneado. - KKDocumento30 páginasVelocidad de Corte, Avance y Tiempo de Torneado. - KKAlvaro VargasAún no hay calificaciones
- Tarea 11 Haro Hugo Maquina HerramientasDocumento6 páginasTarea 11 Haro Hugo Maquina HerramientasChelo HvhAún no hay calificaciones
- Fresa DoraDocumento3 páginasFresa DoraJorjais Mc CartneytooAún no hay calificaciones
- Formulas para Torno y FresadoraDocumento17 páginasFormulas para Torno y FresadoraMarco Salinas67% (6)
- Laboratorio N°5Documento16 páginasLaboratorio N°5Carlos TiconaCcAún no hay calificaciones
- Ejemplo MOCK TISG 2022Documento6 páginasEjemplo MOCK TISG 2022AndresAún no hay calificaciones
- Geometría Descriptiva UTPDocumento170 páginasGeometría Descriptiva UTPBigotes BlancosAún no hay calificaciones
- Programa en Excel Mecanica de Los Materiales (Autoguardado)Documento20 páginasPrograma en Excel Mecanica de Los Materiales (Autoguardado)albertoAún no hay calificaciones
- Clases de Salario en VenezuelaDocumento9 páginasClases de Salario en VenezuelaAna GarciaAún no hay calificaciones
- Dda Aumento de AlimentosDocumento6 páginasDda Aumento de AlimentosvanessaAún no hay calificaciones
- Test Final - Unidad 1 Revisión Del IntentoDocumento6 páginasTest Final - Unidad 1 Revisión Del IntentoHaidy murilloAún no hay calificaciones
- Instituto Polit Ecnico Nacional: Unidad Profesional Interdisciplinaria en Ingenier Ia Y Tecnolog Ias AvanzadasDocumento96 páginasInstituto Polit Ecnico Nacional: Unidad Profesional Interdisciplinaria en Ingenier Ia Y Tecnolog Ias AvanzadasIsrael GutiérrezAún no hay calificaciones
- Estrategia y Plan de Carlos MatusDocumento105 páginasEstrategia y Plan de Carlos MatusChopper Everardo Flores Choperena69% (13)
- Universitas Humanística 0120-4807: IssnDocumento9 páginasUniversitas Humanística 0120-4807: IssnPato PolloAún no hay calificaciones
- Tarea de Casao Harvar Dilema de Un PasanteDocumento3 páginasTarea de Casao Harvar Dilema de Un PasanteVictor Cardona50% (2)
- CV Mike Miranda - Especialista en ProteccionesDocumento7 páginasCV Mike Miranda - Especialista en Proteccionesrogerroman24100% (1)
- Ta1 22c2aDocumento7 páginasTa1 22c2aJulier LcAún no hay calificaciones
- Laboratorio Quimica Uni-DocimasiaDocumento5 páginasLaboratorio Quimica Uni-DocimasiaDante J Garcia NeyraAún no hay calificaciones
- Sesion 2 Motivacion y Emocion UladechDocumento20 páginasSesion 2 Motivacion y Emocion UladechLuis EsbaAún no hay calificaciones
- Discurso Del Día EjércitoDocumento5 páginasDiscurso Del Día EjércitoanimalpoliticoAún no hay calificaciones
- CTA - U5 - 2do Grado - Sesion 04Documento4 páginasCTA - U5 - 2do Grado - Sesion 04Geovana Lucia Sulla LizarasoAún no hay calificaciones
- Diseño Gas SaramagoDocumento15 páginasDiseño Gas SaramagoJorge BaronAún no hay calificaciones
- Resumen Apéndice, La ÉticaDocumento8 páginasResumen Apéndice, La ÉticaSofy KeAún no hay calificaciones
- Acto 1° Mayo T.MañanaDocumento7 páginasActo 1° Mayo T.MañanaDaniela FernándezAún no hay calificaciones
- Leche y LácteosDocumento112 páginasLeche y LácteosMario Silva100% (7)
- Rúbrica de TenisDocumento1 páginaRúbrica de TenisIsk TempAún no hay calificaciones
- Trabajo Final Asignatura DER-104Documento2 páginasTrabajo Final Asignatura DER-104elizabeth pujolsAún no hay calificaciones
- El Privilegio de Los Dioses Por Encima de Los MortaleDocumento3 páginasEl Privilegio de Los Dioses Por Encima de Los MortaleYilder Ruiz SalinasAún no hay calificaciones
- Ensayo Sobre Los Factores de Riesgo y Sus Características EspecialesDocumento2 páginasEnsayo Sobre Los Factores de Riesgo y Sus Características EspecialesOrlando Valderrama Tafur89% (9)
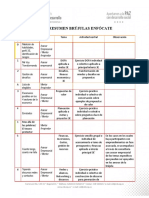
- Guía Resumen BrújulasDocumento4 páginasGuía Resumen BrújulasPabloAún no hay calificaciones
- Portafolio DocenteDocumento5 páginasPortafolio DocenteRocio Yepez ReyesAún no hay calificaciones
- Actividad 5 - Tarea Conflicto de InteresesDocumento4 páginasActividad 5 - Tarea Conflicto de InteresesSebastian de la PavaAún no hay calificaciones
- La Chèvre Sanitaire - DalíDocumento5 páginasLa Chèvre Sanitaire - DalíGustavo Espantanublos Mori EstelaAún no hay calificaciones
- Ensayo NancyDocumento3 páginasEnsayo NancyNancy Saldaña MendozaAún no hay calificaciones