También podría gustarte
- Caso de SeligramDocumento4 páginasCaso de Seligramd7angelesAún no hay calificaciones
- Caso SeligramDocumento4 páginasCaso SeligramsandralbyAún no hay calificaciones
- Selig RamDocumento11 páginasSelig RamQGNARIAún no hay calificaciones
- Analisis de Caso Seligram 2Documento4 páginasAnalisis de Caso Seligram 2Estefania AndradeAún no hay calificaciones
- Scholasstic Bras (Costos Por Ordenes)Documento10 páginasScholasstic Bras (Costos Por Ordenes)Larry SozaAún no hay calificaciones
- Planta Nro 2 de DanshuiDocumento16 páginasPlanta Nro 2 de Danshuironald nuñezAún no hay calificaciones
- Caso Prestige Telephone CompanyDocumento5 páginasCaso Prestige Telephone CompanyanaAún no hay calificaciones
- Huron Automotive CompanyDocumento16 páginasHuron Automotive CompanyPerci Lunarejo100% (1)
- Caso Harvard Superior Manufacturing CompanyDocumento6 páginasCaso Harvard Superior Manufacturing CompanyFran Sanchez33% (3)
- Caso ABC Destin Brass ProductsDocumento9 páginasCaso ABC Destin Brass ProductsJOHN MORENOAún no hay calificaciones
- Sippican Corporation (A) Guiìa Est LNADocumento4 páginasSippican Corporation (A) Guiìa Est LNARicardo BalcázarAún no hay calificaciones
- Seminario de FinanzasDocumento12 páginasSeminario de FinanzasfabricioAún no hay calificaciones
- Classic Pen CompanyDocumento5 páginasClassic Pen CompanyOlenka Diaz Vilchez100% (1)
- AP - Análisis Caso DanshuiDocumento2 páginasAP - Análisis Caso DanshuiNicoleEstefanianiaAún no hay calificaciones
- Classic Pen Company - Grupo 13Documento2 páginasClassic Pen Company - Grupo 13Eduardo Enmanuel Santamaria Mendoza100% (1)
- HamptonDocumento16 páginasHamptonchinita17_173Aún no hay calificaciones
- Caso Danshui ResueltoDocumento3 páginasCaso Danshui ResueltoJavier Diaz75% (4)
- Caso Superior Manufacturing Company - Grupo 3Documento9 páginasCaso Superior Manufacturing Company - Grupo 3Carlos Sampén50% (2)
- Press CoDocumento3 páginasPress CoMarciaFrankeAún no hay calificaciones
- Huron AutomotiveDocumento8 páginasHuron AutomotiveErika LozanoAún no hay calificaciones
- Documento Caso SHUNDocumento8 páginasDocumento Caso SHUNdaniel bejaranoAún no hay calificaciones
- 7 - Informe Caso SHUN Electronics CompanyDocumento5 páginas7 - Informe Caso SHUN Electronics CompanyJuan PerezAún no hay calificaciones
- NIKE INC Costo de CapitalDocumento12 páginasNIKE INC Costo de Capitaltatalo11_892585174Aún no hay calificaciones
- Caso HiltonDocumento13 páginasCaso Hiltonstephanny valdivia100% (2)
- Documento Caso SALEMDocumento7 páginasDocumento Caso SALEMdaniel bejarano100% (1)
- Huron Automotive CompanyDocumento2 páginasHuron Automotive Companymabarcau50% (2)
- Sippican PORTUGUESSDocumento60 páginasSippican PORTUGUESSFerSorin50% (4)
- Baldwin Bicycle CompanyDocumento9 páginasBaldwin Bicycle CompanyThomas AsutenAún no hay calificaciones
- 3 - Caso Shun Electronics PDFDocumento7 páginas3 - Caso Shun Electronics PDFJuan PerezAún no hay calificaciones
- Caso Butler Lumber InternetDocumento10 páginasCaso Butler Lumber InternetJavichoSurcoAún no hay calificaciones
- Prestige Telephone Company - Grupo 1Documento7 páginasPrestige Telephone Company - Grupo 1anaAún no hay calificaciones
- Caso SalemDocumento6 páginasCaso SalemANDREA RODRIGUEZ DUARTE100% (1)
- Caso Polar SportDocumento23 páginasCaso Polar SportKevyn ProañoAún no hay calificaciones
- Tha Body Shop International PLC 2001 An Introduction To Financial ModelingDocumento4 páginasTha Body Shop International PLC 2001 An Introduction To Financial Modelingrolandop20Aún no hay calificaciones
- Alternativas Destin Brass Products CoDocumento3 páginasAlternativas Destin Brass Products CoCarlitoshugo Velásquez AguirreAún no hay calificaciones
- Salem Telephone CompanyDocumento15 páginasSalem Telephone Companyronald nuñez100% (1)
- Caso - Destin Brass Products CoDocumento14 páginasCaso - Destin Brass Products CostratetradeAún no hay calificaciones
- Enunciado Ej1 Taller 6aDocumento5 páginasEnunciado Ej1 Taller 6aLuis Arnulfo Sanchez DiazAún no hay calificaciones
- Solucion Caso Classic Pen Costeo ABCDocumento6 páginasSolucion Caso Classic Pen Costeo ABCHelen Junayssi Orozco PinellAún no hay calificaciones
- Huron Automotive CompanyDocumento7 páginasHuron Automotive CompanyJosé MorochoAún no hay calificaciones
- Tema Del Trabajo - Hilton Manufacturing CompanyDocumento9 páginasTema Del Trabajo - Hilton Manufacturing Companystephanny valdiviaAún no hay calificaciones
- Caso Azienda VinicolaDocumento3 páginasCaso Azienda VinicolaErling FajardoAún no hay calificaciones
- Industrial GrindersDocumento5 páginasIndustrial Grindersrolandop20Aún no hay calificaciones
- 2prestige Telephone Company Hoja Preparación 2020-09Documento1 página2prestige Telephone Company Hoja Preparación 2020-09Lizeth Rosmery Rodriguez VillegasAún no hay calificaciones
- Caso Sippican EntregarDocumento6 páginasCaso Sippican EntregarGerald OjedaAún no hay calificaciones
- Productos de MetalDocumento3 páginasProductos de MetalNena Bonilla33% (3)
- Wilkerson Caso FinalDocumento6 páginasWilkerson Caso FinalRamon Sanchez100% (3)
- Ci 24 Industrial GrindersDocumento28 páginasCi 24 Industrial GrindersrenteivanAún no hay calificaciones
- Anexos Signatron CorporationDocumento4 páginasAnexos Signatron Corporationrenteivan0% (2)
- Chemalite A y BDocumento38 páginasChemalite A y BMonika Harel Castro100% (3)
- Chemalite AnalisisDocumento2 páginasChemalite Analisisrenteivan0% (1)
- Jackson Automotive Systems (Pro Forma) FinalDocumento18 páginasJackson Automotive Systems (Pro Forma) FinalCarolina CF100% (1)
- La BugaderiaDocumento18 páginasLa BugaderiaFrancisco AguilarAún no hay calificaciones
- Caso WilkersonDocumento2 páginasCaso WilkersonJherson Gilbert Peña Prado100% (1)
- Caso Classic Pen Company - Grupo 2Documento8 páginasCaso Classic Pen Company - Grupo 2Anonymous ys9PURAún no hay calificaciones
- ProdesdirDocumento17 páginasProdesdirJoseLuisRamirezFeijooAún no hay calificaciones
- Copia de Play Time ToyDocumento25 páginasCopia de Play Time ToyThomas AsutenAún no hay calificaciones
- Anaqueles Industriales SADocumento2 páginasAnaqueles Industriales SArenteivan0% (2)
- Cuestiones y Ejercicios de Costeo Basado en ActividadesDocumento6 páginasCuestiones y Ejercicios de Costeo Basado en ActividadesMarys Martinez25% (4)
- CostosDocumento3 páginasCostosGabrielaDelPilarVelaAún no hay calificaciones
- Evangelismo Reformado - Wilbur MaderaDocumento5 páginasEvangelismo Reformado - Wilbur MaderaJosue Cajahuaman OscateguiAún no hay calificaciones
- Efesios Responsabilidad de Hijos A PadresDocumento7 páginasEfesios Responsabilidad de Hijos A PadresJosue Cajahuaman OscateguiAún no hay calificaciones
- ElGranPanoramaDivino (Resumen)Documento7 páginasElGranPanoramaDivino (Resumen)Josue Cajahuaman OscateguiAún no hay calificaciones
- Diseño de Proyectos de Inversión Con El Enfoque de Marco Lógico PDFDocumento95 páginasDiseño de Proyectos de Inversión Con El Enfoque de Marco Lógico PDFesauardila100% (2)
- Manual ITILDocumento4 páginasManual ITILluzivanmoraisAún no hay calificaciones
- El Hombre Que Pisó Su SombraDocumento7 páginasEl Hombre Que Pisó Su SombraCarolina Gutiérrez Arrieta100% (1)
- Ensayo Control FiscalDocumento4 páginasEnsayo Control Fiscalkarolvalentina50% (2)
- UntitledDocumento11 páginasUntitledVicente KAún no hay calificaciones
- Contactos CofeprisDocumento243 páginasContactos CofeprisCésar PorrasAún no hay calificaciones
- Calculo Mecánico en Vanos Desnivelados PDFDocumento16 páginasCalculo Mecánico en Vanos Desnivelados PDFZtǾnee Arnie TenǾrio MǾntesAún no hay calificaciones
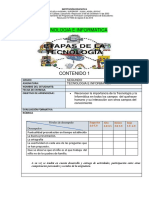
- Tecnología e Informática 1Documento7 páginasTecnología e Informática 1Miriam AnguloAún no hay calificaciones
- Diagrama de Operaciones - Brazo HidráulicoDocumento1 páginaDiagrama de Operaciones - Brazo HidráulicoVictorAún no hay calificaciones
- 5° Grado - Actividad Del Dia 05 de SetiembreDocumento26 páginas5° Grado - Actividad Del Dia 05 de SetiembreMARILYN ESPINOZA BALVINAún no hay calificaciones
- ElectroquímicaDocumento17 páginasElectroquímicaEmy MontesAún no hay calificaciones
- Solucion Taller IndividualDocumento5 páginasSolucion Taller IndividualjunitabonitaAún no hay calificaciones
- Humanismo Universidad y CulturaDocumento5 páginasHumanismo Universidad y CulturaEstefania ChangoAún no hay calificaciones
- Caso ClínicoDocumento21 páginasCaso ClínicoPedro Armando López BarreraAún no hay calificaciones
- VDLRR Ev1.3 QFDocumento11 páginasVDLRR Ev1.3 QFVanessa De la RosaAún no hay calificaciones
- Admin Permiso Temporal Individual Compras Insumos Basicos Con Clave Unica 2237647 PDFDocumento1 páginaAdmin Permiso Temporal Individual Compras Insumos Basicos Con Clave Unica 2237647 PDFCarlos YañezAún no hay calificaciones
- Supervision EducativaDocumento6 páginasSupervision EducativaMaii delgadoAún no hay calificaciones
- Wuolah Free PRACTICA 2 MATLAB ALGEBRADocumento6 páginasWuolah Free PRACTICA 2 MATLAB ALGEBRAPaul ToaquizaAún no hay calificaciones
- Solucion Numerica de Ecuaciones No LinealesDocumento30 páginasSolucion Numerica de Ecuaciones No LinealesSergio MamaniAún no hay calificaciones
- 7 2 Teoria ColasDocumento30 páginas7 2 Teoria ColasRigobertoAlexandValladaresAún no hay calificaciones
- Ingenieria de Valuaciones - 2019!15!03Documento111 páginasIngenieria de Valuaciones - 2019!15!03Denis Osorio Quinte67% (3)
- 08 - Ortografía de Las TildesDocumento6 páginas08 - Ortografía de Las TildesJholberth AvalosAún no hay calificaciones
- Simulacion ExamenCMRPDocumento9 páginasSimulacion ExamenCMRPjoseAún no hay calificaciones
- Manual de MontajeDocumento12 páginasManual de MontajePeter AmBalAún no hay calificaciones
- Me Tengo AMiDocumento60 páginasMe Tengo AMiValentina Denisse Fuentes Retamales100% (6)
- Tarea I Contabilidad Gubernamental Mariel MedinaDocumento6 páginasTarea I Contabilidad Gubernamental Mariel Medinajesica mesina paredesAún no hay calificaciones
- Criterios Evaluacion Con EjemplosDocumento34 páginasCriterios Evaluacion Con EjemplosAngelGoyzuetaAranaAún no hay calificaciones
- Conferencia AndresDocumento33 páginasConferencia AndresJhosser Javier Escalante HernándezAún no hay calificaciones
- Carlos HellerDocumento21 páginasCarlos HellerLuis Gustavo MartinezAún no hay calificaciones
- Tensiómetro Accura Dat - IGC - Innovación en Geosintéticos y ConstrucciónDocumento4 páginasTensiómetro Accura Dat - IGC - Innovación en Geosintéticos y ConstrucciónElio Anibal Flores RojasAún no hay calificaciones
- JUN2020 - CAF For Azure - Partner Webinar-FINALDocumento68 páginasJUN2020 - CAF For Azure - Partner Webinar-FINALestudio estudioAún no hay calificaciones
- AntropologiaDocumento5 páginasAntropologiaJosué DelgadoAún no hay calificaciones