También podría gustarte
- Tasa de RetornoDocumento14 páginasTasa de RetornoVALERIA ALEXANDRA VILLACORTA LANDEOAún no hay calificaciones
- Tarea Académica 1 - Grupo 4 - Intento - 2022-05-26-19-51-32 - TA1Documento20 páginasTarea Académica 1 - Grupo 4 - Intento - 2022-05-26-19-51-32 - TA1Khenedy ParicahuaAún no hay calificaciones
- Tarea Académica 1 - Grupo 5 - Intento - 2022-05-26-23-27-32 - TA1 - Grupo 5 - 3PLDocumento30 páginasTarea Académica 1 - Grupo 5 - Intento - 2022-05-26-23-27-32 - TA1 - Grupo 5 - 3PLKhenedy ParicahuaAún no hay calificaciones
- V1 TPR301 Plantilla Trabajo Semana 4Documento9 páginasV1 TPR301 Plantilla Trabajo Semana 4yordana fuentes100% (1)
- Tarea Académica 1 - Grupo 8 - Intento - 2022-05!27!18!56!08 - Trabajo 01 - Logistica - Grupo 08-Rev0Documento21 páginasTarea Académica 1 - Grupo 8 - Intento - 2022-05!27!18!56!08 - Trabajo 01 - Logistica - Grupo 08-Rev0Khenedy Paricahua100% (1)
- Cómo Se Beneficia La Empresa Cuando Tiene Una Programación Del MantenimientoDocumento1 páginaCómo Se Beneficia La Empresa Cuando Tiene Una Programación Del MantenimientoKhenedy ParicahuaAún no hay calificaciones
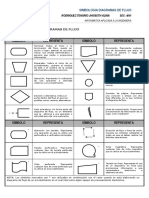
- Simbolos Diagrama de Flujo PDFDocumento1 páginaSimbolos Diagrama de Flujo PDFKhenedy ParicahuaAún no hay calificaciones
- Texto Unidad 1 AuditoriaDocumento32 páginasTexto Unidad 1 AuditoriaIvonne Román AcuñaAún no hay calificaciones
- Foro 2Documento2 páginasForo 2Khenedy ParicahuaAún no hay calificaciones
- Foro 3Documento1 páginaForo 3Khenedy ParicahuaAún no hay calificaciones
- Manufactura de Clase MundialDocumento1 páginaManufactura de Clase MundialKhenedy ParicahuaAún no hay calificaciones
- Lectura - La Productividad en El Mantenimiento Industrial. Dunce Villanueva, Enrique (2014) Capitulo 1Documento13 páginasLectura - La Productividad en El Mantenimiento Industrial. Dunce Villanueva, Enrique (2014) Capitulo 1Khenedy ParicahuaAún no hay calificaciones
- Lectura Ciclo de Vida ActivosDocumento7 páginasLectura Ciclo de Vida ActivosDiego Campos SuarezAún no hay calificaciones
- Tarea Académica 1 - Grupo 6 - Intento - 2022-05-26-23-23-32 - TA1-GRUPO 6Documento12 páginasTarea Académica 1 - Grupo 6 - Intento - 2022-05-26-23-23-32 - TA1-GRUPO 6Khenedy ParicahuaAún no hay calificaciones
- Tarea Académica 1 Grupo 3 Intento 2022-05!26!22!00!45 TA1 HERRAMIENTA VMIDocumento9 páginasTarea Académica 1 Grupo 3 Intento 2022-05!26!22!00!45 TA1 HERRAMIENTA VMIKhenedy ParicahuaAún no hay calificaciones
- Foro 1Documento2 páginasForo 1Khenedy ParicahuaAún no hay calificaciones
- Tarea Académica 1 - Grupo 1 - Intento - 2022-05!26!19!56!27 - TAREA ACADEMICA 1 - GRUPO 1Documento15 páginasTarea Académica 1 - Grupo 1 - Intento - 2022-05!26!19!56!27 - TAREA ACADEMICA 1 - GRUPO 1Khenedy ParicahuaAún no hay calificaciones
- Proyecto de Mejora AcvDocumento1 páginaProyecto de Mejora AcvKhenedy ParicahuaAún no hay calificaciones
- Tarea Académica 1 - Grupo 2 - Intento - 2022-05-26-20-42-33 - TA1 - LOGISTICA 4.0 - GRUPO - 02Documento13 páginasTarea Académica 1 - Grupo 2 - Intento - 2022-05-26-20-42-33 - TA1 - LOGISTICA 4.0 - GRUPO - 02Khenedy ParicahuaAún no hay calificaciones
- Potencia, Energia y EficienciaDocumento30 páginasPotencia, Energia y EficienciaKhenedy ParicahuaAún no hay calificaciones
- Avance 2 - Grupo 2Documento79 páginasAvance 2 - Grupo 2Khenedy ParicahuaAún no hay calificaciones
- Tarea Académica 1 - Grupo 7 - Intento - 2022-05-26-23-19-49 - TA1 - G7Documento18 páginasTarea Académica 1 - Grupo 7 - Intento - 2022-05-26-23-19-49 - TA1 - G7Khenedy ParicahuaAún no hay calificaciones
- Fundamentos de Electricidad BDocumento56 páginasFundamentos de Electricidad BMelisa Reyes PenadilloAún no hay calificaciones
- Proyecto de Mejora AcvDocumento1 páginaProyecto de Mejora AcvKhenedy ParicahuaAún no hay calificaciones
- ResolucionDocumento3 páginasResolucionKhenedy ParicahuaAún no hay calificaciones
- Avance 2 - Grupo 2Documento79 páginasAvance 2 - Grupo 2Khenedy ParicahuaAún no hay calificaciones
- Ii157-W71b Sustentación Avance-2 2021-02 - Sa-7pmDocumento2 páginasIi157-W71b Sustentación Avance-2 2021-02 - Sa-7pmKhenedy ParicahuaAún no hay calificaciones
- 2021 - 01 DD-Rúbrica de La Competencia Específica 5Documento1 página2021 - 01 DD-Rúbrica de La Competencia Específica 5Khenedy ParicahuaAún no hay calificaciones
- Final LABORATORIO 4 Sistemas BiologicosDocumento13 páginasFinal LABORATORIO 4 Sistemas BiologicosKhenedy ParicahuaAún no hay calificaciones
- Labo4 SistemasbiologicosDocumento19 páginasLabo4 SistemasbiologicosKhenedy ParicahuaAún no hay calificaciones
- 2020-2 Nueva Rubrica de Trabajo Final de HQ - Competencia DDocumento2 páginas2020-2 Nueva Rubrica de Trabajo Final de HQ - Competencia DShanayar AlbujarAún no hay calificaciones
- Reporte Mercado Retail 2S 2023 VPDocumento17 páginasReporte Mercado Retail 2S 2023 VPChristian Villalta GarcesAún no hay calificaciones
- HseqDocumento11 páginasHseqViVi DoMiAún no hay calificaciones
- Solicitudes 20210323Documento95 páginasSolicitudes 20210323César Augusto Cocuy CampoAún no hay calificaciones
- Régimen Jurídico Español Del Comercio Exterior OkDocumento19 páginasRégimen Jurídico Español Del Comercio Exterior OkMartaAún no hay calificaciones
- Universidad Amazonica de PandoDocumento3 páginasUniversidad Amazonica de PandoAlexander ArzeAún no hay calificaciones
- Gallo ARL-Lazarte CJMADocumento282 páginasGallo ARL-Lazarte CJMAMaria ElenaAún no hay calificaciones
- Bitacora Interes Compuesto. 5 %Documento14 páginasBitacora Interes Compuesto. 5 %Juan Jose HerreraAún no hay calificaciones
- PDF Analisis Del Mercado ProveedorDocumento7 páginasPDF Analisis Del Mercado ProveedorAvila Castillo EmersonAún no hay calificaciones
- Eduardo Patricio Chandia Candia R.U.T.:8.313.387-2 Factura Electronica Nº3732Documento2 páginasEduardo Patricio Chandia Candia R.U.T.:8.313.387-2 Factura Electronica Nº3732Pedro Chandia CandiaAún no hay calificaciones
- VNT 006231 ADocumento1 páginaVNT 006231 ACarlos Enrique Pedemonte GrauAún no hay calificaciones
- Gestion de CalidadDocumento21 páginasGestion de CalidadAngiemar Rivas OrtizAún no hay calificaciones
- Contratos Civiles 1Documento7 páginasContratos Civiles 1ElderAún no hay calificaciones
- Implementacion Metodologia 5S Zapata 2012Documento50 páginasImplementacion Metodologia 5S Zapata 2012Dilan sanAún no hay calificaciones
- Semana 11 (Diagrama Del Tiempo)Documento8 páginasSemana 11 (Diagrama Del Tiempo)angelo bernabeAún no hay calificaciones
- Resumen Sergio MercadoDocumento4 páginasResumen Sergio Mercadojuleidy cAún no hay calificaciones
- Ensayo Sobre ArticuloDocumento5 páginasEnsayo Sobre Articulomaxiely rosarioAún no hay calificaciones
- Texto Argumentativo Sobre El Trabajo Como Derecho Humano Fundamental. Nestor José Velasco VargasDocumento6 páginasTexto Argumentativo Sobre El Trabajo Como Derecho Humano Fundamental. Nestor José Velasco VargasNestor VELASCOAún no hay calificaciones
- Gobierno de Alberto FujimoriDocumento3 páginasGobierno de Alberto FujimoriJean CNAún no hay calificaciones
- Entrega de Proyecto Final - Adoquines de Hormigón - Intento - 2020-11!30!22!23!03 - Estudio de Prefactibilidad de Una Planta de Adoquines de HormigónDocumento245 páginasEntrega de Proyecto Final - Adoquines de Hormigón - Intento - 2020-11!30!22!23!03 - Estudio de Prefactibilidad de Una Planta de Adoquines de HormigónRichar NuñezAún no hay calificaciones
- U5 Valuacin 2020Documento4 páginasU5 Valuacin 2020German NerenbergAún no hay calificaciones
- Ensayo - Economia VerdeDocumento3 páginasEnsayo - Economia VerdeGeorgina Marin AbadAún no hay calificaciones
- Naid-458 Cuaderno de Informes (1) (2) de Procesos Industriales (1) Grupo 2Documento14 páginasNaid-458 Cuaderno de Informes (1) (2) de Procesos Industriales (1) Grupo 2Karina ChininAún no hay calificaciones
- Informe de Gestión Consolidado: Apartado 14 Estado de La Información No FinancieraDocumento71 páginasInforme de Gestión Consolidado: Apartado 14 Estado de La Información No FinancieramiguelcorralgarciaAún no hay calificaciones
- Tabla de Retencion de IvaDocumento1 páginaTabla de Retencion de IvaJose GuamanAún no hay calificaciones
- Actividad #7 - Infografia - Las Entidades de Economía SolidariaDocumento3 páginasActividad #7 - Infografia - Las Entidades de Economía SolidariaMayerly Andrea TOVAR HERNANDEZ100% (1)
- Mapa Conceptual - CIVILDocumento12 páginasMapa Conceptual - CIVILTiare A. GallardoAún no hay calificaciones
- Tarea II Comercion InternacionalDocumento5 páginasTarea II Comercion InternacionalJorge LeybaAún no hay calificaciones
- Proyecto Final Procesos AdministrativosDocumento9 páginasProyecto Final Procesos AdministrativosdiegorinconveAún no hay calificaciones