También podría gustarte
- ALINEACIONDocumento21 páginasALINEACIONBlakysha GonzalezAún no hay calificaciones
- Omega 150-460 ADocumento8 páginasOmega 150-460 AFernando Orbea GuerreroAún no hay calificaciones
- Metodologia Montaje-Camisa BronceDocumento9 páginasMetodologia Montaje-Camisa Bronceolp757Aún no hay calificaciones
- Presentacion Alineamiento PDFDocumento67 páginasPresentacion Alineamiento PDFLuis Sebastian CastilloAún no hay calificaciones
- Curso Alineamiento CMZDocumento39 páginasCurso Alineamiento CMZjairojorquera02100% (2)
- AlineacionDocumento41 páginasAlineacionjairo0% (1)
- Tarea - Pata CojaDocumento3 páginasTarea - Pata CojaMiguel LaricoAún no hay calificaciones
- Norma ISO 4406 169 173Documento5 páginasNorma ISO 4406 169 173Jose ChuchulloAún no hay calificaciones
- Curso AlineamientoDocumento45 páginasCurso AlineamientoAlex Garcia100% (3)
- Alineamientonuevo ConversionDocumento100 páginasAlineamientonuevo ConversionFelix OlAún no hay calificaciones
- Curso Alineacion E420Documento69 páginasCurso Alineacion E420Luis Enrique SorianoAún no hay calificaciones
- Alineacion Por ComparadorDocumento11 páginasAlineacion Por ComparadorAnna RamírezAún no hay calificaciones
- Alineacion de AcoplesDocumento6 páginasAlineacion de AcoplesLuis Fernando Gonzalez ReyesAún no hay calificaciones
- 23 Acoplamientos Hidráulica 528410sDocumento6 páginas23 Acoplamientos Hidráulica 528410sjosevelazcoqAún no hay calificaciones
- Listado de Fallas - ModificadoDocumento66 páginasListado de Fallas - ModificadoZabthAún no hay calificaciones
- Alineando 2Documento26 páginasAlineando 2Yraula CrucesAún no hay calificaciones
- Sesion 01Documento46 páginasSesion 01Fernando MárquezAún no hay calificaciones
- Fallas en Motores Con Analisis ElectricoDocumento48 páginasFallas en Motores Con Analisis Electricoivancho310Aún no hay calificaciones
- Sellos Mecanicos y Planes de Asistencia TecnaDocumento67 páginasSellos Mecanicos y Planes de Asistencia TecnaCarlos Ruiz DiazAún no hay calificaciones
- Alineación de EquiposDocumento7 páginasAlineación de EquiposIsrael SantoAún no hay calificaciones
- Alineacion en Reverso - Kelvin QuinteroDocumento9 páginasAlineacion en Reverso - Kelvin QuinteroJose Luis RattiaAún no hay calificaciones
- PDF Curso PM Sap 2016Documento412 páginasPDF Curso PM Sap 2016Os SanchezAún no hay calificaciones
- 05 Tolerancias y AjustesDocumento31 páginas05 Tolerancias y AjustesChristian UribeAún no hay calificaciones
- Final Bancada y TrenDocumento32 páginasFinal Bancada y TrenAlberto Casillas FigueroaAún no hay calificaciones
- Manual Pulsafeeder PulsaDocumento47 páginasManual Pulsafeeder PulsaAlfonso Javier Medina PernethAún no hay calificaciones
- Alineamiento de BombasDocumento30 páginasAlineamiento de BombasMiguel Angel100% (1)
- Alineación de EjesDocumento5 páginasAlineación de EjesJamen Luis Quinonez BellidoAún no hay calificaciones
- Lubricantes SKF 3Documento72 páginasLubricantes SKF 3Juan Esteban GaviriaAún no hay calificaciones
- Informe de Cambio de Bases y Nivelacion de Chumaceras de Polin Tensor de CV017 C2Documento12 páginasInforme de Cambio de Bases y Nivelacion de Chumaceras de Polin Tensor de CV017 C2joseAún no hay calificaciones
- Tecnicas AlineamientoDocumento61 páginasTecnicas AlineamientoRoberto Cedillo100% (1)
- Manual de Bomba de Succion AbsDocumento26 páginasManual de Bomba de Succion AbsGuillermo Renato Monroy RodriguezAún no hay calificaciones
- Art Confiabilidad Industria PetroleraDocumento36 páginasArt Confiabilidad Industria PetrolerajapeleAún no hay calificaciones
- Gestion Del Mantenimiento PredictivoDocumento33 páginasGestion Del Mantenimiento PredictivoMarigryz OrtizAún no hay calificaciones
- Analisis de Falla PDFDocumento38 páginasAnalisis de Falla PDFGiovanni Daniel Castro AlaveAún no hay calificaciones
- Instrucciones de Uso - Aplicación Alineación de Ejes EspaciadoresDocumento24 páginasInstrucciones de Uso - Aplicación Alineación de Ejes EspaciadoresAVAún no hay calificaciones
- V 330 KDocumento5 páginasV 330 KSmeloAún no hay calificaciones
- Análisis de Causa Raíz Aplicado A Fallas en Sellos Mecánicos de BombasDocumento13 páginasAnálisis de Causa Raíz Aplicado A Fallas en Sellos Mecánicos de BombasJOSE LOPEZAún no hay calificaciones
- P-0258-ES Fixturlaser Geometry Measurements Rev A Low ResDocumento8 páginasP-0258-ES Fixturlaser Geometry Measurements Rev A Low ResSupervisorAún no hay calificaciones
- Análisis Causa Raíz para Encontrar Fallas PDFDocumento5 páginasAnálisis Causa Raíz para Encontrar Fallas PDFnidia rivera porrasAún no hay calificaciones
- AlineacionDocumento13 páginasAlineacionrodolfosti100% (1)
- Confiabilidad de Bombas CentrifugasDocumento20 páginasConfiabilidad de Bombas Centrifugasjuanca_eduAún no hay calificaciones
- S4 - Ciclo de Vida de Los ActivosDocumento29 páginasS4 - Ciclo de Vida de Los ActivosabelAún no hay calificaciones
- Curso de AlineamientoDocumento93 páginasCurso de AlineamientoNicandroGonzales100% (1)
- Reliability Centred Maintenance (RCM)Documento9 páginasReliability Centred Maintenance (RCM)Antonio Ros Moreno50% (2)
- RodamientosDocumento32 páginasRodamientoschailorth21100% (2)
- Standar Job CaterpillarDocumento6 páginasStandar Job CaterpillarAlirio Ramirez VelasquezAún no hay calificaciones
- Modo de Falla Transportadora Ceniza 2Documento3 páginasModo de Falla Transportadora Ceniza 2Pablo Valladares MuñozAún no hay calificaciones
- Bombas Centrifugas PEMEX 2007Documento233 páginasBombas Centrifugas PEMEX 2007José G. MolinaAún no hay calificaciones
- Manual Medidas Rendimiento Mantenimiento Maquinaria Equipos Ingenieria TecsupDocumento40 páginasManual Medidas Rendimiento Mantenimiento Maquinaria Equipos Ingenieria Tecsupjualt_velazugAún no hay calificaciones
- EQUILIGNDocumento29 páginasEQUILIGNjean ramos marinAún no hay calificaciones
- Método de Alineamiento Ejes RotativosDocumento23 páginasMétodo de Alineamiento Ejes RotativosManuel CarreñoAún no hay calificaciones
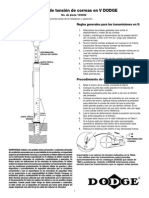
- Probador de Tension de Correas en VDocumento2 páginasProbador de Tension de Correas en Vlnavajim0% (1)
- Alineación Por Comparador de Caratula ExcelDocumento8 páginasAlineación Por Comparador de Caratula ExcelCarlos Viloria ArriolaAún no hay calificaciones
- Tema Vi 2013 Alineamiento MecánicoDocumento80 páginasTema Vi 2013 Alineamiento MecánicoPablo Leal AgueroAún no hay calificaciones
- Sesion 03Documento39 páginasSesion 03Fernando MárquezAún no hay calificaciones
- Alineación de Ejes PDFDocumento46 páginasAlineación de Ejes PDFOctavio David100% (1)
- Guion AlineacionDocumento16 páginasGuion Alineacion668atAún no hay calificaciones
- Mantenimiento Tcenicas y Procedimientos de AlineacionDocumento6 páginasMantenimiento Tcenicas y Procedimientos de AlineacionPedroAún no hay calificaciones
- 04 Alineamiento EjDocumento25 páginas04 Alineamiento Ejjose luis de granadaAún no hay calificaciones
- Métodos de Alineamientos: (CITATION Fel16 /L 2058)Documento13 páginasMétodos de Alineamientos: (CITATION Fel16 /L 2058)Luis F. VelascoAún no hay calificaciones
- PGS06 NDocumento6 páginasPGS06 Ncris planesAún no hay calificaciones
- 002 RF - Instalación de Sensor de Sobrellenado Tanque 16Documento8 páginas002 RF - Instalación de Sensor de Sobrellenado Tanque 16Carhuanina CristianAún no hay calificaciones
- Actividad 4 EcuacionesDocumento3 páginasActividad 4 Ecuacionesmleal24Aún no hay calificaciones
- Mineralogia y Petrografia 1 PDFDocumento189 páginasMineralogia y Petrografia 1 PDFCinthya Peña RoqueAún no hay calificaciones
- Psicopatia TrabajoDocumento53 páginasPsicopatia TrabajoYair Torres100% (2)
- Identificación Y Análisis de Los Factores de Riesgo Y Riesgos Asociados en El Trabajo en Obra Blanca en Fachada Con Andamios Colgantes en La Obra Alegro Bochalema de La Ciudad de Santiago de Cali (Valle Del Cauca) en El Año 2018Documento79 páginasIdentificación Y Análisis de Los Factores de Riesgo Y Riesgos Asociados en El Trabajo en Obra Blanca en Fachada Con Andamios Colgantes en La Obra Alegro Bochalema de La Ciudad de Santiago de Cali (Valle Del Cauca) en El Año 2018andresAún no hay calificaciones
- Analisis Benton y LuriaDocumento3 páginasAnalisis Benton y LuriaCristobal PonceAún no hay calificaciones
- Resolucion Del Caso Hubspot Marketing deDocumento10 páginasResolucion Del Caso Hubspot Marketing deJOSSELINE SELENY CRUZ ORDOÑEZAún no hay calificaciones
- Tarea Fisica PDFDocumento4 páginasTarea Fisica PDFJose R. Manchay NeiraAún no hay calificaciones
- El Papel de Las Tic en Elaula Universitaria para La Formación en Competencias Del AlumnadoDocumento17 páginasEl Papel de Las Tic en Elaula Universitaria para La Formación en Competencias Del AlumnadoWILSON. ESTE VES URBINA YACILAAún no hay calificaciones
- XulSolar-Una Mirada Desde La AntroposofiaDocumento165 páginasXulSolar-Una Mirada Desde La AntroposofiaMiguel Martínez CarbajoAún no hay calificaciones
- Camara RefrigeracionDocumento5 páginasCamara RefrigeracionmecatronAún no hay calificaciones
- ALEJANDRA CASTILLO, Julieta Kirkwood. Políticas Del Nombre PropioDocumento104 páginasALEJANDRA CASTILLO, Julieta Kirkwood. Políticas Del Nombre PropioMiguel ValderramaAún no hay calificaciones
- TA2 Registral y NotarialDocumento12 páginasTA2 Registral y NotarialibethAún no hay calificaciones
- Tipos de Presas Ok LDocumento12 páginasTipos de Presas Ok LKATHERINE.P FLORES PINTADOAún no hay calificaciones
- Ept2-U5-Sesion 5 Manipulación de Las Hojas de CálculoDocumento3 páginasEpt2-U5-Sesion 5 Manipulación de Las Hojas de CálculoIE Sulpicio García PeñalozaAún no hay calificaciones
- EjerciciosDocumento10 páginasEjerciciosIván DasimuAún no hay calificaciones
- Clec 04 2020Documento12 páginasClec 04 2020Mileth RamirezAún no hay calificaciones
- MerckDocumento22 páginasMerckAlonso DoriaAún no hay calificaciones
- Plantilla Power Point Estilo Tarjeta San ValentinDocumento34 páginasPlantilla Power Point Estilo Tarjeta San Valentinm cvtlAún no hay calificaciones
- Vector DensidadDocumento5 páginasVector DensidadMadara Hurtado100% (1)
- Ensayo Atención UsuarioDocumento8 páginasEnsayo Atención UsuarioAurora Chinchay SilvaAún no hay calificaciones
- Bomba Rotativa de Embolos CAVDocumento12 páginasBomba Rotativa de Embolos CAVChristian VinicioAún no hay calificaciones
- Cargas Que Soportan Las Plataformas PetrolerasDocumento3 páginasCargas Que Soportan Las Plataformas PetrolerasCristian Joel Saco CardenasAún no hay calificaciones
- Evaluación Formativa: Actividad ColaborativaDocumento2 páginasEvaluación Formativa: Actividad ColaborativaErika Patiño0% (1)
- Ley Autismo PDFDocumento26 páginasLey Autismo PDFRoberto Acevedo RojasAún no hay calificaciones
- 5° Dpcc-Actv.4-Uni 1-2023Documento5 páginas5° Dpcc-Actv.4-Uni 1-2023Camil MonzonAún no hay calificaciones
- Realizar Un Curso en La Plataforma EOMC - v3Documento10 páginasRealizar Un Curso en La Plataforma EOMC - v3David Polonio lucasAún no hay calificaciones
- INTERDISICIPLINARIEDADDocumento5 páginasINTERDISICIPLINARIEDADMonica ReinaAún no hay calificaciones
- Guia1 18Documento4 páginasGuia1 18Agustin ComeglioAún no hay calificaciones