También podría gustarte
- Circuitos Hidráulico E215Documento24 páginasCircuitos Hidráulico E215Luis Carlos Ramos100% (2)
- Techdoc Print Page-17Documento10 páginasTechdoc Print Page-17Joel Rodríguez100% (2)
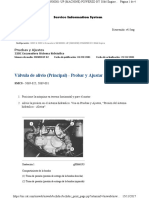
- Presión de Trabajo Bomba 1 (P1) y Bomba 2 (P2), Control y AjusteDocumento3 páginasPresión de Trabajo Bomba 1 (P1) y Bomba 2 (P2), Control y Ajustevidal100% (1)
- Ajuste de Las Valvulas de LineaDocumento10 páginasAjuste de Las Valvulas de Lineaalfredo solano100% (2)
- SK210 M8 Capitulo 4Documento28 páginasSK210 M8 Capitulo 4Jheison Valencia100% (3)
- Control de Flujo NegativoDocumento10 páginasControl de Flujo NegativoIng. Gabriel OrtizAún no hay calificaciones
- Bomba Principal (Caudal) - Probar - Control de Flujo de PotenciaDocumento16 páginasBomba Principal (Caudal) - Probar - Control de Flujo de PotenciaClemente Flores100% (1)
- Calibracion de La Valvula Reductora (P-S) PDFDocumento3 páginasCalibracion de La Valvula Reductora (P-S) PDFKINTOLOBOAún no hay calificaciones
- 6-Valvula Solenoide PDFDocumento4 páginas6-Valvula Solenoide PDFGian Carlos Levano CanalesAún no hay calificaciones
- Bomba Hidraulica PrincipalDocumento5 páginasBomba Hidraulica PrincipalIng. Gabriel OrtizAún no hay calificaciones
- Calibracion Presion de Alibio Herramienta 336Documento7 páginasCalibracion Presion de Alibio Herramienta 336jorge100% (1)
- Red de Resolvedores - 093618Documento7 páginasRed de Resolvedores - 093618Alejandro Ramos100% (1)
- Funcionamiento de Valvulas de Alivio 336DLDocumento4 páginasFuncionamiento de Valvulas de Alivio 336DLJhony Villano CasafrancaAún no hay calificaciones
- Funcionamiento Del Sistema de Inyeccion Bosch L JetronicDocumento5 páginasFuncionamiento Del Sistema de Inyeccion Bosch L JetronicerpajarolebrijanoAún no hay calificaciones
- 4 MantenimientoDocumento3 páginas4 MantenimientoYeison Leon Durango CastañedaAún no hay calificaciones
- Convertidor de Par DiagramaDocumento5 páginasConvertidor de Par DiagramaErickChávezAún no hay calificaciones
- 9 Calibracion Del VentiladorDocumento11 páginas9 Calibracion Del VentiladorDaruin Andres Florez Cardona100% (1)
- Wiring Diagram 33: Información de ServicioDocumento2 páginasWiring Diagram 33: Información de ServicioFútbol y más0% (1)
- Manual Valvula Maniobra Cargador Frontal L150e Volvo Partes Componentes Diagramas FuncionamientoDocumento15 páginasManual Valvula Maniobra Cargador Frontal L150e Volvo Partes Componentes Diagramas FuncionamientoBrahian Mijael Garrado GonzalesAún no hay calificaciones
- HIDROMEK Catálogo Excavadora HMK 230 LC - NUEVADocumento28 páginasHIDROMEK Catálogo Excavadora HMK 230 LC - NUEVAVladimir Machado MachadoAún no hay calificaciones
- Valve Auxiliar 420EDocumento4 páginasValve Auxiliar 420EWuagner MontoyaAún no hay calificaciones
- Advertencia de Sobrecarga - Juego - Si Está Equipado 330CDocumento10 páginasAdvertencia de Sobrecarga - Juego - Si Está Equipado 330Ckiddrix gamerAún no hay calificaciones
- Sistema de Control de Flujo Negativo 320D CON MOTOR C6.4Documento10 páginasSistema de Control de Flujo Negativo 320D CON MOTOR C6.4David manjarresAún no hay calificaciones
- Manuales - TX1014051-UN Ubicación de Los Componentes Del Mazo de Cables de La Transmisión (W9) Service ADVISOR™Documento5 páginasManuales - TX1014051-UN Ubicación de Los Componentes Del Mazo de Cables de La Transmisión (W9) Service ADVISOR™seba6487Aún no hay calificaciones
- CURSOFUNCIONAMIENTO SIST COMBUSTIBLE MOTOR CAT 3408E y 3412E PDFDocumento39 páginasCURSOFUNCIONAMIENTO SIST COMBUSTIBLE MOTOR CAT 3408E y 3412E PDFGerman Ramos German RamosAún no hay calificaciones
- b1m Calibracion 730Documento11 páginasb1m Calibracion 730javier perez100% (1)
- Ajuste de Valvulas de Rodillo CS56BDocumento5 páginasAjuste de Valvulas de Rodillo CS56Bricardo saicoAún no hay calificaciones
- Prueba de Presión de Inyectores Volvo D4DDocumento2 páginasPrueba de Presión de Inyectores Volvo D4DLuis Enrique PeñaAún no hay calificaciones
- Presentacion de Servicio Wa 200-250Documento147 páginasPresentacion de Servicio Wa 200-250WalterE.D.Aguilar100% (2)
- Motor PalaexcavadoraDocumento39 páginasMotor PalaexcavadoraMyt Mmni MaikSonyAún no hay calificaciones
- CLSSDocumento93 páginasCLSSyunyor100% (1)
- Manual de Dearmado de Cadenas PDFDocumento40 páginasManual de Dearmado de Cadenas PDFsergioAún no hay calificaciones
- Armado de MotorDocumento33 páginasArmado de MotorEdgarAún no hay calificaciones
- Valvula de Alivio PrincipalDocumento4 páginasValvula de Alivio PrincipalTEROAún no hay calificaciones
- Eaton-Mixer - Hydraulic Schematic PDFDocumento24 páginasEaton-Mixer - Hydraulic Schematic PDFduongpnAún no hay calificaciones
- EC360BLC VOLVO Motor de GiroDocumento3 páginasEC360BLC VOLVO Motor de Girohitler morales gavidiaAún no hay calificaciones
- Sistema Hidraulico VentiladorDocumento7 páginasSistema Hidraulico Ventiladoralberjose1Aún no hay calificaciones
- Válvula de Control (Pluma)Documento11 páginasVálvula de Control (Pluma)Juan MendozaAún no hay calificaciones
- Martillo NPK Gh3 (Pag. 1,7)Documento71 páginasMartillo NPK Gh3 (Pag. 1,7)José A VelascoAún no hay calificaciones
- Control de La Bomba (Flujo Negativo) - ProbarDocumento19 páginasControl de La Bomba (Flujo Negativo) - ProbarSan Gabriel Representaciones100% (1)
- C13 MHX RefrigeraciónDocumento6 páginasC13 MHX RefrigeraciónluisitolokitodAún no hay calificaciones
- Caracteristicas 769DDocumento28 páginasCaracteristicas 769DJulio MezaAún no hay calificaciones
- Codigos Error de PLD-02Documento22 páginasCodigos Error de PLD-02Daniel Rafael Torres RegardizAún no hay calificaciones
- 127.0.0.22 Sisweb Sisweb Techdoc Techdoc Print PageDocumento3 páginas127.0.0.22 Sisweb Sisweb Techdoc Techdoc Print Pagehyromec100% (2)
- Control de La Bomba (Sistema Hidráulico Principal) - Regulador de La Bomba PrincipalDocumento9 páginasControl de La Bomba (Sistema Hidráulico Principal) - Regulador de La Bomba Principalwadalla100100% (1)
- PasosDocumento29 páginasPasosTransaire SAS WEBAún no hay calificaciones
- Sistema Direccional Del 924GDocumento21 páginasSistema Direccional Del 924GRonaldo Aldair Gutierrez OrdinolaAún no hay calificaciones
- Diagrama 20 PDFDocumento5 páginasDiagrama 20 PDFEdgarAún no hay calificaciones
- Operación de Sistema Hidraulico 12GDocumento67 páginasOperación de Sistema Hidraulico 12GNick Fuenmayor AntunezAún no hay calificaciones
- Manual Autobuses Volvo Direccion Susspension Eje DelanteroDocumento34 páginasManual Autobuses Volvo Direccion Susspension Eje DelanteroMarcos Gonzalo KunoAún no hay calificaciones
- Calibrado de GobernadorDocumento15 páginasCalibrado de GobernadorCarlos CalvoAún no hay calificaciones
- Prueba de Barrido de La PRVDocumento2 páginasPrueba de Barrido de La PRVEderAún no hay calificaciones
- Safari - Aug 31, 2019 at 716 AMDocumento1 páginaSafari - Aug 31, 2019 at 716 AMWilson Vivas GrijalbaAún no hay calificaciones
- Ecm Codigos de FallaDocumento2 páginasEcm Codigos de FallaRicardo Carlos Benavente HuamanAún no hay calificaciones
- 6 - Ajustes de PresionesDocumento10 páginas6 - Ajustes de PresionesCamilo Andrés Perdomo Velasco100% (1)
- Ajuste Presiones LH307Documento9 páginasAjuste Presiones LH307oluyarAún no hay calificaciones
- 10 Test de PrestacionesDocumento12 páginas10 Test de PrestacionesDavid SolisAún no hay calificaciones
- 8 Pruebas y AjustesDocumento12 páginas8 Pruebas y Ajustesmarco Andrés100% (2)
- Scoop Curso CompletoDocumento17 páginasScoop Curso CompletoJesus Salamanca100% (2)
- Pruebas y Ajustes Sistema Hidraulico 320LDocumento30 páginasPruebas y Ajustes Sistema Hidraulico 320LLuis Alirio Casas Osorio100% (7)
- Trabajo de Bombas ReciprocantesDocumento10 páginasTrabajo de Bombas ReciprocantesIvan Jose PerezAún no hay calificaciones
- Manual Caja IsuzuDocumento64 páginasManual Caja IsuzuJaime Garcia100% (1)
- Introducción A Los Circuitos ElectroneumáticosDocumento15 páginasIntroducción A Los Circuitos ElectroneumáticosJorge Salazar AlcarazAún no hay calificaciones
- Compresores de GasDocumento13 páginasCompresores de GasFredyDavidSalasMartinezAún no hay calificaciones
- Material Procedimiento Correcta Sincronizacion Puesta Tiempo Diagrama Herramientas Goniometro PartesDocumento5 páginasMaterial Procedimiento Correcta Sincronizacion Puesta Tiempo Diagrama Herramientas Goniometro PartesHector JaimesAún no hay calificaciones
- Elevacion de CargasDocumento17 páginasElevacion de CargasJavier Naranjo CelyAún no hay calificaciones
- UntitledDocumento28 páginasUntitledisis carrilloAún no hay calificaciones
- Partes de La Caja 4405C PDFDocumento6 páginasPartes de La Caja 4405C PDFRuben Serrano VillarroelAún no hay calificaciones
- CICLOS DE POTENCIA DE GAS-Respuesta TeoríaDocumento4 páginasCICLOS DE POTENCIA DE GAS-Respuesta TeoríaMicaela MenbribeAún no hay calificaciones
- Cuaderno - de - Informes - #13 - Juan Daniel EstradaDocumento14 páginasCuaderno - de - Informes - #13 - Juan Daniel EstradaJose EstradaAún no hay calificaciones
- Manual de Motos Italika CS125 (ES) 9 SISTEMA DE TRANSMISIÓNDocumento10 páginasManual de Motos Italika CS125 (ES) 9 SISTEMA DE TRANSMISIÓNJulio CesarAún no hay calificaciones
- Curso MEI 564 - Detección de Fallas en MontacargasDocumento3 páginasCurso MEI 564 - Detección de Fallas en MontacargasProcaseAún no hay calificaciones
- B90B PautasDocumento8 páginasB90B PautasCarolina Leon VelezAún no hay calificaciones
- Valvula EgrDocumento2 páginasValvula EgrJosuu GarciaAún no hay calificaciones
- Fresadora W 0708Documento8 páginasFresadora W 0708ACIMET SASAún no hay calificaciones
- Mantenimiento y Ajuste de Actuadores Rotork.Documento13 páginasMantenimiento y Ajuste de Actuadores Rotork.sabino pliego50% (2)
- Meganorm - A2742 0S - 2 - Manual Técnico Versión Con Sello MecánicoDocumento21 páginasMeganorm - A2742 0S - 2 - Manual Técnico Versión Con Sello MecánicoDavid A. D'LimaAún no hay calificaciones
- Rodamientos y Anillo de SeguridadDocumento7 páginasRodamientos y Anillo de SeguridadDaniel Atoc G.Aún no hay calificaciones
- Diseño de Un Conjunto Funcional para Un MalacateDocumento12 páginasDiseño de Un Conjunto Funcional para Un MalacateCamilo Cáceres CardonaAún no hay calificaciones
- Guía de Taller #3 Transmision de Ejes Paralelos... TERMINADODocumento23 páginasGuía de Taller #3 Transmision de Ejes Paralelos... TERMINADOMarco CutipaAún no hay calificaciones
- Volksbus 17 230 OdDocumento2 páginasVolksbus 17 230 OdEloy100% (2)
- Simbologia HidraulicaDocumento24 páginasSimbologia HidraulicaBrayanGomezAún no hay calificaciones
- HTC Romi G ConfiguracionDocumento8 páginasHTC Romi G ConfiguracionjsneidercastilloAún no hay calificaciones
- Dokumen - Tips Sistema MotronicDocumento54 páginasDokumen - Tips Sistema MotronicedykuswariAún no hay calificaciones
- AcoplamientosDocumento6 páginasAcoplamientosCesar OvandoAún no hay calificaciones
- Reporte - Motor A PasosDocumento13 páginasReporte - Motor A Pasosvictorb_16Aún no hay calificaciones
- Principio de Funcionamiento de La Máquina SincrónicaDocumento2 páginasPrincipio de Funcionamiento de La Máquina Sincrónicaviviana100% (1)
- Principales Fallas en Compresores Cómo Diagnosticarlas, Corregirlas y PrevenirlasDocumento64 páginasPrincipales Fallas en Compresores Cómo Diagnosticarlas, Corregirlas y PrevenirlasRaúl FroddenAún no hay calificaciones
- Funcionamiento Caja AutomaticaDocumento18 páginasFuncionamiento Caja AutomaticaKaatheriine Pizarro ParedesAún no hay calificaciones