También podría gustarte
- Operaciones Basicas Del TornoDocumento4 páginasOperaciones Basicas Del TornoKevin Mejia SeminarioAún no hay calificaciones
- Cepilladora de CodoDocumento219 páginasCepilladora de CodoArnold quispe cAún no hay calificaciones
- Proyecto de torno: fabricación de espiga en torno paraleloDocumento9 páginasProyecto de torno: fabricación de espiga en torno paralelogustavoAún no hay calificaciones
- Torneado de conos: cálculo del ángulo de inclinación del carroDocumento72 páginasTorneado de conos: cálculo del ángulo de inclinación del carroEdwin Castro100% (1)
- Operaciones Maquinado Clase 4Documento62 páginasOperaciones Maquinado Clase 4Mauricio Araujo AriasAún no hay calificaciones
- Guia de Estudio Matriceria ADRIAN PILLAJO PDFDocumento112 páginasGuia de Estudio Matriceria ADRIAN PILLAJO PDFJose Ernesto Pillajo CabezasAún no hay calificaciones
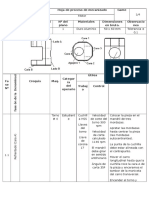
- Formato Hoja de ProcesosDocumento1 páginaFormato Hoja de ProcesosDiegoAún no hay calificaciones
- Proyecto RoscadoDocumento13 páginasProyecto RoscadoEdmundo Lopez HernanadezAún no hay calificaciones
- Plato divisor: descripción y usos de un accesorio para fresado y torneadoDocumento8 páginasPlato divisor: descripción y usos de un accesorio para fresado y torneadoRooby JeanpierreAún no hay calificaciones
- TaladradoDocumento23 páginasTaladradoKevin López100% (1)
- 2-Unidad II-Parámetros de Corte en TorneadoDocumento37 páginas2-Unidad II-Parámetros de Corte en TorneadoYsael Narciso YanavilcaAún no hay calificaciones
- TornoDocumento8 páginasTornoRicardo Peralta100% (1)
- Amef Afiladora Ar5-EDocumento4 páginasAmef Afiladora Ar5-EClaudia Patricia Roncancio Peña100% (1)
- 1GMTDocumento2 páginas1GMTMecanizado SenaAún no hay calificaciones
- Cuarto Informe de ManufacturaDocumento4 páginasCuarto Informe de ManufacturaDaniel CyarAún no hay calificaciones
- TECNOLOGIA DE LAS MAQUINAS HERRAMIENTA Unidad 5Documento8 páginasTECNOLOGIA DE LAS MAQUINAS HERRAMIENTA Unidad 5Julio C. Camargo SantosAún no hay calificaciones
- Septima Evidencia Virtual Geometria Afilado de Buriles para TornoDocumento2 páginasSeptima Evidencia Virtual Geometria Afilado de Buriles para TornoNicolas Barrera PoloAún no hay calificaciones
- Sierra CaladoraDocumento17 páginasSierra CaladoraMario GarciaAún no hay calificaciones
- Velocidades de CorteDocumento28 páginasVelocidades de CorteOrlandoLGodosAún no hay calificaciones
- Cola de MilanoDocumento8 páginasCola de MilanoMarco DiazAún no hay calificaciones
- Herrami ConosDocumento8 páginasHerrami ConosMecanizado SenaAún no hay calificaciones
- Mecanica de Banco y Afilado de Herramientas TR2Documento6 páginasMecanica de Banco y Afilado de Herramientas TR2Kevin MuñozAún no hay calificaciones
- Descripcion Del Cabezal DivisorDocumento7 páginasDescripcion Del Cabezal DivisorMiguel Emmanuel Rojas Terrones100% (1)
- Conformación de piezas en matriceríaDocumento22 páginasConformación de piezas en matriceríaRuben MondragonAún no hay calificaciones
- Fresadora VerticalDocumento5 páginasFresadora VerticalCamilo HernandezAún no hay calificaciones
- Torneado: Proceso y ParámetrosDocumento25 páginasTorneado: Proceso y ParámetrosJosueHerrera0% (1)
- MoleteadoDocumento5 páginasMoleteadoElber GalargaAún no hay calificaciones
- Afilado de Cuchillas para Tornos 02Documento30 páginasAfilado de Cuchillas para Tornos 02M Laura EdderAún no hay calificaciones
- Laboratorio. 4 Codigo G02 - G03 - Simulación - AsdDocumento20 páginasLaboratorio. 4 Codigo G02 - G03 - Simulación - AsdAngelAún no hay calificaciones
- Mecanizado de ArbolesDocumento5 páginasMecanizado de ArbolesidexchimbiteAún no hay calificaciones
- Fresadoras ExposicionDocumento27 páginasFresadoras ExposicionricardoAún no hay calificaciones
- Ensayo Refrentado y ConicoDocumento4 páginasEnsayo Refrentado y ConicoIvan JoseAún no hay calificaciones
- Medidores y herramientas de precisión paraDocumento3 páginasMedidores y herramientas de precisión paraOscar Fernandez AlconAún no hay calificaciones
- Plegadora Hidraulica Mp3003 CNC 997 1407268418Documento70 páginasPlegadora Hidraulica Mp3003 CNC 997 1407268418Abelardo PeironeAún no hay calificaciones
- Hoja de procesos para pieza de ingeniería electromecánicaDocumento5 páginasHoja de procesos para pieza de ingeniería electromecánicaGuido AndinoAún no hay calificaciones
- Operaciones en El TornoDocumento6 páginasOperaciones en El TornorozureAún no hay calificaciones
- FRESADODocumento6 páginasFRESADOJudith CervantesAún no hay calificaciones
- Torno mecánico: Definición y partesDocumento17 páginasTorno mecánico: Definición y partesricardogeAún no hay calificaciones
- 2 - Trabajo en BancoDocumento20 páginas2 - Trabajo en BancoDiego MartinezAún no hay calificaciones
- Tecnología Mecánica I: Procesos de fabricación, materiales y maquinadoDocumento6 páginasTecnología Mecánica I: Procesos de fabricación, materiales y maquinadoJuan Carlos Loza RodriguezAún no hay calificaciones
- Control de Calidad en Las FundicionesDocumento42 páginasControl de Calidad en Las FundicionesFernando GuamánAún no hay calificaciones
- Calculo de Funciones TrigonométricasDocumento10 páginasCalculo de Funciones TrigonométricasJC Javier Curo100% (1)
- Hoja de ProcesosDocumento4 páginasHoja de ProcesosCristian LudeñaAún no hay calificaciones
- Operaciones de Cilindrado y Roscado en El Torno PDFDocumento9 páginasOperaciones de Cilindrado y Roscado en El Torno PDFjorge antonio aguilar valienteAún no hay calificaciones
- Proceso FresadoDocumento24 páginasProceso Fresado3dx4rdo.obAún no hay calificaciones
- Informe TORNODocumento17 páginasInforme TORNOAldair AHAún no hay calificaciones
- 67.15 Unidad 10Documento161 páginas67.15 Unidad 10Diego Chiliquinga100% (1)
- Proceso de Fabricacion (Fresadora)Documento9 páginasProceso de Fabricacion (Fresadora)jairoluiskiwi100% (1)
- Plantilla Senati Refrentado - PPTX Jose Castillo BurgosDocumento16 páginasPlantilla Senati Refrentado - PPTX Jose Castillo BurgosJose Castillo BurgosAún no hay calificaciones
- Matriz de DobladoDocumento21 páginasMatriz de DobladoBastián EscribanoAún no hay calificaciones
- Practica 1 - TornoDocumento9 páginasPractica 1 - TornoJafet garcia100% (2)
- Operaciones de Mecanizado y Máquina HerramientaDocumento35 páginasOperaciones de Mecanizado y Máquina HerramientaCarlosSantanaAún no hay calificaciones
- Diseño molde inyección pieza automotrizDocumento6 páginasDiseño molde inyección pieza automotrizMaicolAndresOchoaAcevedoAún no hay calificaciones
- Tareas de taller mecánicoDocumento16 páginasTareas de taller mecánicoLuisEnriqueCarbajalHuisaAún no hay calificaciones
- Velocidad de Corte TornoDocumento3 páginasVelocidad de Corte TornoAndrewRAún no hay calificaciones
- Tallado de Engranes-Mecanizado Sina Rranque de VirutaDocumento69 páginasTallado de Engranes-Mecanizado Sina Rranque de VirutaguillermotranquiniAún no hay calificaciones
- Troqueles progresivos para altas produccionesDocumento49 páginasTroqueles progresivos para altas produccionesgiovannihurtadoAún no hay calificaciones
- Formacion de VirutaDocumento3 páginasFormacion de Virutaluis revolloAún no hay calificaciones
- Cuchillas para TornoDocumento8 páginasCuchillas para TornoEdison Tigmasa50% (2)
- Geometria de Las Herramientas de CorteDocumento21 páginasGeometria de Las Herramientas de CorteIvan ViteAún no hay calificaciones
- Guía de Operación y Programación Torno CNCDocumento12 páginasGuía de Operación y Programación Torno CNCProfeAlexisAún no hay calificaciones
- 2 - Circuito 9 24Documento2 páginas2 - Circuito 9 24ProfeAlexisAún no hay calificaciones
- Construcción de Batería Casera para EmergenciasDocumento2 páginasConstrucción de Batería Casera para EmergenciasProfeAlexisAún no hay calificaciones
- Guía N°1 OndasDocumento5 páginasGuía N°1 OndasProfeAlexisAún no hay calificaciones
- Ppt01 Adolescencia y Drogas NuevaDocumento23 páginasPpt01 Adolescencia y Drogas NuevaProfeAlexisAún no hay calificaciones
- Prueba c-2Documento1 páginaPrueba c-2ProfeAlexisAún no hay calificaciones
- Terremoto SDocumento9 páginasTerremoto SProfeAlexisAún no hay calificaciones
- Tabla de Evaluación para Informes TécnicosDocumento1 páginaTabla de Evaluación para Informes TécnicosProfeAlexisAún no hay calificaciones
- Resolucion de ConflictosDocumento13 páginasResolucion de ConflictosProfeAlexisAún no hay calificaciones
- Construcción de Batería Casera 2 para EmergenciasDocumento2 páginasConstrucción de Batería Casera 2 para EmergenciasProfeAlexisAún no hay calificaciones
- Guia #2 Fisica 1° MedioDocumento2 páginasGuia #2 Fisica 1° MedioProfeAlexisAún no hay calificaciones
- Prueba de OeiDocumento2 páginasPrueba de OeiProfeAlexisAún no hay calificaciones
- Guia #2 Fisica 1° MedioDocumento2 páginasGuia #2 Fisica 1° MedioProfeAlexisAún no hay calificaciones
- Guía Máquinas EléctricasDocumento5 páginasGuía Máquinas EléctricasProfeAlexisAún no hay calificaciones
- Catalogo Valvula Comando 1050Documento19 páginasCatalogo Valvula Comando 1050ProfeAlexisAún no hay calificaciones
- Guía N°2 LuzDocumento2 páginasGuía N°2 LuzProfeAlexisAún no hay calificaciones
- SensoresDocumento1 páginaSensoresProfeAlexisAún no hay calificaciones
- Guía N°1 OndasDocumento5 páginasGuía N°1 OndasProfeAlexisAún no hay calificaciones
- Guia 2 Procesos MinerosDocumento5 páginasGuia 2 Procesos MinerosProfeAlexisAún no hay calificaciones
- Libreto Acto 21 de MayoDocumento6 páginasLibreto Acto 21 de MayoProfeAlexisAún no hay calificaciones
- 5 - Circuito 9 36Documento2 páginas5 - Circuito 9 36ProfeAlexisAún no hay calificaciones
- Camiones de Extracción 1Documento1 páginaCamiones de Extracción 1ProfeAlexisAún no hay calificaciones
- Powerpointecologiamineria 110930162859 Phpapp02Documento28 páginasPowerpointecologiamineria 110930162859 Phpapp02ProfeAlexisAún no hay calificaciones
- Descripcion Basica de Un Circuito ElectricoDocumento7 páginasDescripcion Basica de Un Circuito ElectricoMelissa Acosta MAún no hay calificaciones
- Circuito Simple 9 12Documento2 páginasCircuito Simple 9 12ProfeAlexisAún no hay calificaciones
- Cot - Torno - Paral - Univ - CO632A - Comp - Educ - Juan - José - La Torre - 26.06.2013Documento3 páginasCot - Torno - Paral - Univ - CO632A - Comp - Educ - Juan - José - La Torre - 26.06.2013ProfeAlexisAún no hay calificaciones
- 3 - Circuito 9 32Documento3 páginas3 - Circuito 9 32ProfeAlexisAún no hay calificaciones
- Proceso de TitulaciónDocumento2 páginasProceso de TitulaciónProfeAlexisAún no hay calificaciones
- Fisica Mecanica 3ero MedioDocumento147 páginasFisica Mecanica 3ero Mediozapador2222Aún no hay calificaciones
- Rocasymineralesindustrialesenchilesituacinyperspectivas 120418123443 Phpapp02Documento60 páginasRocasymineralesindustrialesenchilesituacinyperspectivas 120418123443 Phpapp02ProfeAlexisAún no hay calificaciones
- Cosecha y ComercializacionDocumento11 páginasCosecha y Comercializacionwilber1080% (5)
- Actividades Unidad de Competencia 1 Quimica Ii 21BDocumento17 páginasActividades Unidad de Competencia 1 Quimica Ii 21BMafer HerreraAún no hay calificaciones
- 1478 de 2006Documento76 páginas1478 de 2006Leidy Johanna Alvarez Trejos100% (1)
- Del Tequesquite Al Adn 1Documento28 páginasDel Tequesquite Al Adn 1Sara LópezAún no hay calificaciones
- Plano Cimentacion Coliseo Es CimentacionDocumento1 páginaPlano Cimentacion Coliseo Es CimentacionMarllel Esthéfany Vásquez GóezAún no hay calificaciones
- Via IntranasalDocumento18 páginasVia IntranasalTony Orozco100% (1)
- Atlas Copco 4.11 TraduccionDocumento122 páginasAtlas Copco 4.11 Traduccioncristian saldivar100% (2)
- Guia Acidez y BasicidadDocumento3 páginasGuia Acidez y BasicidadJuan BuffaAún no hay calificaciones
- Ficha Tec. Modelo TSW-4Documento1 páginaFicha Tec. Modelo TSW-4Alexander Huaynate CanorioAún no hay calificaciones
- Papelera rectangular 30L para oficinas y hogarDocumento1 páginaPapelera rectangular 30L para oficinas y hogarJuro_244303Aún no hay calificaciones
- Informe de Laboratorio Oficial 1Documento21 páginasInforme de Laboratorio Oficial 1Cesar pariAún no hay calificaciones
- Apéndices Del Sistema de DetraccionesDocumento8 páginasApéndices Del Sistema de DetraccionesFranklinAún no hay calificaciones
- 1Documento10 páginas1Arlet BibriescaAún no hay calificaciones
- Grupo 2 - PPT Ceramicos Procesos 2 - Profesor MoralesDocumento21 páginasGrupo 2 - PPT Ceramicos Procesos 2 - Profesor MoralesFelipe De SagitarioAún no hay calificaciones
- Proyecto de Grado-1Documento86 páginasProyecto de Grado-1RckrLifeAún no hay calificaciones
- Determinación de acidez en jugo comercial mediante valoración ácido-baseDocumento4 páginasDeterminación de acidez en jugo comercial mediante valoración ácido-baseAlexa BarragánAún no hay calificaciones
- III BIM - BIOLOGIA - 4TO AÑO - Guia 2 - Fotosíntesis IDocumento8 páginasIII BIM - BIOLOGIA - 4TO AÑO - Guia 2 - Fotosíntesis Iprofesormiguel241Aún no hay calificaciones
- Alumno - : Víctor Manuel Pacheco MolinaDocumento5 páginasAlumno - : Víctor Manuel Pacheco MolinaCRISTINA ALATORRE BUSTAMANTEAún no hay calificaciones
- Introducción a la elaboración de productos de aseo y cosméticos - Materiales necesariosDocumento13 páginasIntroducción a la elaboración de productos de aseo y cosméticos - Materiales necesariosmilovillaAún no hay calificaciones
- KAFH OT 2E 07-18 16072018 ES Web 2 PDFDocumento24 páginasKAFH OT 2E 07-18 16072018 ES Web 2 PDFGabriela CanaviriAún no hay calificaciones
- Acidos y BasesDocumento13 páginasAcidos y BasesAlvaro Jhonny Ortega QuispeAún no hay calificaciones
- Acido AdipicoDocumento3 páginasAcido AdipicoYohana PeñaAún no hay calificaciones
- Grupo 2 Equipo 5 Entrega 2 - Acetato de IsobutiloDocumento25 páginasGrupo 2 Equipo 5 Entrega 2 - Acetato de IsobutiloSantiago MartinezAún no hay calificaciones
- Ponce Ie 1C EnsayoDocumento6 páginasPonce Ie 1C EnsayoJesus PonceAún no hay calificaciones
- Leche NaturalDocumento6 páginasLeche NaturalRosario HidalgoAún no hay calificaciones
- Licuado Antiinflamatorio y Reparador Del IntestinoDocumento2 páginasLicuado Antiinflamatorio y Reparador Del IntestinoMiguel Onofre LavinAún no hay calificaciones
- Definicion de LewisDocumento6 páginasDefinicion de LewisbryanAún no hay calificaciones
- Plan manejo residuos biológicosDocumento1 páginaPlan manejo residuos biológicoskevin bellidoAún no hay calificaciones
- Invernaderos MeridaDocumento10 páginasInvernaderos MeridaJosé Luis RomeroAún no hay calificaciones