También podría gustarte
- 8 MoliendaDocumento27 páginas8 Moliendaallan100% (1)
- Molienda IntroduccionDocumento30 páginasMolienda IntroduccionEmerson SivinchaAún no hay calificaciones
- Informe de Conminucion 10Documento11 páginasInforme de Conminucion 10Bruno Cornejo del MarAún no hay calificaciones
- Concentracion GravimetricaDocumento10 páginasConcentracion GravimetricaAlí Naveros JuncoAún no hay calificaciones
- Trabajo Work Index Semana 3Documento4 páginasTrabajo Work Index Semana 3LuisJoaquínAguilarChávezAún no hay calificaciones
- Matriz de Consistencia MetodologiaDocumento1 páginaMatriz de Consistencia MetodologiaWiliams CHAún no hay calificaciones
- Jose Quijahuaman. Presentación Congreso de Flotación 2018Documento36 páginasJose Quijahuaman. Presentación Congreso de Flotación 2018Luis Katsumoto Huere AnayaAún no hay calificaciones
- Cerron JC PDFDocumento136 páginasCerron JC PDFFer CastilloAún no hay calificaciones
- C ONMINUCIONDocumento18 páginasC ONMINUCIONFreedt Kilder Figueroa Balvin0% (1)
- Procedimientos de Pruebvas MetalurgicasDocumento3 páginasProcedimientos de Pruebvas MetalurgicasMaria Angelica Chavez UgarteAún no hay calificaciones
- Practica5 Modsim SMDocumento2 páginasPractica5 Modsim SMBraulio ala andiaAún no hay calificaciones
- Ampliacion Catalina HuancaDocumento45 páginasAmpliacion Catalina HuancaNavatPerezEspinoAún no hay calificaciones
- Molino de BolasDocumento28 páginasMolino de BolasJhon Rider Mendoza Gonzales100% (1)
- Pag 30 36. Calculos MoliendaDocumento9 páginasPag 30 36. Calculos MoliendaMirian Chingay BustamanteAún no hay calificaciones
- Data Sheet - Dp-1003Documento1 páginaData Sheet - Dp-1003ROYAL CHEMICAL DEL PERUAún no hay calificaciones
- Tesis Mejoramiento de PlantaDocumento88 páginasTesis Mejoramiento de PlantaJeir leao ValenciaAún no hay calificaciones
- 2.0 Mecanismo de Conminucion de Minerales PDFDocumento74 páginas2.0 Mecanismo de Conminucion de Minerales PDFAngel Eduardo Requelme ColoradoAún no hay calificaciones
- Molienda de MineralesDocumento16 páginasMolienda de MineralesKevin QFAún no hay calificaciones
- 4 Chancado MoliendaDocumento10 páginas4 Chancado Moliendaalex americoAún no hay calificaciones
- Informe 5-2Documento10 páginasInforme 5-2Reimer LM100% (1)
- Lab 04 Pulpas Minerales-Determinación de GsDocumento10 páginasLab 04 Pulpas Minerales-Determinación de Gsjose luis mori perezAún no hay calificaciones
- Manual de Chancado RosauraDocumento42 páginasManual de Chancado RosauraAntoniHinojosaAún no hay calificaciones
- Chancado y MoliendaDocumento10 páginasChancado y MoliendaJorge Noriega CalderonAún no hay calificaciones
- Variables Operativas de Los MolinosDocumento16 páginasVariables Operativas de Los MolinosAracely Moreno Gaspar100% (1)
- Problema de ValorizacionDocumento32 páginasProblema de ValorizacionAstridChoqueAún no hay calificaciones
- Ditiofosfato Ar G315Documento1 páginaDitiofosfato Ar G315carlos_alfaro_herreraAún no hay calificaciones
- C072E - S2 - Técnicas de Concentración de MineralesDocumento36 páginasC072E - S2 - Técnicas de Concentración de MineralesRenzo VegaAún no hay calificaciones
- Carga CirculanteDocumento9 páginasCarga CirculanteVinicio AlexanderAún no hay calificaciones
- Molino de Bolas PDFDocumento19 páginasMolino de Bolas PDFWill MaestreAún no hay calificaciones
- Cerro VerdeDocumento3 páginasCerro VerdeConi RSAún no hay calificaciones
- Procesos Hidrometalurgicos Coeur MexicanaDocumento23 páginasProcesos Hidrometalurgicos Coeur MexicanaYesenia FelixAún no hay calificaciones
- Análisis Granulométrico de Un Mineral PDFDocumento10 páginasAnálisis Granulométrico de Un Mineral PDFSantiagunZ0% (2)
- PMMEP3Documento188 páginasPMMEP3jonathanAún no hay calificaciones
- Optimizacion Del Proceso Productivo de La Concentradora ToquepalaDocumento50 páginasOptimizacion Del Proceso Productivo de La Concentradora ToquepalaGERARDOAún no hay calificaciones
- Chancador de RodilloDocumento3 páginasChancador de RodilloRodrigo Droguett EspinozaAún no hay calificaciones
- Lix Por AgitacionDocumento8 páginasLix Por AgitacionMatías González EstayAún no hay calificaciones
- PAF 001 Falla Del Sistema de La Chancadora PrimariaDocumento9 páginasPAF 001 Falla Del Sistema de La Chancadora PrimariaJulio CesarAún no hay calificaciones
- Molino SDocumento1 páginaMolino SAnarely Saucedo Garcia100% (1)
- 02 Beneficio de MineralesDocumento52 páginas02 Beneficio de MineralesJosePPMolinaAún no hay calificaciones
- Lab2 MoliendaDocumento16 páginasLab2 MoliendaYeferson Andy Alexis Chuchon GomezAún no hay calificaciones
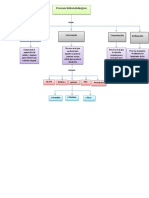
- Mapa Conceptual - Procesos HidrometurgicosDocumento1 páginaMapa Conceptual - Procesos HidrometurgicosKaren SierraAún no hay calificaciones
- Proceso Mineral Las BambasDocumento10 páginasProceso Mineral Las Bambasray manuelAún no hay calificaciones
- IMruvejmDocumento67 páginasIMruvejmRoger Noel Cubas RamònAún no hay calificaciones
- 04 Pruebas MetalúrgicasDocumento15 páginas04 Pruebas MetalúrgicasHeydi HurtadoAún no hay calificaciones
- Medios Densos ResumidaDocumento18 páginasMedios Densos ResumidaDavidAún no hay calificaciones
- Variables Operacionales de Un Molino de BolasDocumento3 páginasVariables Operacionales de Un Molino de BolasAldo AlfaroAún no hay calificaciones
- Problemas de ChancadoDocumento12 páginasProblemas de ChancadoCesar Marino Basurto ContrerasAún no hay calificaciones
- Procesamiento de MineralesDocumento69 páginasProcesamiento de MineralesRuben Cabanillas RequizAún no hay calificaciones
- Presentación Molino SAG Work Index PDFDocumento27 páginasPresentación Molino SAG Work Index PDFluisantonio2Aún no hay calificaciones
- F001-4753 01 PDFDocumento1 páginaF001-4753 01 PDFLuis Del CarmenAún no hay calificaciones
- Ejercicios Moly CopDocumento4 páginasEjercicios Moly CopDiego MuñozAún no hay calificaciones
- Informe Analisis de Todo El Circuito de Chancado Planta Victoria.Documento21 páginasInforme Analisis de Todo El Circuito de Chancado Planta Victoria.Hebert Eduardo Gamarra MaldonadoAún no hay calificaciones
- Informe Nº5 Indice de Trabajjo Wi de Bond ULSDocumento10 páginasInforme Nº5 Indice de Trabajjo Wi de Bond ULSAbel Ballón Soria100% (1)
- Informe de Practicas Profesionales Jose1Documento89 páginasInforme de Practicas Profesionales Jose1Jean Marco Diaz AgredaAún no hay calificaciones
- Eficiencia de ZarandaDocumento3 páginasEficiencia de ZarandaPIERO LEONARDO TOMASTO CRISTOBALAún no hay calificaciones
- Tarea de EjerciciosDocumento8 páginasTarea de EjerciciosEstephany Milagros Apaza OrtizAún no hay calificaciones
- Dimensionamiento de MolinosDocumento4 páginasDimensionamiento de MolinosVenger Wenger67% (3)
- Anexo Ingenieria MoliendaDocumento19 páginasAnexo Ingenieria MoliendaJosedd Osuna Araiza100% (1)
- Tonelaje para Molinos de BolasDocumento10 páginasTonelaje para Molinos de BolasLuis Franco100% (1)
- Problemas resueltos de Hidráulica de CanalesDe EverandProblemas resueltos de Hidráulica de CanalesCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Escobar Salas Caso6 BarbaraNorrisDocumento2 páginasEscobar Salas Caso6 BarbaraNorrisconstanzaAún no hay calificaciones
- Pauta ModificadaDocumento18 páginasPauta ModificadaconstanzaAún no hay calificaciones
- IQ6702 1 Pauta Evaluaci N Entregables EP2 REV CEDocumento26 páginasIQ6702 1 Pauta Evaluaci N Entregables EP2 REV CEconstanzaAún no hay calificaciones
- Proceso de Aplicacion Photio HormigonDocumento1 páginaProceso de Aplicacion Photio HormigonconstanzaAún no hay calificaciones
- Fluorescencia de Rayos X (XRF) FinalDocumento11 páginasFluorescencia de Rayos X (XRF) FinalconstanzaAún no hay calificaciones
- Anexo 3 ICDocumento5 páginasAnexo 3 ICconstanzaAún no hay calificaciones
- Anexos Reactor I y Filtro IDocumento8 páginasAnexos Reactor I y Filtro IconstanzaAún no hay calificaciones
- Informe Lab FinalDocumento11 páginasInforme Lab FinalconstanzaAún no hay calificaciones
- Control de Lectura Semana 2Documento3 páginasControl de Lectura Semana 2constanzaAún no hay calificaciones
- Ciecti Analisis Tecno Productivo de Cadena de Valor Del LitioDocumento95 páginasCiecti Analisis Tecno Productivo de Cadena de Valor Del LitioGerman Carbone100% (1)
- Intercambiador de Calor ReactorDocumento18 páginasIntercambiador de Calor ReactorconstanzaAún no hay calificaciones
- Entrega Parcial 1 v2Documento9 páginasEntrega Parcial 1 v2constanzaAún no hay calificaciones
- Reporte 5 Reactores IIDocumento11 páginasReporte 5 Reactores IIconstanzaAún no hay calificaciones
- Tarea1 p2Documento1 páginaTarea1 p2constanzaAún no hay calificaciones
- Informe Lab-Ressultados ModificadosDocumento16 páginasInforme Lab-Ressultados ModificadosconstanzaAún no hay calificaciones
- 04 Cinetica ReaccionesDocumento17 páginas04 Cinetica ReaccionesconstanzaAún no hay calificaciones
- Pauta P2 C2Documento4 páginasPauta P2 C2constanzaAún no hay calificaciones
- Reporte Práctica Profesional IDocumento17 páginasReporte Práctica Profesional IconstanzaAún no hay calificaciones
- Porcentaje de Quitosano Otros ProductosDocumento5 páginasPorcentaje de Quitosano Otros ProductosconstanzaAún no hay calificaciones
- Tarea 3 ReactoresDocumento9 páginasTarea 3 ReactoresconstanzaAún no hay calificaciones
- Aux 2Documento3 páginasAux 2constanzaAún no hay calificaciones
- Capitulo 7 FiltracionDocumento30 páginasCapitulo 7 FiltracionconstanzaAún no hay calificaciones
- 1601 IQ4101 02 Sistemas Algebraicos S. LinealesDocumento181 páginas1601 IQ4101 02 Sistemas Algebraicos S. LinealesconstanzaAún no hay calificaciones
- Singularidades y Pedida de CargaDocumento6 páginasSingularidades y Pedida de CargaconstanzaAún no hay calificaciones
- Diagramas PourbaixDocumento10 páginasDiagramas PourbaixJesus Gerardo Lopez ColmanAún no hay calificaciones
- Funcionamiento Real de Las BombasDocumento6 páginasFuncionamiento Real de Las BombasChicharito HernandezAún no hay calificaciones
- Tarea 2Documento3 páginasTarea 2constanzaAún no hay calificaciones