También podría gustarte
- UD6 - Tensiones, Deformaciones y Preparación de MaterialesDocumento42 páginasUD6 - Tensiones, Deformaciones y Preparación de MaterialesAntonio GarciaAún no hay calificaciones
- Deformaciones Durante El ProcesoDocumento69 páginasDeformaciones Durante El ProcesoJOHN DEIVIS SUXE VERGARAYAún no hay calificaciones
- Cuaderno GtawDocumento27 páginasCuaderno GtawRafael AlejandroAún no hay calificaciones
- Iso 13920Documento118 páginasIso 13920JANO100% (1)
- Proceso FcawDocumento25 páginasProceso Fcawgamermal100% (7)
- Discontinuidades en Soldadura PDFDocumento28 páginasDiscontinuidades en Soldadura PDFManuelAún no hay calificaciones
- Proceso MIGDocumento67 páginasProceso MIGYanina CamonesAún no hay calificaciones
- Curso de TigDocumento16 páginasCurso de TigAlejandro Macias100% (6)
- Proceso de Soldadura Por Arco Electrico Con Proteccion Gaseosa (GMAW)Documento32 páginasProceso de Soldadura Por Arco Electrico Con Proteccion Gaseosa (GMAW)topitoloco100% (3)
- Arco SumergidoDocumento42 páginasArco Sumergidomessigol10Aún no hay calificaciones
- Informe de FcawDocumento20 páginasInforme de FcawAnonymous pOMF80hBTAún no hay calificaciones
- Teoria y Fundamentos GTAW+claveDocumento49 páginasTeoria y Fundamentos GTAW+claveHernan AlvarezAún no hay calificaciones
- Comparación de ISO 2560 y AWS A 5.1 - 69Documento10 páginasComparación de ISO 2560 y AWS A 5.1 - 69Alonso LaraAún no hay calificaciones
- Simbología en SoldaduraDocumento32 páginasSimbología en SoldaduraJorge Enrique Batista Gil100% (4)
- Ejercitacion Practica Simbologia SoldaduraDocumento83 páginasEjercitacion Practica Simbologia SoldaduraLuis JaramilloAún no hay calificaciones
- Soldadura de Aluminio PDFDocumento28 páginasSoldadura de Aluminio PDFcristhianAún no hay calificaciones
- Proceso SMAWDocumento51 páginasProceso SMAWmarco falconAún no hay calificaciones
- Sesion 3 - Lectura de Planos Con Simbologia de SoldaduraDocumento28 páginasSesion 3 - Lectura de Planos Con Simbologia de SoldaduraBZ PercyAún no hay calificaciones
- GtawDocumento14 páginasGtawLuis CastagnetoAún no hay calificaciones
- Simbologia 12Documento92 páginasSimbologia 12Leonardo Javier RodríguezAún no hay calificaciones
- Posiciones de SoldaduraDocumento9 páginasPosiciones de SoldaduraNyssen A Castillo BAún no hay calificaciones
- Calculo Uniones Soldadas PDFDocumento10 páginasCalculo Uniones Soldadas PDFbernardo_chavezAún no hay calificaciones
- Soldadura FCAW y GMAWDocumento17 páginasSoldadura FCAW y GMAWIvan GarzonAún no hay calificaciones
- Simbologia de Soldadura 2 PDFDocumento101 páginasSimbologia de Soldadura 2 PDFDeivy Azaña MontañezAún no hay calificaciones
- OXICORTEDocumento72 páginasOXICORTERicardo PeraltaAún no hay calificaciones
- Tensiones y Deformaciones en SoldaduraDocumento85 páginasTensiones y Deformaciones en SoldaduraElmar Cuellar100% (1)
- Cuestionario - Sesion 3 - Simbologia de SoldaduraDocumento6 páginasCuestionario - Sesion 3 - Simbologia de SoldaduraAlex Anaya Mendoza100% (1)
- 1 - Simbologia en SoldaduraDocumento36 páginas1 - Simbologia en SoldaduraDemetrio RodriguezAún no hay calificaciones
- Resistencia A La Fatiga de Uniones SoldadasDocumento43 páginasResistencia A La Fatiga de Uniones Soldadasnestor159357Aún no hay calificaciones
- Manual Del Soldador 1 PDFDocumento138 páginasManual Del Soldador 1 PDFhellboy14dd100% (1)
- Fisuracion en CalienteDocumento31 páginasFisuracion en CalienteLuis Espinoza SanchezAún no hay calificaciones
- Secuencia de Soldeo para SoldadoresDocumento87 páginasSecuencia de Soldeo para SoldadoresRjvPoqui100% (1)
- Ensayos Destructivos y No Destructivos de SoldaduraDocumento86 páginasEnsayos Destructivos y No Destructivos de SoldaduraMatrixDVRAún no hay calificaciones
- Defectos SoldaduraDocumento28 páginasDefectos SoldaduraMarlon Humberto Navarro Altamar100% (2)
- Procesos de Soldadura y Union Segun AwsDocumento2 páginasProcesos de Soldadura y Union Segun AwsMirla Contreras Velasquez33% (3)
- U4-Soldabilidad Aceros Al CarbonoDocumento18 páginasU4-Soldabilidad Aceros Al CarbonoRoberto DavisAún no hay calificaciones
- Normas AwsDocumento19 páginasNormas Aws20jonasbone100% (3)
- Geometria de SoldaduraDocumento76 páginasGeometria de SoldaduraFranklin Torres100% (2)
- Ficha Tecnica Kit de Gal GasDocumento2 páginasFicha Tecnica Kit de Gal GasLuissy D. Viloria G.Aún no hay calificaciones
- Proceso de Soldar SMAW (Electrodo Revestido)Documento8 páginasProceso de Soldar SMAW (Electrodo Revestido)samoetrobotinaAún no hay calificaciones
- Proceso Soldadura GMAWDocumento33 páginasProceso Soldadura GMAWMario Solis100% (3)
- CAC-A, Corte y Biselado Con Electrodo de Carbón y AireDocumento2 páginasCAC-A, Corte y Biselado Con Electrodo de Carbón y AireWELD - TECH100% (1)
- GTAWDocumento72 páginasGTAWKatherin Carhuas QuispeAún no hay calificaciones
- Hoja Tecnica Tubo Lac Astm A500Documento5 páginasHoja Tecnica Tubo Lac Astm A500André MedranoAún no hay calificaciones
- Preparacion de Juntas para SoldarDocumento6 páginasPreparacion de Juntas para SoldarGerli TeranAún no hay calificaciones
- 1preparación de JuntasDocumento6 páginas1preparación de JuntasLuis Fernando Paredes ParedesAún no hay calificaciones
- Preparacion de Juntas para SoldarDocumento6 páginasPreparacion de Juntas para SoldarPatricioHernán50% (4)
- Dilatación y Contracción de Los Metales en La SoldaduraDocumento3 páginasDilatación y Contracción de Los Metales en La Soldaduraingdanielchr0% (2)
- Geometria, Seleccion y Preparacion de JuntasDocumento64 páginasGeometria, Seleccion y Preparacion de Juntasjuanito077100% (1)
- Dilatacion de MetalesDocumento4 páginasDilatacion de Metalescristian ferney rodriguezAún no hay calificaciones
- Disertacion FinalDocumento25 páginasDisertacion Finaljaqueline_luque_1Aún no hay calificaciones
- EstribosDocumento9 páginasEstribosJose Luis Ruiz Ruiz100% (1)
- Procesos de Manufactura I (Practica VIII)Documento7 páginasProcesos de Manufactura I (Practica VIII)Kevin RodriguezAún no hay calificaciones
- Procesos de Manufactura I (Practica VIII)Documento7 páginasProcesos de Manufactura I (Practica VIII)Kevin RodriguezAún no hay calificaciones
- Formas de Los CordonesDocumento32 páginasFormas de Los CordonesedsirgalAún no hay calificaciones
- Manual de Soldadura Und 5 Tipos de UnionesDocumento18 páginasManual de Soldadura Und 5 Tipos de UnionesJose Balladares100% (1)
- Manual de Soldadura Und 5 Tipos de UnionesDocumento18 páginasManual de Soldadura Und 5 Tipos de UnionesGustavoWalterosLarrotta100% (3)
- Proceso AlambronDocumento8 páginasProceso Alambroncoreano63Aún no hay calificaciones
- Union SoldadaDocumento10 páginasUnion SoldadaAnonymous O0c2PG3ORwAún no hay calificaciones
- Uniones SoldadasDocumento43 páginasUniones SoldadasMEIER JOSUE QUILLAHUAMAN HUAMANAún no hay calificaciones
- 1.2. Agua y Fluidos Newtonianos - C2Documento67 páginas1.2. Agua y Fluidos Newtonianos - C2Abel Valderrama PerezAún no hay calificaciones
- Plano de Estructuras K-Nelson Rev F.Documento7 páginasPlano de Estructuras K-Nelson Rev F.Abel Valderrama PerezAún no hay calificaciones
- Fabricación de Alambres Mig MagDocumento32 páginasFabricación de Alambres Mig MagAbel Valderrama PerezAún no hay calificaciones
- Iwe - Tema 2.7. Rev0 - DefDocumento28 páginasIwe - Tema 2.7. Rev0 - DefAbel Valderrama PerezAún no hay calificaciones
- Tema 9.2 - Diseño de Equipos A Presión SoldadosDocumento28 páginasTema 9.2 - Diseño de Equipos A Presión SoldadosAbel Valderrama PerezAún no hay calificaciones
- 1 2 Agua y Fluidos Newtonianos C1 PDFDocumento32 páginas1 2 Agua y Fluidos Newtonianos C1 PDFJose CorbachoAún no hay calificaciones
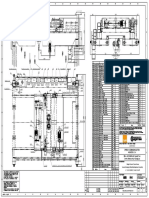
- MMP01 Det Mec 0220 001Documento1 páginaMMP01 Det Mec 0220 001Abel Valderrama PerezAún no hay calificaciones
- Fabricación de Alambres Mig MagDocumento32 páginasFabricación de Alambres Mig MagAbel Valderrama PerezAún no hay calificaciones
- CumminsDocumento38 páginasCumminsAbel Valderrama Perez100% (2)
- Inspección RadiográficaDocumento30 páginasInspección RadiográficaAbel Valderrama PerezAún no hay calificaciones
- 1.2. Seguridad e Higiene Ingesold 2015Documento26 páginas1.2. Seguridad e Higiene Ingesold 2015Abel Valderrama PerezAún no hay calificaciones
- MitsubishiDocumento14 páginasMitsubishiAbel Valderrama PerezAún no hay calificaciones
- Modulo 1Documento1 páginaModulo 1Abel Valderrama PerezAún no hay calificaciones
- Asme Ix - Parte 4Documento27 páginasAsme Ix - Parte 4Abel Valderrama PerezAún no hay calificaciones
- Protocolo de Prueba de Carga Del Puente GrúaDocumento6 páginasProtocolo de Prueba de Carga Del Puente GrúaAbel Valderrama PerezAún no hay calificaciones
- ASME IX - Parte 2Documento36 páginasASME IX - Parte 2Abel Valderrama Perez0% (1)
- Control de Calidad Durante La Fabricación 01Documento86 páginasControl de Calidad Durante La Fabricación 01Abel Valderrama PerezAún no hay calificaciones
- 1.5 Tubería PRFVDocumento7 páginas1.5 Tubería PRFVAbel Valderrama PerezAún no hay calificaciones
- Planos de PuenteDocumento1 páginaPlanos de PuenteAbel Valderrama PerezAún no hay calificaciones
- TEMA 2.2 - NormativaDocumento22 páginasTEMA 2.2 - NormativaAbel Valderrama PerezAún no hay calificaciones
- 1.2 MaterialesDocumento146 páginas1.2 MaterialesAbel Valderrama PerezAún no hay calificaciones
- Plano Puente GruaDocumento1 páginaPlano Puente GruaAbel Valderrama PerezAún no hay calificaciones
- Piping Supports2Documento82 páginasPiping Supports2Abel Valderrama Perez100% (3)
- Puente Grúa GeneralDocumento9 páginasPuente Grúa GeneralAbel Valderrama PerezAún no hay calificaciones
- Control de Calidad PDFDocumento29 páginasControl de Calidad PDFElias VillafuerteAún no hay calificaciones
- Planos de Puente GruaDocumento1 páginaPlanos de Puente GruaAbel Valderrama PerezAún no hay calificaciones
- Memoria Calculo Estructural LlavesPeruanas2012 Parte2Documento32 páginasMemoria Calculo Estructural LlavesPeruanas2012 Parte2Ingenieros CivilesAún no hay calificaciones
- Plano de Puente GruaDocumento1 páginaPlano de Puente GruaAbel Valderrama PerezAún no hay calificaciones
- Plano de Puente GruaDocumento1 páginaPlano de Puente GruaAbel Valderrama PerezAún no hay calificaciones
- Planos de Puente GruaDocumento1 páginaPlanos de Puente GruaAbel Valderrama PerezAún no hay calificaciones
- Concentracion de MineralesDocumento16 páginasConcentracion de MineralesDilnerAmilcarCorneAún no hay calificaciones
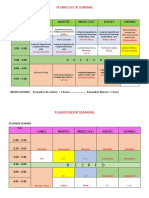
- 5 B. Planificador SemanalDocumento2 páginas5 B. Planificador SemanalJose Stalin Macalopu SerranoAún no hay calificaciones
- TFG P 363Documento99 páginasTFG P 363David PelechanoAún no hay calificaciones
- Informe Resistencia de Materiales EfDocumento31 páginasInforme Resistencia de Materiales EfAlex Manoli Hoyos CachayAún no hay calificaciones
- Interferómetro de MichelsonDocumento8 páginasInterferómetro de MichelsonAlida Saccaco JanccoAún no hay calificaciones
- ALTAMIRANODocumento13 páginasALTAMIRANOErick Gabriel Vílchez ParedesAún no hay calificaciones
- CALORDocumento39 páginasCALORGrace MartinezAún no hay calificaciones
- 01PRÁCTICA de Matemática 2do. Grado - 2022Documento3 páginas01PRÁCTICA de Matemática 2do. Grado - 2022Luna Franmi FranmyAún no hay calificaciones
- 2021 Aliaga-Del Castillo - 2.en - EsDocumento11 páginas2021 Aliaga-Del Castillo - 2.en - EsDavid TantaleánAún no hay calificaciones
- Amalgama DentalDocumento31 páginasAmalgama DentalAndrea MonteroAún no hay calificaciones
- SEGUNDODocumento18 páginasSEGUNDOmarpazrooAún no hay calificaciones
- Práctica 2. Análisis de AlimentosDocumento5 páginasPráctica 2. Análisis de AlimentosDaniela Espinosa FloresAún no hay calificaciones
- Semana 4 Edificación y Sostenibilidad 1Documento6 páginasSemana 4 Edificación y Sostenibilidad 1ZAFIRO GUIZADO VASQUEZAún no hay calificaciones
- Procedimiento para El Monitoreo de La Calidad Dela Aire..Documento12 páginasProcedimiento para El Monitoreo de La Calidad Dela Aire..BRIAN BILL SOTO TOLEDOAún no hay calificaciones
- EXAMEN DE QUIMICA GENERAL RX y EstequeometriaDocumento1 páginaEXAMEN DE QUIMICA GENERAL RX y EstequeometriaLeonardo RoqueAún no hay calificaciones
- Unidad 2 Programacion y Base de DatosDocumento9 páginasUnidad 2 Programacion y Base de DatosDiego CamachoAún no hay calificaciones
- Ejercicios de Bases de DatosDocumento5 páginasEjercicios de Bases de DatosAnonymous fpWCAsj56yAún no hay calificaciones
- Actividad 7Documento7 páginasActividad 7Alexander WalkerAún no hay calificaciones
- Cálculo de Funciones Derivadas. Ejemplos y Ejercicios ResueltosDocumento13 páginasCálculo de Funciones Derivadas. Ejemplos y Ejercicios Resueltosanon_750782805Aún no hay calificaciones
- Examen Prmera Unidad Vegatl Bruno Diaz 0201923008Documento2 páginasExamen Prmera Unidad Vegatl Bruno Diaz 0201923008Bruno Geanpiero Diaz CruzAún no hay calificaciones
- Programa de Perforación para Estimación de Reservas Del Depósito de Barita de Caracolí, Valledupar, ColombiaDocumento38 páginasPrograma de Perforación para Estimación de Reservas Del Depósito de Barita de Caracolí, Valledupar, ColombiaJairAlvarezAún no hay calificaciones
- Diseño de Losas de Una EdificacionDocumento10 páginasDiseño de Losas de Una EdificacionDityu ArocutipaAún no hay calificaciones
- Microestructuras Que Presentan en Las Aleaciones Fe-CDocumento23 páginasMicroestructuras Que Presentan en Las Aleaciones Fe-CJeannette ElizabethAún no hay calificaciones
- GUIA #3 DE PENSAMIENTO MATEMÁTICO (4o) 2021Documento2 páginasGUIA #3 DE PENSAMIENTO MATEMÁTICO (4o) 2021Ingrid HigueraAún no hay calificaciones
- Análisis Geométrico en Una Máquina-HerramientaDocumento7 páginasAnálisis Geométrico en Una Máquina-HerramientaGabriel Borrero AAún no hay calificaciones
- Eda 1Documento92 páginasEda 1QC AlexanderAún no hay calificaciones
- Ecuaciones en Latex PDFDocumento34 páginasEcuaciones en Latex PDFmarcocol123Aún no hay calificaciones
- Problema Superman Con Metodos NumericosDocumento5 páginasProblema Superman Con Metodos Numericos3F3CT1V000% (1)
- LabviewDocumento5 páginasLabviewLaFamaQueCaminaAún no hay calificaciones