También podría gustarte
- De Noche en El Bosque PrimerasDocumento13 páginasDe Noche en El Bosque PrimerasAdrianaSaenzMejiaAún no hay calificaciones
- Aceros EspecialesDocumento54 páginasAceros Especialesluislfcr100% (2)
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- UF1213 - Técnicas de mecanizado y metrologíaDe EverandUF1213 - Técnicas de mecanizado y metrologíaCalificación: 4 de 5 estrellas4/5 (5)
- Aceros Al ManganesoDocumento30 páginasAceros Al ManganesoPedro PadillaAún no hay calificaciones
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- MF1087_1 - Limpieza de cristales en edificios y localesDe EverandMF1087_1 - Limpieza de cristales en edificios y localesCalificación: 3 de 5 estrellas3/5 (2)
- Monografia Vitaminas LiposolublesDocumento32 páginasMonografia Vitaminas LiposolublesEder Aquino GalarzaAún no hay calificaciones
- Stavax 420Documento12 páginasStavax 420Sebastian KrdnasAún no hay calificaciones
- Ficha Tecnica RamaxHH Parametros de Mecanizado y Otros .. Bohler, Asteco.Documento12 páginasFicha Tecnica RamaxHH Parametros de Mecanizado y Otros .. Bohler, Asteco.Hector LoperaAún no hay calificaciones
- Ficha Tecnica StavaxESRDocumento12 páginasFicha Tecnica StavaxESRBayardo PanquevaAún no hay calificaciones
- Sverker 21Documento7 páginasSverker 21superalitosAún no hay calificaciones
- CIA General de AcerosDocumento6 páginasCIA General de AcerosYesid Javier Martelo EllesAún no hay calificaciones
- Acero 2316Documento8 páginasAcero 2316DanielJoseLancherosAún no hay calificaciones
- Calmax Spa 010309Documento7 páginasCalmax Spa 010309Jose LuisAún no hay calificaciones
- Acero Especial BonificadoDocumento9 páginasAcero Especial Bonificadomitchell Quispe GarciaAún no hay calificaciones
- Aceros para Moldes de PlasticoDocumento7 páginasAceros para Moldes de PlasticoPablo BarrachinaAún no hay calificaciones
- Sverker 21-Spa 100518Documento12 páginasSverker 21-Spa 100518Bagner AlvaradoAún no hay calificaciones
- DF 2Documento3 páginasDF 2Anonymous hTGKGfJDAAún no hay calificaciones
- Trabajo Final de Metafisica IIDocumento22 páginasTrabajo Final de Metafisica IIEdy Quispe QuentaAún no hay calificaciones
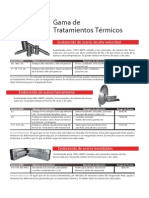
- Gama TratamientosDocumento6 páginasGama TratamientosRenaxela Rueda OrduzAún no hay calificaciones
- Catalogo Df2Documento1 páginaCatalogo Df2Wigan2967% (6)
- Sae 4140Documento4 páginasSae 4140Jhon Edison Guerrero Galindo100% (1)
- ResumensiDocumento13 páginasResumensiDavid Ospina MurilloAún no hay calificaciones
- Material TroquelDocumento6 páginasMaterial TroqueledwinAún no hay calificaciones
- Acero 2436Documento7 páginasAcero 2436Oriol MujicaAún no hay calificaciones
- Lab 51Documento8 páginasLab 51Gerson CortezAún no hay calificaciones
- Materiales para Moldes de Plástico (HOLDAX)Documento6 páginasMateriales para Moldes de Plástico (HOLDAX)Josep BadiaAún no hay calificaciones
- Brochure CgaDocumento29 páginasBrochure Cgajeiner rangel0% (1)
- Acero SISA A2Documento4 páginasAcero SISA A2tekateAún no hay calificaciones
- Acero Sisa A2Documento2 páginasAcero Sisa A2Marco ManriquezAún no hay calificaciones
- AcerosDocumento1 páginaAcerosjasscons100% (1)
- Ficha 2436Documento6 páginasFicha 2436meryalejandra87Aún no hay calificaciones
- Tipos y Caracteristicas de AcerosDocumento15 páginasTipos y Caracteristicas de AcerosCANELO ANTON JHON ALFREDOAún no hay calificaciones
- Laboratorio 5Documento9 páginasLaboratorio 5Gerson CortezAún no hay calificaciones
- Acero Impax SupremeDocumento7 páginasAcero Impax SupremetudorimaAún no hay calificaciones
- Diseño, Simulación y Fabricación de Una BielaDocumento12 páginasDiseño, Simulación y Fabricación de Una BielaGerman Andres CorralAún no hay calificaciones
- Ficha Maxdur 430Documento2 páginasFicha Maxdur 430punk9891215100% (1)
- Invesigación Tecnología de Los MaterialesDocumento8 páginasInvesigación Tecnología de Los Materialesjambriz1Aún no hay calificaciones
- Tratamiento Termico TempleDocumento10 páginasTratamiento Termico Temple3A Meroño López Byron AngelAún no hay calificaciones
- Catálogo CipesaDocumento52 páginasCatálogo CipesaDanny M Hurtado Taype100% (3)
- Prueba de ChispaDocumento15 páginasPrueba de ChispaMANUEL ALEJANDRO HERNANDEZ LUNAAún no hay calificaciones
- Tratamiento Termico RevenidoDocumento10 páginasTratamiento Termico Revenido3A Meroño López Byron AngelAún no hay calificaciones
- Nimax SpaDocumento12 páginasNimax SpaFederico LiaudatAún no hay calificaciones
- Principios Fundamentales para El Trabajo, Seleccion AEDocumento89 páginasPrincipios Fundamentales para El Trabajo, Seleccion AERossell Abarca QuispeAún no hay calificaciones
- Tratamiento Termico RecocidoDocumento10 páginasTratamiento Termico Recocido3A Meroño López Byron AngelAún no hay calificaciones
- Aceros Aisi Natalia RangelDocumento29 páginasAceros Aisi Natalia Rangellr3518964Aún no hay calificaciones
- 198 Dok EsDocumento16 páginas198 Dok EsDaniel Nuñez HernandezAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Conformado y curvado en la fabricación de tuberías. FMEC0108De EverandConformado y curvado en la fabricación de tuberías. FMEC0108Aún no hay calificaciones
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Apomazado y pulido de piedra natural. IEXD0108De EverandApomazado y pulido de piedra natural. IEXD0108Aún no hay calificaciones
- UF1722 - Organización y gestión de las operaciones de cocción de productos cerámicosDe EverandUF1722 - Organización y gestión de las operaciones de cocción de productos cerámicosAún no hay calificaciones
- Cuaderno de TrabajoDocumento45 páginasCuaderno de TrabajoLourdes LopezAún no hay calificaciones
- Proyecto Final Gerencia Financiera 2Documento50 páginasProyecto Final Gerencia Financiera 2David NunezAún no hay calificaciones
- Proceso Atención Toma Exámen de Imágenes Diagnosticas IonizantesDocumento22 páginasProceso Atención Toma Exámen de Imágenes Diagnosticas IonizantesimagenesdiagnosticasAún no hay calificaciones
- Cómo Usar Una Caja Chica en Su Pequeña EmpresaDocumento2 páginasCómo Usar Una Caja Chica en Su Pequeña EmpresaVeronica Aedo PinoAún no hay calificaciones
- 7to. Inf Campo MagneticoDocumento8 páginas7to. Inf Campo MagneticoGabriel ChoqueAún no hay calificaciones
- LenntejasDocumento7 páginasLenntejaschris uwuAún no hay calificaciones
- Capas de La Tierra (2019)Documento2 páginasCapas de La Tierra (2019)Genoveva AcostaAún no hay calificaciones
- Abril, Pedro Simon - La Etica de AristotelesDocumento3 páginasAbril, Pedro Simon - La Etica de AristotelesStalin VallejoAún no hay calificaciones
- Texto - Bases y AcidosDocumento54 páginasTexto - Bases y AcidosAriel BenavidesAún no hay calificaciones
- Piotr Kropotkin - Memorias de Un Revolucionario (1898/1899) .Documento161 páginasPiotr Kropotkin - Memorias de Un Revolucionario (1898/1899) .Colectiva Moi Non PlusAún no hay calificaciones
- Ubicac Tabla Period FORMULARIODocumento2 páginasUbicac Tabla Period FORMULARIOOscar VilcaAún no hay calificaciones
- Tarea 2 Civiliacion MMGDocumento14 páginasTarea 2 Civiliacion MMGLicda Maria GarcíaAún no hay calificaciones
- Chicos Pilas PP2Documento9 páginasChicos Pilas PP2Aida Chipana MendozaAún no hay calificaciones
- Consecuencias de La Vida ArtificialDocumento2 páginasConsecuencias de La Vida ArtificialSergio Nicolas Gutierrez SuarezAún no hay calificaciones
- Cuyes Imprimir JackiDocumento21 páginasCuyes Imprimir JackifiorellaAún no hay calificaciones
- El Proyecto ICONIC Se Desarrolla en TonsupaDocumento5 páginasEl Proyecto ICONIC Se Desarrolla en TonsupaAnthony DavilaAún no hay calificaciones
- Ecto y Endoparasitos en BufalosDocumento11 páginasEcto y Endoparasitos en BufalosthaisAún no hay calificaciones
- Guia 3Documento22 páginasGuia 3centro de educacion laboralAún no hay calificaciones
- Informe Práctica 7. Volumen Molar de Gases PDFDocumento6 páginasInforme Práctica 7. Volumen Molar de Gases PDFJheimy Carreño100% (1)
- Métodos de ConservaciónDocumento2 páginasMétodos de ConservaciónLucíaAún no hay calificaciones
- Planta AzucareraDocumento41 páginasPlanta AzucareraFlor SilvaAún no hay calificaciones
- Torta Opera de Chocolate y CaféDocumento3 páginasTorta Opera de Chocolate y CaféRoleidis LopezAún no hay calificaciones
- Yacimientos Minerales en El PeruDocumento43 páginasYacimientos Minerales en El PeruCinthiaGladbetLizzetBarbozaBravoAún no hay calificaciones
- Ordenanzas de Don Francisco de Toledo ViDocumento430 páginasOrdenanzas de Don Francisco de Toledo Vimarcial ponceAún no hay calificaciones
- Procesos Del ECR de TAMBODocumento12 páginasProcesos Del ECR de TAMBOWen Luna100% (1)
- Unidad 4. Tema 1. Fuerzas Centrales. PropiedadesDocumento29 páginasUnidad 4. Tema 1. Fuerzas Centrales. PropiedadesSoporte TecnicoAún no hay calificaciones
- ALMIDÓNDocumento7 páginasALMIDÓNANGIE ARLETTE HIDALGO APAZAAún no hay calificaciones
- Mapa Conceptual YacimientosDocumento1 páginaMapa Conceptual YacimientosWilliams David paz Rodríguez100% (1)