También podría gustarte
- Cambio de pastillas de freno en menos de 40 pasosDocumento9 páginasCambio de pastillas de freno en menos de 40 pasosAldair AHAún no hay calificaciones
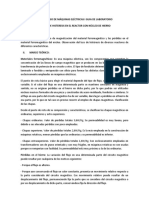
- Lab-05 Materiales No FerrososDocumento6 páginasLab-05 Materiales No Ferrososchaos en venaAún no hay calificaciones
- Tablas de Torque para Pernos y TuercasDocumento5 páginasTablas de Torque para Pernos y Tuercasalex alex100% (3)
- Plan de Produccion - LlaveroDocumento22 páginasPlan de Produccion - LlaveroErika Sánchez50% (2)
- Mastercam RouterDocumento8 páginasMastercam RouterggkarthikeyanAún no hay calificaciones
- Respuestas de Mecanica y Ajuste de BancoDocumento10 páginasRespuestas de Mecanica y Ajuste de BancoJose Victor R Sanchez JimenezAún no hay calificaciones
- Equivalencias Certificado Profesionalidad y FPDocumento3 páginasEquivalencias Certificado Profesionalidad y FPalpinibisAún no hay calificaciones
- El TornoDocumento15 páginasEl TornoquobadiAún no hay calificaciones
- Practica Torno (Manufactura)Documento9 páginasPractica Torno (Manufactura)Manuel PorrasAún no hay calificaciones
- Partes Del TornoDocumento27 páginasPartes Del TornoVictor Mamani ZarateAún no hay calificaciones
- ASERRADODocumento27 páginasASERRADOJuan Carlos Narvaez CamachoAún no hay calificaciones
- Lab DC - Informe 6Documento10 páginasLab DC - Informe 6Jhonatan Rios LedezmaAún no hay calificaciones
- DocumentoDocumento6 páginasDocumentoJavier VenturaAún no hay calificaciones
- O. de Fresado v. AngularesDocumento4 páginasO. de Fresado v. AngularesCarlos Kevin Villanueva MartinezAún no hay calificaciones
- 9-Introduccion A La CepilladoraDocumento12 páginas9-Introduccion A La CepilladoraJosue AvilaAún no hay calificaciones
- Plato Autocentrador de Tres GarrasDocumento12 páginasPlato Autocentrador de Tres GarrasHugo MorenoAún no hay calificaciones
- Torno para madera con transmisión por poleasDocumento23 páginasTorno para madera con transmisión por poleasLuis Javier GallardoAún no hay calificaciones
- Limadora: descripción y funcionamientoDocumento5 páginasLimadora: descripción y funcionamientoWilliam Alejandro Escalona AriasAún no hay calificaciones
- Taladro de Columnas Equipo 5Documento21 páginasTaladro de Columnas Equipo 5Alexis MontelongoAún no hay calificaciones
- 9 Practica de Limadora - Taller BasicoDocumento18 páginas9 Practica de Limadora - Taller BasicoXavier Mantilla Morán0% (1)
- Rodamientos y sus tiposDocumento11 páginasRodamientos y sus tiposIvan J. BonomiAún no hay calificaciones
- Sierra CaladoraDocumento17 páginasSierra CaladoraMario GarciaAún no hay calificaciones
- Propiedades de Las Transmisiones Por CorreaDocumento3 páginasPropiedades de Las Transmisiones Por CorreaCarlos Alberto LastraAún no hay calificaciones
- Montaje y Desmontaje de Componentes Mecánicos - Impulsor - Realizado Por Raúl Axel Arévalo ChávezDocumento23 páginasMontaje y Desmontaje de Componentes Mecánicos - Impulsor - Realizado Por Raúl Axel Arévalo ChávezAxel ArevaloAún no hay calificaciones
- Partes principales del torno paraleloDocumento11 páginasPartes principales del torno paraleloJazmin OlivaresAún no hay calificaciones
- Perno de Anclaje Vibracion GeneralDocumento18 páginasPerno de Anclaje Vibracion GeneralMirko Aldair Ramos CamposAún no hay calificaciones
- TORNO - InformeDocumento4 páginasTORNO - InformeErickCV0% (1)
- Tornillo Sin FinDocumento11 páginasTornillo Sin FinJuan Pablo Barrero Herrera0% (1)
- Maquinas y Herramientas ElectromecanicasDocumento22 páginasMaquinas y Herramientas ElectromecanicasDiiego JMAún no hay calificaciones
- Herramientas Manuales y Sus Aplicaciones en El TrabajoDocumento15 páginasHerramientas Manuales y Sus Aplicaciones en El Trabajowilmer mamaniAún no hay calificaciones
- Manual de Instrucciones para TornoDocumento13 páginasManual de Instrucciones para TornoMiguel Angel Vargas AchuAún no hay calificaciones
- Operaciones en El TornoDocumento6 páginasOperaciones en El TornorozureAún no hay calificaciones
- SierraDocumento13 páginasSierraCARLOS GUERRA0% (1)
- Maquinas HerramientasDocumento69 páginasMaquinas HerramientasDaniel SabinoAún no hay calificaciones
- Guía de TornoDocumento12 páginasGuía de TornoAndres BaenaAún no hay calificaciones
- Torneado CónicoDocumento7 páginasTorneado CónicoBryanMárquezAún no hay calificaciones
- Prontuario Perfiles LaminadosDocumento5 páginasProntuario Perfiles LaminadosJoseAngelTrigoAún no hay calificaciones
- Arranq Directo Motor Trifasico Asincrono - InformeDocumento11 páginasArranq Directo Motor Trifasico Asincrono - InformeEdwin LechonAún no hay calificaciones
- ProyectoDocumento6 páginasProyectoSheryl100% (1)
- Guia de Laboratorio 14Documento2 páginasGuia de Laboratorio 14Juan Carlos Zuñiga JustinianoAún no hay calificaciones
- Taladro de Pedestal SubsistemasDocumento3 páginasTaladro de Pedestal SubsistemasStephanie Sunako PatziAún no hay calificaciones
- Expo CNCDocumento9 páginasExpo CNCEmiliano Baeza HernandezAún no hay calificaciones
- Trabajo Final de Mantenimiento PredictivoDocumento12 páginasTrabajo Final de Mantenimiento PredictivoXww WxxsAún no hay calificaciones
- Maquinas de Corte Por CizalladoDocumento15 páginasMaquinas de Corte Por CizalladoLeonardoAlomiaAún no hay calificaciones
- Limado y cepillado: procesos, máquinas y herramientasDocumento388 páginasLimado y cepillado: procesos, máquinas y herramientasOscar MelendezAún no hay calificaciones
- Informe Virutaje - AjustajeDocumento17 páginasInforme Virutaje - AjustajeMauricio BonillaAún no hay calificaciones
- Cabezal divisor universalDocumento6 páginasCabezal divisor universalFer Jimenez FigueroaAún no hay calificaciones
- Negeralidades de Punzonado en MatriceriaDocumento9 páginasNegeralidades de Punzonado en Matriceriajose mamaniAún no hay calificaciones
- Tipos de Torno y PartesDocumento8 páginasTipos de Torno y PartesGaribay 05Aún no hay calificaciones
- Informe Lab 2Documento4 páginasInforme Lab 2anthony valdivia portugalAún no hay calificaciones
- Tipos de ArbolesDocumento38 páginasTipos de ArbolesMilton Patricio CajilemaAún no hay calificaciones
- COJINETES, Ejes y ResortesDocumento23 páginasCOJINETES, Ejes y ResortesCmario Gonzalez100% (1)
- Acoplamientos MecanicosDocumento7 páginasAcoplamientos MecanicosSarmiento Shori EnryqueAún no hay calificaciones
- Certificado de CargoDocumento6 páginasCertificado de CargoDavid A. Mamani LlachoAún no hay calificaciones
- ChavetasDocumento19 páginasChavetasJensel ManriqueAún no hay calificaciones
- Nte Inen 1144Documento5 páginasNte Inen 1144Seguridad SaludMDTAún no hay calificaciones
- Alternador-40Documento4 páginasAlternador-40Flor Yalle PichonAún no hay calificaciones
- Normas de Seguridad en TaladrosDocumento1 páginaNormas de Seguridad en Taladrosjasonlindo100% (2)
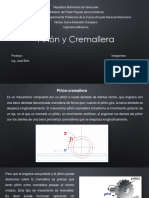
- Piñon y CremalleraDocumento12 páginasPiñon y CremalleraAlquimedes CermeñoAún no hay calificaciones
- Rodamientos y CoginetesDocumento10 páginasRodamientos y CoginetesJosluis Sleiter FigueraAún no hay calificaciones
- Informe de Taller Mecanico. Torno TecsupDocumento19 páginasInforme de Taller Mecanico. Torno TecsupDerly Alarcon Alvarez67% (3)
- Informe de Taller Mecanico Torno TecsupDocumento19 páginasInforme de Taller Mecanico Torno Tecsupalex draxAún no hay calificaciones
- Proceso de Máquinas HerramientasDocumento68 páginasProceso de Máquinas HerramientasNoé Lara MtzAún no hay calificaciones
- VirutajeDocumento25 páginasVirutajeCristopher Ruiz CruzAún no hay calificaciones
- Clases de TornoDocumento11 páginasClases de TornocamiloalvarezAún no hay calificaciones
- Tipos de TornosDocumento28 páginasTipos de TornosEddy MBAún no hay calificaciones
- Herramientas Mecanizadas de Tipo VirutajeDocumento16 páginasHerramientas Mecanizadas de Tipo VirutajeEdwin ToapantaAún no hay calificaciones
- Catalogo FusiblesDocumento22 páginasCatalogo FusiblesErick Francis Suárez VelásquezAún no hay calificaciones
- Lab - 1 - Propiedades Fisicas de Las RocasDocumento8 páginasLab - 1 - Propiedades Fisicas de Las RocasAldair AHAún no hay calificaciones
- Sistema Alimentacion GLP y GNVDocumento32 páginasSistema Alimentacion GLP y GNVAldair AHAún no hay calificaciones
- Catalogo de Relés HellaDocumento72 páginasCatalogo de Relés HellaExclusivo1100% (2)
- Ventajas y desventajas de la minería subterránea vs a cielo abiertoDocumento1 páginaVentajas y desventajas de la minería subterránea vs a cielo abiertoAldair AHAún no hay calificaciones
- Match FactorDocumento8 páginasMatch FactorAldair AHAún no hay calificaciones
- Costos de Produccio Fijos VariaDocumento5 páginasCostos de Produccio Fijos VariaAldair AHAún no hay calificaciones
- Pasta de SoldarDocumento4 páginasPasta de SoldarAldair AHAún no hay calificaciones
- Hoja de TareasDocumento2 páginasHoja de TareasAldair AHAún no hay calificaciones
- Centro de Masa Ejercicios Resueltos y PropuestosDocumento7 páginasCentro de Masa Ejercicios Resueltos y PropuestosAldair AHAún no hay calificaciones
- Lab 1 Prop FisicasDocumento19 páginasLab 1 Prop FisicasAldair AHAún no hay calificaciones
- Ciclo de Minado IIIDocumento71 páginasCiclo de Minado IIIAldair AHAún no hay calificaciones
- I BlastDocumento6 páginasI BlastAldair AHAún no hay calificaciones
- Manual HFK 010uDocumento33 páginasManual HFK 010u20061009B100% (1)
- Aire AtmosfericoDocumento10 páginasAire AtmosfericoAldair AHAún no hay calificaciones
- Relacion Con Los ClientesDocumento21 páginasRelacion Con Los ClientesAldair AHAún no hay calificaciones
- SISTEMADEENCENDIDODocumento54 páginasSISTEMADEENCENDIDOnancho12Aún no hay calificaciones
- Reutilizacion de Aguas GrisesDocumento12 páginasReutilizacion de Aguas GrisesAldair AHAún no hay calificaciones
- Tarea Del InternetDocumento4 páginasTarea Del InternetAldair AHAún no hay calificaciones
- Diagnóstico y Reparacion Del Sistema de ArranqueDocumento20 páginasDiagnóstico y Reparacion Del Sistema de ArranqueJohn Fredy Martínez Cardona85% (34)
- Ciclo de Minado IDocumento30 páginasCiclo de Minado IAldair AH100% (4)
- AsdDocumento1 páginaAsdAldair AHAún no hay calificaciones
- Sistema de Frenos Del AutomóvilDocumento1 páginaSistema de Frenos Del AutomóvilAldair AHAún no hay calificaciones
- Informe de Análisis CompletoDocumento8 páginasInforme de Análisis CompletoAldair AHAún no hay calificaciones
- Asignacion de TermodinamicaDocumento8 páginasAsignacion de TermodinamicaAldair AHAún no hay calificaciones
- Info 5 Seguridad - ErgonomiaDocumento4 páginasInfo 5 Seguridad - ErgonomiaAldair AHAún no hay calificaciones
- TOPOGRAFÍADocumento5 páginasTOPOGRAFÍAAldair AHAún no hay calificaciones
- TOPOGRAFÍADocumento5 páginasTOPOGRAFÍAAldair AHAún no hay calificaciones
- Centro de Mecanizado Codigos GDocumento5 páginasCentro de Mecanizado Codigos Galex carvajalAún no hay calificaciones
- Soporte de pestañadora hojas de procesoDocumento5 páginasSoporte de pestañadora hojas de procesoIsmael Rojas AscuyAún no hay calificaciones
- Planos Mecánicos - Resumen Modulo 2Documento25 páginasPlanos Mecánicos - Resumen Modulo 2fabianmanosalvaAún no hay calificaciones
- Tecnología de Grupos PDFDocumento21 páginasTecnología de Grupos PDFLaura Belen0% (2)
- Grupo - TecmeDocumento24 páginasGrupo - TecmeMaria JuliaAún no hay calificaciones
- Catalogo TaladroDocumento4 páginasCatalogo Taladrovictor amsaAún no hay calificaciones
- AlcayataDocumento19 páginasAlcayataoswaldomaynascondoriAún no hay calificaciones
- Taladrado, Mandrinado, Brochado y CepilladoDocumento56 páginasTaladrado, Mandrinado, Brochado y CepilladoOrlando Tapia BenitesAún no hay calificaciones
- Torno Ce460x1500Documento4 páginasTorno Ce460x1500Jose MontesAún no hay calificaciones
- AF4 - Aleaciones AeroespacialesDocumento8 páginasAF4 - Aleaciones AeroespacialesKevin PancardoAún no hay calificaciones
- MCNC-Definición, Ventajas y ComponentesDocumento19 páginasMCNC-Definición, Ventajas y ComponentesJose ChuyesAún no hay calificaciones
- Anexo GDocumento40 páginasAnexo GIsamar MoralesAún no hay calificaciones
- Números GeneradoresDocumento23 páginasNúmeros GeneradoresEder RosasAún no hay calificaciones
- Mold PermanentesDocumento11 páginasMold PermanentesJose Antonio Neciosup CabanillasAún no hay calificaciones
- Sesión No.9 Diagrama de Actividades Múltiples (DAM)Documento43 páginasSesión No.9 Diagrama de Actividades Múltiples (DAM)Leonardo Rodriguez Chavez100% (1)
- Control 2 GMC 14-15 Con Solución 3Documento16 páginasControl 2 GMC 14-15 Con Solución 3JJJAún no hay calificaciones
- 4.1. - El Formato de La Hoja de Proceso. - DPMCM01. - Procesos de Mecanizado Por Arranque de VirutaDocumento3 páginas4.1. - El Formato de La Hoja de Proceso. - DPMCM01. - Procesos de Mecanizado Por Arranque de VirutaOmar GarciaAún no hay calificaciones
- Consulta Torneado y ToleranciaDocumento7 páginasConsulta Torneado y ToleranciaAndres210293Aún no hay calificaciones
- Tema 3,3 Desprendimiento Por VirutaDocumento24 páginasTema 3,3 Desprendimiento Por VirutaArdentFalcon 86Aún no hay calificaciones
- Curriculo IVACDocumento145 páginasCurriculo IVACTxemae TxAún no hay calificaciones
- Catalogo Mamut 2021Documento72 páginasCatalogo Mamut 2021Francisco BandaAún no hay calificaciones
- Manufactura Avanzada de Tipos de ProgramacionDocumento11 páginasManufactura Avanzada de Tipos de ProgramacionWilie JuarezAún no hay calificaciones
- Proyecto de Factibilidadultimo22Documento76 páginasProyecto de Factibilidadultimo22Felix Adrianzen100% (2)
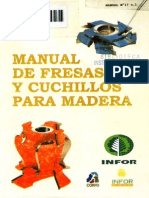
- Manual CuchillosDocumento120 páginasManual CuchillosMathu GarridoAún no hay calificaciones
- Practica FP Basica Taller No 1Documento8 páginasPractica FP Basica Taller No 1paauuulaa4Aún no hay calificaciones