También podría gustarte
- Test 3 ADocumento39 páginasTest 3 AEmilio Sepulveda CicuendezAún no hay calificaciones
- Procesos de Formado y Recubrimiento de MetalesDocumento22 páginasProcesos de Formado y Recubrimiento de MetalesArturo ZacariasAún no hay calificaciones
- Arenas de MoldeoDocumento13 páginasArenas de MoldeoMaria Heras100% (1)
- Tesisdefinitivo 10Documento49 páginasTesisdefinitivo 10Lider Ricardo Alarcon CardenasAún no hay calificaciones
- Informe de Cálculos (Corrección)Documento10 páginasInforme de Cálculos (Corrección)Alfonso VásquezAún no hay calificaciones
- Guía FundiciónDocumento31 páginasGuía FundiciónJose D ReyesAún no hay calificaciones
- Fundiciones de Hierro GrisDocumento23 páginasFundiciones de Hierro GrisoracioAún no hay calificaciones
- Solidificacion LingotesDocumento6 páginasSolidificacion LingotesMartín Pacherre RodríguezAún no hay calificaciones
- Moldes Desechables PMDocumento12 páginasMoldes Desechables PMEsmeralda Herndez100% (1)
- Modelos Desechables. FundiciónDocumento11 páginasModelos Desechables. FundiciónCesar ReyesAún no hay calificaciones
- Tipos de Hornos de CrisolDocumento3 páginasTipos de Hornos de CrisolFiorela RivasAún no hay calificaciones
- Designacion MetalesDocumento38 páginasDesignacion MetalesBladimir Jesús Vásquez Alave100% (1)
- FAARALDocumento15 páginasFAARALFERNANDA BECERRA100% (1)
- Moldeo en CáscaraDocumento19 páginasMoldeo en Cáscaradarroyo77Aún no hay calificaciones
- Fundición Por VacioDocumento16 páginasFundición Por VacioIvan Ortiz100% (1)
- Solidificación y Procesos de FundiciónDocumento73 páginasSolidificación y Procesos de FundiciónJosué López Ávalos100% (2)
- Sistema de Alimentación y Colada de Piezas FundidasDocumento66 páginasSistema de Alimentación y Colada de Piezas FundidasEnrique Arteaga100% (1)
- Diapositivas FundicionesDocumento12 páginasDiapositivas FundicionesRodolfo Augusto Guerrero ReyesAún no hay calificaciones
- CementacionDocumento12 páginasCementacionLUIS ANGEL MAX AGUILAR RAMIREZAún no hay calificaciones
- REEMBUTIDODocumento14 páginasREEMBUTIDOjesusAún no hay calificaciones
- Soldadura Blanda y FuerteDocumento33 páginasSoldadura Blanda y FuerteAmaya CreaciónAún no hay calificaciones
- Forjado, Tipos, ClasesDocumento17 páginasForjado, Tipos, ClasesPaul VelaAún no hay calificaciones
- Presentacion RecocidoDocumento14 páginasPresentacion RecocidoJose Eduardo Sandoval ValenzuelaAún no hay calificaciones
- Proyecto de Proceso de Manufactura 1. FundicionDocumento22 páginasProyecto de Proceso de Manufactura 1. FundicionKennethAún no hay calificaciones
- Fundicion de AluminioDocumento9 páginasFundicion de AluminioLuis Condo AlvarezAún no hay calificaciones
- Ensayo de ChispasDocumento6 páginasEnsayo de ChispasFiorella Cardenas CusirramosAún no hay calificaciones
- Moldeo Con ResinasDocumento20 páginasMoldeo Con ResinasMau Barahona100% (1)
- Preparacion de Moldes en ArenaDocumento6 páginasPreparacion de Moldes en Arenajose250688Aún no hay calificaciones
- Diagrama Hierro CarbonoDocumento16 páginasDiagrama Hierro CarbonoKevin horvathAún no hay calificaciones
- Unidad 4.2 Aceración en HAE-Metalurgia Secundaria-Colada ContinuaDocumento37 páginasUnidad 4.2 Aceración en HAE-Metalurgia Secundaria-Colada ContinuaCarlos GutierrezAún no hay calificaciones
- FundiciónDocumento12 páginasFundiciónjorge humberto100% (1)
- Examen. Proceso de ManufacturaDocumento17 páginasExamen. Proceso de Manufacturalandero_180% (1)
- Laboratorio 1Documento12 páginasLaboratorio 1XIIMEEAún no hay calificaciones
- Recocido y NormalizadoDocumento30 páginasRecocido y NormalizadoyezetaAún no hay calificaciones
- Solidificación de Metales y Soldadura11Documento25 páginasSolidificación de Metales y Soldadura11Anonymous HbkOpMq0% (1)
- Proceso de FundicionDocumento35 páginasProceso de FundicionErik Daza Diaz100% (1)
- Test de Microfundicion 1Documento3 páginasTest de Microfundicion 1oswaldo sanchezAún no hay calificaciones
- Aluminio y Sus AleacionesDocumento18 páginasAluminio y Sus Aleacionesagalarzag71% (7)
- Re CocidoDocumento6 páginasRe CocidoJosse CeervantesAún no hay calificaciones
- Proceso de Aglutinacion Quimica Caja CalienteDocumento3 páginasProceso de Aglutinacion Quimica Caja CalienteBrayan SifuentesAún no hay calificaciones
- Forja de MaterialesDocumento26 páginasForja de MaterialesD'yanara Kasandra Guerra RiegaAún no hay calificaciones
- Cuestionario Capitulo 15 EvaluacionDocumento3 páginasCuestionario Capitulo 15 EvaluacionCarla VillarteAún no hay calificaciones
- Conocimientos Del Proceso de FundicionDocumento71 páginasConocimientos Del Proceso de FundicionCarlos Alberto Rodriguez Obrina0% (1)
- Cianuración y CarbonitruraciónDocumento5 páginasCianuración y CarbonitruraciónLinda Zapata100% (1)
- Cuesitonario 11Documento3 páginasCuesitonario 11Javier RiveraAún no hay calificaciones
- Presion MetalostaticaDocumento36 páginasPresion MetalostaticaPxndx Alexander Huaytan Meza75% (4)
- 1 8Documento2 páginas1 8Kidry RobleroAún no hay calificaciones
- 3.5 Defectos en Fundicion Espe P.E.G.O.Documento9 páginas3.5 Defectos en Fundicion Espe P.E.G.O.Bryan Ortiz100% (1)
- Cuestionario 12-1Documento20 páginasCuestionario 12-1Leonel Cruz EspinozaAún no hay calificaciones
- Tecnologia de Fundicion ArticulosDocumento129 páginasTecnologia de Fundicion Articulosjose.figueroa@foseco.comAún no hay calificaciones
- Maquinado Con Abrasivos11Documento34 páginasMaquinado Con Abrasivos11antoniocrar100% (1)
- Preguntas de Repaso 4,5,6Documento7 páginasPreguntas de Repaso 4,5,6CarlosAlegriaLopez50% (2)
- Informe Labo 1 (Fundición en Molde de Arena)Documento11 páginasInforme Labo 1 (Fundición en Molde de Arena)vladimir quispe condoriAún no hay calificaciones
- Diagrama Hierro CarbonoDocumento4 páginasDiagrama Hierro CarbonogcalitoAún no hay calificaciones
- 2 Modeo Con ArenaDocumento22 páginas2 Modeo Con Arenaalejo_1620029170Aún no hay calificaciones
- Defectos Del AluminioDocumento8 páginasDefectos Del AluminioLuz Karin FloresAún no hay calificaciones
- Herramientas Utilizadas en La FundiciónDocumento3 páginasHerramientas Utilizadas en La FundiciónMarcelo Lizarraga De Gyves50% (2)
- Herramientas Utilizadas en La FundiciónDocumento3 páginasHerramientas Utilizadas en La FundiciónMarcelo Lizarraga De GyvesAún no hay calificaciones
- Defectos de FundicionDocumento16 páginasDefectos de Fundiciontlacatian0% (2)
- Defectos de La FundicionDocumento2 páginasDefectos de La FundicionAlan nAún no hay calificaciones
- Defectos de La Piezas MoldeadasDocumento17 páginasDefectos de La Piezas MoldeadasMaxis Gonzalez50% (2)
- Tutorial Unity3DDocumento31 páginasTutorial Unity3Dcalhoundoom100% (2)
- Tutorial Unity3DDocumento31 páginasTutorial Unity3Dcalhoundoom100% (2)
- Control Pid de Un Manipulador Robotico de 5 Grados de LibertadDocumento11 páginasControl Pid de Un Manipulador Robotico de 5 Grados de Libertadcalhoundoom100% (2)
- Diseño y Simulacion de Un Control Pid Optimizado Mediante Algoritmos de Inteligencia Computacional para Un Manipulador Robotico de 5 Grados de LibertadDocumento11 páginasDiseño y Simulacion de Un Control Pid Optimizado Mediante Algoritmos de Inteligencia Computacional para Un Manipulador Robotico de 5 Grados de Libertadcalhoundoom100% (1)
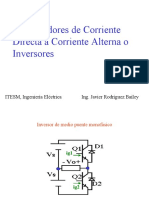
- InversoresDocumento55 páginasInversorescalhoundoom100% (1)
- Ensayo de Resistencia A CompresionDocumento20 páginasEnsayo de Resistencia A CompresionKebin ramos becerra100% (1)
- Aditivos para El ConcretoDocumento12 páginasAditivos para El ConcretoAnakir NanditoAún no hay calificaciones
- Diseño de La Tecnología de Tratamiento Térmico para Ejes de Acero 40X.Documento38 páginasDiseño de La Tecnología de Tratamiento Térmico para Ejes de Acero 40X.Javier Mantilla MegretAún no hay calificaciones
- 1.1 Informe Final de Residente de ObraDocumento8 páginas1.1 Informe Final de Residente de ObraJoseRodriguezAún no hay calificaciones
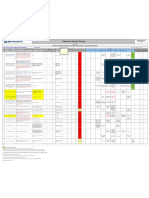
- Iperc - CorteDocumento92 páginasIperc - CorteFrank Rosales67% (3)
- PDF 01 Estandar de Sostenimiento Con Cimbras MetalicaspdfDocumento3 páginasPDF 01 Estandar de Sostenimiento Con Cimbras MetalicaspdfZamara AdAún no hay calificaciones
- Gobierno Del Estado de GuerreroDocumento13 páginasGobierno Del Estado de Guerrerofrancisco martinez mosquedaAún no hay calificaciones
- Presentación Laca Cataforetica (2022!11!15)Documento34 páginasPresentación Laca Cataforetica (2022!11!15)johnAún no hay calificaciones
- Relacion de InsumosDocumento7 páginasRelacion de InsumoslotarAún no hay calificaciones
- Ficha Tecnica Migsa BXF A7 Manguera de Prelavado de CubiertaDocumento1 páginaFicha Tecnica Migsa BXF A7 Manguera de Prelavado de CubiertamachumbawataAún no hay calificaciones
- Flete Terrestre.Documento4 páginasFlete Terrestre.ginoAún no hay calificaciones
- Brochure Sistemas Tecnologi-A Puma Tremco PDFDocumento18 páginasBrochure Sistemas Tecnologi-A Puma Tremco PDFJuan DabAún no hay calificaciones
- Cabañas ChicasDocumento1 páginaCabañas ChicasAldo Maya TelloAún no hay calificaciones
- Memoria Descriptiva Coiled TubingDocumento14 páginasMemoria Descriptiva Coiled Tubingjoseber36Aún no hay calificaciones
- Clases Inspector de CalidadDocumento52 páginasClases Inspector de CalidadAna BermudezAún no hay calificaciones
- Brochures Sistema Pre Fabricado para Entrepisos Conhsa PayhsaDocumento4 páginasBrochures Sistema Pre Fabricado para Entrepisos Conhsa Payhsaenrikeg0312Aún no hay calificaciones
- Defetologia de SoldaduraDocumento12 páginasDefetologia de Soldadurajuan david lucumiAún no hay calificaciones
- Hallite 714 - SP ArtwkDocumento2 páginasHallite 714 - SP ArtwkRPINILLA (EICO S.A.)Aún no hay calificaciones
- Curva de Esfuerzo y Deformación de Un Acero Ductil Astm A615Documento5 páginasCurva de Esfuerzo y Deformación de Un Acero Ductil Astm A615HENRYAún no hay calificaciones
- Materiales Electricos Agua DesahueDocumento10 páginasMateriales Electricos Agua DesahueGrauca ConstruccionesAún no hay calificaciones
- Hornos MetalurgicosDocumento26 páginasHornos MetalurgicosGaby Ticse Vila100% (1)
- Plateado PRT 1Documento4 páginasPlateado PRT 1Ruben Kapa TiconaAún no hay calificaciones
- Fichas Técnicas MOBILIARIODocumento114 páginasFichas Técnicas MOBILIARIOgre zegarraAún no hay calificaciones
- Hoke-Valvulas de BolaDocumento34 páginasHoke-Valvulas de BolaZts MksAún no hay calificaciones
- Cat Sodal PDFDocumento61 páginasCat Sodal PDFRodrigo Antonio Flores CruzAún no hay calificaciones
- 2011 - El Concreto en La Obra. Problemas, Causas y Soluciones (IMCyC)Documento61 páginas2011 - El Concreto en La Obra. Problemas, Causas y Soluciones (IMCyC)José Luis Llerena Delgado100% (1)
- p11 UTP-6020Documento1 páginap11 UTP-6020tacosanchezbrayanAún no hay calificaciones
- Plan de Trabajo Del Muro ZapataDocumento26 páginasPlan de Trabajo Del Muro ZapataJose BezzolosokolichAún no hay calificaciones
- Canalizacion de Sistemas Electricos 1Documento9 páginasCanalizacion de Sistemas Electricos 1Denilson GarciaAún no hay calificaciones