También podría gustarte
- Manual Eco Pellet 360 V3Documento16 páginasManual Eco Pellet 360 V3Hugo Jara Fuentes67% (3)
- Unidad 5 EstaticaDocumento8 páginasUnidad 5 EstaticaErickToledoAún no hay calificaciones
- U-5 Ing de Matls Tratamientos Termoquímicos y Superficiales de Los AcerosDocumento62 páginasU-5 Ing de Matls Tratamientos Termoquímicos y Superficiales de Los AcerosRicardo Fabela25% (4)
- NTP 370.255-1Documento77 páginasNTP 370.255-1Manuel100% (4)
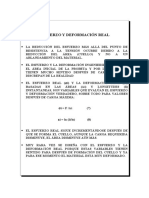
- Esfuerzo y Deformación RealDocumento13 páginasEsfuerzo y Deformación RealPaulinaAún no hay calificaciones
- Esfuerzo y Deformacion REALDocumento13 páginasEsfuerzo y Deformacion REALEmmanuell ArmentaAún no hay calificaciones
- Esfuerzo y Deformacion Ingenieril y VerdaderaDocumento13 páginasEsfuerzo y Deformacion Ingenieril y VerdaderaChay FuentesAún no hay calificaciones
- Cuadernillo 1 - ElasticidadDocumento14 páginasCuadernillo 1 - ElasticidaderickAún no hay calificaciones
- Deformaciones AxialesDocumento35 páginasDeformaciones AxialesOscar MartinezAún no hay calificaciones
- Deformaciones AxialesDocumento30 páginasDeformaciones AxialesTerryAún no hay calificaciones
- InformeDocumento4 páginasInformeDelcioTR100% (1)
- Resistencia A La FlexionDocumento22 páginasResistencia A La FlexionRichar Garcìa HerviasAún no hay calificaciones
- Resistencia AerodinamicaDocumento13 páginasResistencia Aerodinamicaveroni-k-andrea100% (1)
- Momento FlexionanteDocumento3 páginasMomento FlexionanteAlex Ruiz BrionesAún no hay calificaciones
- Sist Hidr AvalosDocumento22 páginasSist Hidr AvalosJose Francisco Valdez BautistaAún no hay calificaciones
- Deformaciones AxialesDocumento34 páginasDeformaciones AxialesMayraOchoaAún no hay calificaciones
- MARCO TEÓRICO Laboratorio FriccionDocumento6 páginasMARCO TEÓRICO Laboratorio Friccionjuan100% (1)
- ElasticidadDocumento12 páginasElasticidadEdward TaceAún no hay calificaciones
- Propiedades de Los Materiales - Ensayos MecánicosDocumento19 páginasPropiedades de Los Materiales - Ensayos MecánicosGILARI GISSEL GOMEZ ANYOSAAún no hay calificaciones
- Elasticidad y Propiedades Mecánicas de Los MaterialesDocumento27 páginasElasticidad y Propiedades Mecánicas de Los MaterialesNilber Jhony Terán DíazAún no hay calificaciones
- Investigacion EstaticaDocumento10 páginasInvestigacion EstaticaBRANDON CONTRERAS RICALDAYAún no hay calificaciones
- Cuestionario Primer ParcialDocumento6 páginasCuestionario Primer ParcialPabel Andrade Mendoza100% (1)
- Apunt U2Documento23 páginasApunt U2DC JCAún no hay calificaciones
- Bases de Mecánica de SuelosDocumento107 páginasBases de Mecánica de SuelosMaria Eugenia Rodriguez ParraAún no hay calificaciones
- Sist Hidr Caleb FinalDocumento21 páginasSist Hidr Caleb FinalOsvaldo Santiago ChavezAún no hay calificaciones
- Elasticidad 1unacDocumento59 páginasElasticidad 1unacOscar F. C Re0% (1)
- Unidad IV Esfuerzo Cortante Parte 2Documento25 páginasUnidad IV Esfuerzo Cortante Parte 2Jhostin Joel Alvarez VargasAún no hay calificaciones
- Dilatacion TermicaDocumento19 páginasDilatacion TermicaRoberto GarayAún no hay calificaciones
- Informe de Fisica - RozamientoDocumento13 páginasInforme de Fisica - RozamientoRodrigo López100% (1)
- Curso de UltrasonidoDocumento318 páginasCurso de UltrasonidoFranco Saenz Solis100% (3)
- Registros GeofisicosDocumento135 páginasRegistros GeofisicosBonifacio Hernandez Lopez100% (4)
- Geología Estructural Aspectos Teóricos de La DeformaciónDocumento38 páginasGeología Estructural Aspectos Teóricos de La DeformaciónRenzo EscarcenaAún no hay calificaciones
- INFOGRAFICODocumento2 páginasINFOGRAFICOjoahan vite martinezAún no hay calificaciones
- Copia de ESTRUCTURAS ROTULADAS U CERCHAS 4FEB9AM-1 - 1274Documento30 páginasCopia de ESTRUCTURAS ROTULADAS U CERCHAS 4FEB9AM-1 - 1274Vargas MarcAún no hay calificaciones
- Relación Esfuerzo - Deformación Unitaria & Ley deDocumento15 páginasRelación Esfuerzo - Deformación Unitaria & Ley deSteven JhonatanAún no hay calificaciones
- EXPO - Principio de ArquímedesDocumento29 páginasEXPO - Principio de ArquímedesWalter Nilo Avelino GiraldoAún no hay calificaciones
- ULTRASONIDODocumento350 páginasULTRASONIDOVICTOR SEGOVIAAún no hay calificaciones
- CAP 5 RozamientoDocumento19 páginasCAP 5 RozamientoigimenezAún no hay calificaciones
- Copia de Estructuras Rotuladas U Cerchas 4feb9am-1 - 1274Documento30 páginasCopia de Estructuras Rotuladas U Cerchas 4feb9am-1 - 1274Lhourdes Aldara Olorte AitkenAún no hay calificaciones
- Capitulo 4 Características Propagación Sonido Curso Acustica Submarina UNFV MGT 2014Documento47 páginasCapitulo 4 Características Propagación Sonido Curso Acustica Submarina UNFV MGT 2014Andre SarmientoAún no hay calificaciones
- Balistica IntermediaDocumento14 páginasBalistica IntermediaCem MezaAún no hay calificaciones
- Sistemas Mecanicos y EstructurasDocumento46 páginasSistemas Mecanicos y Estructurasalicia carpioAún no hay calificaciones
- Teoria de Estatica de FluidosDocumento5 páginasTeoria de Estatica de Fluidoselianny jimenezAún no hay calificaciones
- AerodinamicanPDF 14620ea2bdc8237Documento27 páginasAerodinamicanPDF 14620ea2bdc8237jhoan esneider geronimo lopezAún no hay calificaciones
- FICCIONDocumento19 páginasFICCIONJose Luis LoredoAún no hay calificaciones
- Modulo Ii de Registro de PozosDocumento67 páginasModulo Ii de Registro de PozosAlejandra Alarcon SuarezAún no hay calificaciones
- ASHQUI - ALEX - Consulta FriccionDocumento5 páginasASHQUI - ALEX - Consulta FriccionAlex AshquiAún no hay calificaciones
- Propiedades Mecanicas de Los Materiales y Conceptos Básicos EmpleadosDocumento9 páginasPropiedades Mecanicas de Los Materiales y Conceptos Básicos EmpleadosRODRIGUEZ LOPEZ ELIASAún no hay calificaciones
- 21 Dinamica Con RozamientoDocumento10 páginas21 Dinamica Con RozamientoDevil MikloAún no hay calificaciones
- Efecto DopplerDocumento8 páginasEfecto DopplerJULIO OROZCO CUELLOAún no hay calificaciones
- Fuerza de Rozamiento 5Documento6 páginasFuerza de Rozamiento 5Luis PuelloAún no hay calificaciones
- Curva Esfuerzo-DeformaciónDocumento49 páginasCurva Esfuerzo-DeformaciónIVANAún no hay calificaciones
- AguilarMondragón - Resistencia Al Esfuerzo CortanteDocumento36 páginasAguilarMondragón - Resistencia Al Esfuerzo CortanteBerna Aguilar MondragonAún no hay calificaciones
- Características de La RocaDocumento10 páginasCaracterísticas de La Rocajennhurtados4386Aún no hay calificaciones
- Clase 1 PFDocumento12 páginasClase 1 PFOriana Gudiño GaliñoAún no hay calificaciones
- Fricción - Wikipedia, La Enciclopedia LibreDocumento9 páginasFricción - Wikipedia, La Enciclopedia LibreWilberth TamayoAún no hay calificaciones
- Avance de ExpoDocumento29 páginasAvance de ExpoRenzo Andres Carrascal FierroAún no hay calificaciones
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
- Undrained seismic response of underground structuresDe EverandUndrained seismic response of underground structuresAún no hay calificaciones
- Círculo armónico diatónico artificial: Mayor artificial y doble mayor armónico: círculo armónico diatónico artificial, #1De EverandCírculo armónico diatónico artificial: Mayor artificial y doble mayor armónico: círculo armónico diatónico artificial, #1Aún no hay calificaciones
- Quimica de Brown Lemay y BurstenDocumento91 páginasQuimica de Brown Lemay y Burstenjuan carlos de la cruz50% (2)
- Práctica 2 Redes ConvergentesDocumento48 páginasPráctica 2 Redes ConvergentesJuan Pablo LópezAún no hay calificaciones
- ITIL® 4 Fundamentos - Sílabo - SGIDocumento5 páginasITIL® 4 Fundamentos - Sílabo - SGIJack Daniel Cáceres MezaAún no hay calificaciones
- Inter Heat Manual PLUS For WebDocumento35 páginasInter Heat Manual PLUS For WebedgarAún no hay calificaciones
- Simulacion de Un Procedimiento de Aceptacion o Rechazo de Una Estructura Metalica SoldadaDocumento1 páginaSimulacion de Un Procedimiento de Aceptacion o Rechazo de Una Estructura Metalica SoldadaCamilo Cortes100% (1)
- 4 Líneas de TransmisiónDocumento64 páginas4 Líneas de TransmisiónyeferAún no hay calificaciones
- Tarea 3 Electronica Industrial PDFDocumento30 páginasTarea 3 Electronica Industrial PDFJosé Pablo ZubietaAún no hay calificaciones
- Elaboración de Sigilos Por Ordenador - Método NeotreutDocumento5 páginasElaboración de Sigilos Por Ordenador - Método NeotreutjafesAún no hay calificaciones
- Estándar Práctico EDT (WBS)Documento40 páginasEstándar Práctico EDT (WBS)Roy Delgado A.100% (3)
- Leyes de NewtonDocumento10 páginasLeyes de NewtonJuan MendozaAún no hay calificaciones
- Check List Ley 28.898Documento4 páginasCheck List Ley 28.898enterconsultores4Aún no hay calificaciones
- Paper de Investigacion MODIFICADO9Documento15 páginasPaper de Investigacion MODIFICADO9Stefanny Teffy M CaballeroAún no hay calificaciones
- Diapositiva Bombas CentrifugasDocumento34 páginasDiapositiva Bombas CentrifugasEver LopezAún no hay calificaciones
- Diagrama de Gant - Roladora ManualDocumento2 páginasDiagrama de Gant - Roladora Manualjuan rodolfo soncco apafataAún no hay calificaciones
- Informe Tecnico 045 - 2019 AhijaderoDocumento9 páginasInforme Tecnico 045 - 2019 AhijaderoWalter MelitonAún no hay calificaciones
- Formato Matriz EPP Proyecto Integrador (1) FINALDocumento6 páginasFormato Matriz EPP Proyecto Integrador (1) FINALmariaAún no hay calificaciones
- Etapas de Un Proyecto VialDocumento16 páginasEtapas de Un Proyecto VialJose Manuel ParraAún no hay calificaciones
- Formularios en PHPDocumento11 páginasFormularios en PHPLuis Eduardo AponteAún no hay calificaciones
- Informe de PolietilenoDocumento119 páginasInforme de PolietilenoDIEGOAún no hay calificaciones
- Checklist Te4 GnralDocumento2 páginasChecklist Te4 GnralORLANDO ALARCONAún no hay calificaciones
- Taller .Computacion II OKDocumento3 páginasTaller .Computacion II OKMiguel Guevara A.Aún no hay calificaciones
- Resistencia Interna de Un GeneradorDocumento11 páginasResistencia Interna de Un GeneradorAnny ChaustreAún no hay calificaciones
- Inspección A AndamiosDocumento1 páginaInspección A AndamiosJAIMEAún no hay calificaciones
- Diferencias IAT 16949Documento2 páginasDiferencias IAT 16949La MetalurgicaAún no hay calificaciones
- Procedimiento de PinturaDocumento12 páginasProcedimiento de PinturaPETROLAGO EPC & WELDING, C.AAún no hay calificaciones
- Mantencion PREVENTIVA de Motores de Corriente Alterna PDFDocumento15 páginasMantencion PREVENTIVA de Motores de Corriente Alterna PDFPatricio Astorga GuzmanAún no hay calificaciones
- Cambio de Disco y Cubo Delantero.Documento28 páginasCambio de Disco y Cubo Delantero.Fredy RoaAún no hay calificaciones
- Cierres y Tratamiento Termico de Conservas PDFDocumento93 páginasCierres y Tratamiento Termico de Conservas PDForlando145Aún no hay calificaciones