También podría gustarte
- APU - Corte y Sello de Pavimentos (Sikaflex 1A)Documento1 páginaAPU - Corte y Sello de Pavimentos (Sikaflex 1A)edozammo100% (1)
- Memoria de Cálculo Jaula Big Bag Rev.BDocumento26 páginasMemoria de Cálculo Jaula Big Bag Rev.BDEEFE SpAAún no hay calificaciones
- CALCULO Memoria de cálculo de techo metálicoDocumento7 páginasCALCULO Memoria de cálculo de techo metálicoJavierAún no hay calificaciones
- Costos en SoldaduraDocumento4 páginasCostos en SoldaduraRami Cornejo MercadoAún no hay calificaciones
- Tubos Fiorella Ino Sanitarios PDFDocumento1 páginaTubos Fiorella Ino Sanitarios PDFtacosanchezbrayanAún no hay calificaciones
- Co-Mec12 - Uniones de Tubería Tipo Clamp - R0 PDFDocumento8 páginasCo-Mec12 - Uniones de Tubería Tipo Clamp - R0 PDFPercy Morales Ramirez100% (1)
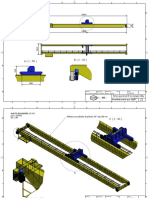
- Ensamblaje Puente Grua 15 TonDocumento3 páginasEnsamblaje Puente Grua 15 TonDemby GuamanAún no hay calificaciones
- Informe Final GalponDocumento15 páginasInforme Final GalponChristian XBAún no hay calificaciones
- Apu Tanque de Condensado 2Documento62 páginasApu Tanque de Condensado 2rlozada947Aún no hay calificaciones
- Memoria de Calculo Soporte AuxiliarDocumento9 páginasMemoria de Calculo Soporte AuxiliarJulio Cesar H. ReyesAún no hay calificaciones
- Tanque de Aceite 500 TonDocumento71 páginasTanque de Aceite 500 TonJunior Jonathan Castillo CuadraAún no hay calificaciones
- Tronzadora Nueva PDFDocumento24 páginasTronzadora Nueva PDFisabellaAún no hay calificaciones
- Calculo de Cruce AereoDocumento42 páginasCalculo de Cruce AereojkokoAún no hay calificaciones
- Cálculos de uniones soldadas en acero estructural con menos deDocumento14 páginasCálculos de uniones soldadas en acero estructural con menos deJose Chuyes0% (1)
- 2 PTR 3X3 Cal. 11 (Cuerda Superior)Documento2 páginas2 PTR 3X3 Cal. 11 (Cuerda Superior)Eder TristeAún no hay calificaciones
- Tarea N 1-Dise o de Viga A Flexi N y CorteDocumento1 páginaTarea N 1-Dise o de Viga A Flexi N y CorteMarco Saravia100% (1)
- Costo unitario cordon de soldadura 1.92m aceroDocumento3 páginasCosto unitario cordon de soldadura 1.92m aceroJose Acosta100% (1)
- Procedimiento RT AWS D1 (1) .1 2008Documento33 páginasProcedimiento RT AWS D1 (1) .1 2008archpastorAún no hay calificaciones
- Casos 4. Costos de Procesos de Soldadurav2Documento14 páginasCasos 4. Costos de Procesos de Soldadurav2KENDRICK PALMA SOLORZANOAún no hay calificaciones
- Consumos Oxigeno-Acetileno Perfiles Estructurales1Documento8 páginasConsumos Oxigeno-Acetileno Perfiles Estructurales1David Cristobal Gonzalez Garcia100% (1)
- Costos Unitarios Mercado LlamaDocumento38 páginasCostos Unitarios Mercado LlamaSaul Romero YupanquiAún no hay calificaciones
- Diseño de Cerco Perimetrico Placa P14Documento20 páginasDiseño de Cerco Perimetrico Placa P14Pedro Karlo Moscoso BieberachAún no hay calificaciones
- Plan de Mantenimiento en La Maestranza Immor Imd SRLDocumento20 páginasPlan de Mantenimiento en La Maestranza Immor Imd SRLBrayamDelgadoAún no hay calificaciones
- Diseño SuperestructuraDocumento28 páginasDiseño SuperestructuraIllan Coronel HuertaAún no hay calificaciones
- Soldaduras A Tope y de FileteDocumento32 páginasSoldaduras A Tope y de FileteAbraham Góngora Góngora0% (1)
- Distribución aire comprimido sistemas neumáticosDocumento25 páginasDistribución aire comprimido sistemas neumáticosJavier Eduardo Salazar RamirezAún no hay calificaciones
- Diseño oreja izaje verificación geometría grillete cálculo factores seguridad soldaduraDocumento12 páginasDiseño oreja izaje verificación geometría grillete cálculo factores seguridad soldaduraj0nyAún no hay calificaciones
- Acumulador de Vapor Otro de SpiraxDocumento16 páginasAcumulador de Vapor Otro de SpiraxWilliam Muñoz VelezAún no hay calificaciones
- Calculo de Fundaciones AisladasDocumento4 páginasCalculo de Fundaciones AisladasLuis PáezAún no hay calificaciones
- Brouchure CompuertasDocumento5 páginasBrouchure CompuertasJulio César MaltezAún no hay calificaciones
- Examen de Conocimiento 01 - 2021-2Documento5 páginasExamen de Conocimiento 01 - 2021-2Jhadira Saldaña MezaAún no hay calificaciones
- Diseño TolvaDocumento67 páginasDiseño Tolvaangelus95Aún no hay calificaciones
- ChavetasssssDocumento15 páginasChavetasssssDavid DuránAún no hay calificaciones
- Proforma Maquina TroqueladoraDocumento6 páginasProforma Maquina TroqueladoraMarvin SantyAún no hay calificaciones
- Proceso SMAW, e 20 MM, E7018, D 4 MM, HI 8 KJ/CM, Junta Tipo VDocumento2 páginasProceso SMAW, e 20 MM, E7018, D 4 MM, HI 8 KJ/CM, Junta Tipo VAdrianos CoelloAún no hay calificaciones
- 7a. Gato Mecanico de HusilloDocumento5 páginas7a. Gato Mecanico de Husillonnoriegam86Aún no hay calificaciones
- Tablas de Diseño Según La Norma Venezolana 1618-1998Documento166 páginasTablas de Diseño Según La Norma Venezolana 1618-1998Catalina RoncancioAún no hay calificaciones
- Memoria de Cálculo Torre Morrope 140mDocumento21 páginasMemoria de Cálculo Torre Morrope 140mRudy MauryAún no hay calificaciones
- Diseño de placa base para columna con cargas axiales y momentosDocumento24 páginasDiseño de placa base para columna con cargas axiales y momentosCarlos Miguel100% (1)
- Planchas de Acero Estriadas Astm A36Documento1 páginaPlanchas de Acero Estriadas Astm A36conteras castro arnolAún no hay calificaciones
- HOJA de CALCULO VIENTO NSR 10 v1 3 Procedimeinto SimplificadoDocumento16 páginasHOJA de CALCULO VIENTO NSR 10 v1 3 Procedimeinto SimplificadoVictor Annicchiarico NuñezAún no hay calificaciones
- 4-MANUAL PARA ANÁLISIS Y DISEÑO DE ARMADURAS DE ACERO - v09Documento9 páginas4-MANUAL PARA ANÁLISIS Y DISEÑO DE ARMADURAS DE ACERO - v09Emmanuel LeónAún no hay calificaciones
- Proyecto de Investigacion ZarandaDocumento8 páginasProyecto de Investigacion ZarandaDavid Vera JuarezAún no hay calificaciones
- Soldadura por arco eléctricoDocumento29 páginasSoldadura por arco eléctricochunguinoAún no hay calificaciones
- Evaluacion Macroscopica de Uniones SoldadasDocumento7 páginasEvaluacion Macroscopica de Uniones SoldadasAurelio Fernando BordonabeAún no hay calificaciones
- Trabajo WordDocumento30 páginasTrabajo WordKarenciita ManriqueAún no hay calificaciones
- Capítulo 13 - Métodos de Unión de Las Estructuras Metálicas PDFDocumento61 páginasCapítulo 13 - Métodos de Unión de Las Estructuras Metálicas PDFCalle ThomsonAún no hay calificaciones
- Soldadura, TeoríaDocumento30 páginasSoldadura, TeoríaIng. Luisa F. Barbosa AngaritaAún no hay calificaciones
- Soldadura CuestionarioDocumento3 páginasSoldadura CuestionarioTherion456100% (1)
- Uniones SoldadasDocumento18 páginasUniones SoldadasDaniel Ovies RodriguezAún no hay calificaciones
- Unidad 5 Procesos de SoldaduraDocumento12 páginasUnidad 5 Procesos de SoldaduraCozacAún no hay calificaciones
- Trabajo InvestigativoDocumento48 páginasTrabajo InvestigativoasdasdasAún no hay calificaciones
- Ensayo de soldadura por arco eléctrico y sus fundamentos teóricosDocumento9 páginasEnsayo de soldadura por arco eléctrico y sus fundamentos teóricosDanielAún no hay calificaciones
- Soldadura Por Arco ElectricoDocumento24 páginasSoldadura Por Arco ElectricoPresa GonzálezAún no hay calificaciones
- 3 Soldadura Eléctrica Oxigeno-ButanoDocumento11 páginas3 Soldadura Eléctrica Oxigeno-Butanodefaro16Aún no hay calificaciones
- Informe Grupo ArcoDocumento4 páginasInforme Grupo Arcoaldair pedro pacheco huancaAún no hay calificaciones
- Taller Procesos ResueltoDocumento24 páginasTaller Procesos ResueltoAlejaValdezAún no hay calificaciones
- Procesos de SoldaduraDocumento12 páginasProcesos de SoldaduraClaudio Arturo López HerreraAún no hay calificaciones
- Cuestionario RetroDocumento4 páginasCuestionario RetroJuan Gonzales PallaresAún no hay calificaciones
- Soldadura de conexiones metálicas AISC-LRFDDocumento58 páginasSoldadura de conexiones metálicas AISC-LRFDOscar Gzs100% (1)
- Tablas de Ajuste y ToleranciasDocumento9 páginasTablas de Ajuste y Toleranciasthordeasgard100% (1)
- Guia de Tolerancias DimensionalesDocumento4 páginasGuia de Tolerancias DimensionalesthordeasgardAún no hay calificaciones
- Dolarizar o No DolarizarDocumento12 páginasDolarizar o No DolarizarthordeasgardAún no hay calificaciones
- RESISTENCIA A LA ABRASIÓN vs. RESISTENCIA AL IMPACTO DEL ACERO AISI 15B30, TEMPLADO y REVENIDODocumento9 páginasRESISTENCIA A LA ABRASIÓN vs. RESISTENCIA AL IMPACTO DEL ACERO AISI 15B30, TEMPLADO y REVENIDOthordeasgard100% (2)
- Uso Del Escáner 3DDocumento126 páginasUso Del Escáner 3DthordeasgardAún no hay calificaciones
- Circuitos Neumaticos, Guia de LaboratorioDocumento10 páginasCircuitos Neumaticos, Guia de Laboratoriothordeasgard100% (3)
- Ley de Enfriamiento de NewtonDocumento2 páginasLey de Enfriamiento de NewtonthordeasgardAún no hay calificaciones
- Guia de Estudio No1Documento3 páginasGuia de Estudio No1thordeasgardAún no hay calificaciones
- Movimiento de RodaduraDocumento8 páginasMovimiento de RodadurathordeasgardAún no hay calificaciones
- La Dolarización en El SalvadorDocumento8 páginasLa Dolarización en El Salvadorthordeasgard100% (1)
- Proceso de Descarga de Un CapacitorDocumento2 páginasProceso de Descarga de Un Capacitorthordeasgard100% (2)
- Aplicacion Del Metodo Cientifico Experimental. Pendulo SimpleDocumento16 páginasAplicacion Del Metodo Cientifico Experimental. Pendulo Simplethordeasgard100% (2)
- Alambres Utilizados Con Soldadura MIGDocumento4 páginasAlambres Utilizados Con Soldadura MIGthordeasgard100% (1)
- Dibujo Tecnico MecanicoDocumento42 páginasDibujo Tecnico Mecanicothordeasgard100% (14)
- Curva de Enfriamiento de NewtonDocumento12 páginasCurva de Enfriamiento de Newtonthordeasgard83% (6)
- Aplicación Del Método Científico ExperimentalDocumento1 páginaAplicación Del Método Científico Experimentalthordeasgard100% (2)
- Universidad de El Salvador Tarea de Centro de Masa de Placa RectangularDocumento3 páginasUniversidad de El Salvador Tarea de Centro de Masa de Placa Rectangularthordeasgard100% (1)
- Ejemplo de Aplicación Del Método Científico Experimental. UESDocumento22 páginasEjemplo de Aplicación Del Método Científico Experimental. UESthordeasgard75% (4)
- Universidad de El Salvador Laboratorio No 5 Choque BidimensionalDocumento7 páginasUniversidad de El Salvador Laboratorio No 5 Choque BidimensionalthordeasgardAún no hay calificaciones
- Universidad de El Salvador Laboratorio No 5 Choque Bidimensional UCBDocumento9 páginasUniversidad de El Salvador Laboratorio No 5 Choque Bidimensional UCBthordeasgardAún no hay calificaciones
- Dinamo de Buje, para Cargar BateriaDocumento4 páginasDinamo de Buje, para Cargar Bateriathordeasgard100% (3)
- Universidad de El Salvador Laboratorio No 4 Masa ResorteDocumento10 páginasUniversidad de El Salvador Laboratorio No 4 Masa ResortethordeasgardAún no hay calificaciones
- Sistemas EstructuralesDocumento40 páginasSistemas EstructuralesthordeasgardAún no hay calificaciones
- Rendimineto de Mano de ObraDocumento5 páginasRendimineto de Mano de ObrathordeasgardAún no hay calificaciones
- Guia para Formular Un ProyectoDocumento8 páginasGuia para Formular Un Proyectothordeasgard100% (1)
- Electrodo E6013Documento8 páginasElectrodo E6013thordeasgard100% (3)
- Datos de Seguridad en Manejo de GasesDocumento27 páginasDatos de Seguridad en Manejo de Gasesthordeasgard100% (1)
- Tablas de Consumo de ElectrodoDocumento2 páginasTablas de Consumo de Electrodothordeasgard95% (19)
- Trabajo Final Ingenio ProvidenciaDocumento32 páginasTrabajo Final Ingenio ProvidenciaBryan ConchaAún no hay calificaciones
- Trampas de Vapor PDFDocumento31 páginasTrampas de Vapor PDFMelvin CotradoAún no hay calificaciones
- Cabezas rotatorias de control WilliamsDocumento19 páginasCabezas rotatorias de control WilliamsForos IscAún no hay calificaciones
- Ley #28832 Capitulo 1 y 2 (Grupo 8)Documento36 páginasLey #28832 Capitulo 1 y 2 (Grupo 8)ivan rondinelAún no hay calificaciones
- Solucion Ejercicios Propuestos-M2Documento24 páginasSolucion Ejercicios Propuestos-M2Carlos Tinoco100% (4)
- SSH PumpDocumento9 páginasSSH PumpandresAún no hay calificaciones
- Presentación Diseño de Gas LiftDocumento38 páginasPresentación Diseño de Gas LiftAntonio Subero RuizAún no hay calificaciones
- Petrolia PDFDocumento16 páginasPetrolia PDFpamela herediaAún no hay calificaciones
- Tecnologo en Electricidad Industrial 290410 PDFDocumento54 páginasTecnologo en Electricidad Industrial 290410 PDFGustavo RiosAún no hay calificaciones
- Diagnostico de VálvulasDocumento11 páginasDiagnostico de VálvulasJhunior ZavalaAún no hay calificaciones
- Exposicion 1 - Celdas de Combustibles AfcDocumento30 páginasExposicion 1 - Celdas de Combustibles AfcRoberto DG100% (1)
- Tripticos Consejos Sobre Prevencion Asitencia Domiciliaria Tcm1069 211539Documento2 páginasTripticos Consejos Sobre Prevencion Asitencia Domiciliaria Tcm1069 211539eduardoAún no hay calificaciones
- Anexo 1 - Hoja de Cálculo de Programacion PredictivaDocumento15 páginasAnexo 1 - Hoja de Cálculo de Programacion PredictivaCamila LozanoAún no hay calificaciones
- Catalogo Bulldozer Tractor Cadenas Topador d10t2 Caterpillar Caracteristicas Especificaciones TecnicasDocumento28 páginasCatalogo Bulldozer Tractor Cadenas Topador d10t2 Caterpillar Caracteristicas Especificaciones TecnicasSergio BallestasAún no hay calificaciones
- Diager Catalogo Ansi SP 2020 D00353Documento64 páginasDiager Catalogo Ansi SP 2020 D00353Juan ValerianoAún no hay calificaciones
- Informe Pais Estado Del Medio Ambiente en Chile 2012Documento296 páginasInforme Pais Estado Del Medio Ambiente en Chile 2012Jose SuarezAún no hay calificaciones
- Los 8 pilares fundamentales del TPMDocumento215 páginasLos 8 pilares fundamentales del TPMvivianaAún no hay calificaciones
- Manual de InstruccionesDocumento21 páginasManual de InstruccionesGabriela CanaviriAún no hay calificaciones
- Asistencia Tecnica Forestal PDFDocumento122 páginasAsistencia Tecnica Forestal PDFolimpicos368613Aún no hay calificaciones
- Exp TotalDocumento264 páginasExp TotalJoel Michel Sutty HuanacoAún no hay calificaciones
- Capitulo1 2 3Documento16 páginasCapitulo1 2 3darwinAún no hay calificaciones
- Electro Sur Este SAADocumento10 páginasElectro Sur Este SAAAlexia Yañez CayoAún no hay calificaciones
- 3.43definicion de Residuos Peligrosos y Codigo CretibDocumento40 páginas3.43definicion de Residuos Peligrosos y Codigo CretibIsaias Rodriguez Jimenez50% (2)
- Manual de Seguridad y Salud en El Trabajo: Sector PesqueroDocumento25 páginasManual de Seguridad y Salud en El Trabajo: Sector PesqueroFranchesca CarbajalAún no hay calificaciones
- Estados de Agregación, Sustancias y Modelos AtómicosDocumento9 páginasEstados de Agregación, Sustancias y Modelos AtómicosBarack LeónAún no hay calificaciones
- Curva de La Bañera 1Documento9 páginasCurva de La Bañera 1festradavAún no hay calificaciones
- Correccion Del FP Con Armonicas-VarmexDocumento47 páginasCorreccion Del FP Con Armonicas-VarmexFervisaAún no hay calificaciones
- Cuestionario MaquinasDocumento8 páginasCuestionario MaquinasRoberto CordovaAún no hay calificaciones
- 34395Documento5 páginas34395Roxana Copa VasquezAún no hay calificaciones
- Subestaciones 1Documento32 páginasSubestaciones 1RussEdilsonCusipumaGallegosAún no hay calificaciones