También podría gustarte
- Celdas de FlotacionDocumento32 páginasCeldas de FlotacionryepezszAún no hay calificaciones
- Cinetica de FlotacionDocumento42 páginasCinetica de FlotacionDeyvis Ingaroca50% (2)
- Descripcion Del Proceso Merrill CroweDocumento27 páginasDescripcion Del Proceso Merrill CroweDaniel Humberto Hospina RiosAún no hay calificaciones
- Manuak Completo NordsonDocumento170 páginasManuak Completo NordsonDavid Hawkins100% (1)
- Conminución UNIDocumento17 páginasConminución UNIJorge muñozAún no hay calificaciones
- Inf.2.Efecto Del PH en La Flotacion de MineralesDocumento11 páginasInf.2.Efecto Del PH en La Flotacion de MineralesNicolle Zarate100% (2)
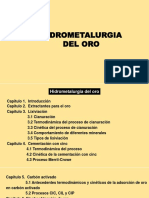
- Hidrometalurgia Del OroDocumento85 páginasHidrometalurgia Del OroJesús Eduardo De la CruzAún no hay calificaciones
- Fabrica Tu Propio Router CNC PDFDocumento140 páginasFabrica Tu Propio Router CNC PDFJulian Tabares100% (1)
- Clase 7 Objetivos de Desarrollo Sostenibles FinalDocumento71 páginasClase 7 Objetivos de Desarrollo Sostenibles FinalCARLOS ANDRES PUENTE ROSEROAún no hay calificaciones
- Concentracion 13 Noviembre 2017Documento19 páginasConcentracion 13 Noviembre 2017MisaelGarcíaAlfaro100% (1)
- Manual de Practicas de Metalurgia IDocumento14 páginasManual de Practicas de Metalurgia IOrlandino G. Huillca Kana50% (2)
- Control Numérico Computarizado - DARIEMSDocumento78 páginasControl Numérico Computarizado - DARIEMSDaniel De la Luz100% (3)
- Reactivos de FlotacionDocumento6 páginasReactivos de FlotacionDiegoJesusCasasMartinez100% (1)
- Calculo Del WiDocumento19 páginasCalculo Del WiLenis Vilchez NavarroAún no hay calificaciones
- Evalucacion de Plantas Concentradoras - Compress PDFDocumento30 páginasEvalucacion de Plantas Concentradoras - Compress PDFAlessandra guerrero zuritaAún no hay calificaciones
- Matematica I Nicolle Zarate Taller Modelos de Resolucion para Ecuaciones de Primer GradoDocumento10 páginasMatematica I Nicolle Zarate Taller Modelos de Resolucion para Ecuaciones de Primer GradoNicolle Zarate100% (1)
- Capitulo IV-CONMINUCION DE MINERALES, TRITURACIÓN Y CRIBADO PDFDocumento102 páginasCapitulo IV-CONMINUCION DE MINERALES, TRITURACIÓN Y CRIBADO PDFRodrigo100% (2)
- Preguntas 1era de Concentrado de MineralesDocumento3 páginasPreguntas 1era de Concentrado de MineralesNico TorresAún no hay calificaciones
- Concentracion de Minerales 1-2013Documento62 páginasConcentracion de Minerales 1-2013agripino100% (1)
- Concentración MagnéticaDocumento76 páginasConcentración Magnéticaheroesdelsilencio50% (2)
- FlotacionDocumento39 páginasFlotacionJose Miguel Lamas Vasquez100% (5)
- Procedimiento para Pruebas Metalurgicas A Nivel LaboratorioDocumento19 páginasProcedimiento para Pruebas Metalurgicas A Nivel LaboratorioCesar OrdoñezAún no hay calificaciones
- Descripcion de Agitador de Flotacion DenverDocumento5 páginasDescripcion de Agitador de Flotacion DenverJimmyFigueroaAAún no hay calificaciones
- Procedimiento Cinética de Flotación RougherDocumento2 páginasProcedimiento Cinética de Flotación RougherFederico Grandón BenaventeAún no hay calificaciones
- Metalurgia ExtractivaDocumento9 páginasMetalurgia ExtractivaCesar AljuAún no hay calificaciones
- Unidad 1 Ing - Materiales MetalicosDocumento26 páginasUnidad 1 Ing - Materiales MetalicosLorenzo Antonio Vasquez Garcia67% (3)
- Preparacion de ReactivosDocumento5 páginasPreparacion de ReactivosFranz PalaciosAún no hay calificaciones
- I - Fundamento Teorico y Mecanismos de FlotacionDocumento129 páginasI - Fundamento Teorico y Mecanismos de FlotacionThalia QuispeAún no hay calificaciones
- Flotación Cu - PB - ZNDocumento10 páginasFlotación Cu - PB - ZNMelany Echeverria100% (1)
- Flotacion DiapositivasDocumento34 páginasFlotacion DiapositivasFil Melchor Chavez100% (1)
- FlotacionDocumento99 páginasFlotacionCesar Rebolledo IbarraAún no hay calificaciones
- Flotaci N J. YianatosDocumento131 páginasFlotaci N J. Yianatoscenthus100% (7)
- Simulaciones Hidrometalurgicas Con METSIMDocumento1 páginaSimulaciones Hidrometalurgicas Con METSIMworquera2507Aún no hay calificaciones
- 02.-Flotacion de Minerales IIDocumento57 páginas02.-Flotacion de Minerales IIAnonymous lfvhpH0Aún no hay calificaciones
- Jose Manzaneda - IntermetDocumento32 páginasJose Manzaneda - IntermeteduardoslmAún no hay calificaciones
- Unidad 3 - Lixiviacion de Minerales de CobreDocumento78 páginasUnidad 3 - Lixiviacion de Minerales de CobreEdgar Alfredo Salazar CrucesAún no hay calificaciones
- Velocidad Crítica MolinosDocumento3 páginasVelocidad Crítica MolinoskdunsmoreAún no hay calificaciones
- Flotacion EjerciciosDocumento21 páginasFlotacion EjerciciosCESAR BASURTO CONTRERASAún no hay calificaciones
- Traducción Flotation Will's Mineral Processing TechnologyDocumento143 páginasTraducción Flotation Will's Mineral Processing TechnologyLeonel Rojas Adama100% (1)
- Flotación de Minerales Plata Plomo Zinc ProcesamientoDocumento7 páginasFlotación de Minerales Plata Plomo Zinc ProcesamientoLuis Rodriguez Gonzales100% (2)
- Capitulo FlotaciónDocumento202 páginasCapitulo FlotaciónManuel Carvajal LaraAún no hay calificaciones
- Separación Selectiva de Arsenopirita de Pirita Por Biomodulación en Presencia de Acidithiobacillus FerrooxidansDocumento20 páginasSeparación Selectiva de Arsenopirita de Pirita Por Biomodulación en Presencia de Acidithiobacillus FerrooxidansBrianAún no hay calificaciones
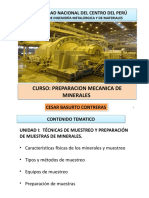
- Muestreo de MineralesDocumento111 páginasMuestreo de MineralesCESAR BASURTO CONTRERAS100% (1)
- Cinética de La FlotaciónDocumento3 páginasCinética de La FlotaciónFabian Gonzalez RecabarrenAún no hay calificaciones
- Flotacion de Minerales 1Documento95 páginasFlotacion de Minerales 1Jadira Cortéz VelizAún no hay calificaciones
- FLOTACIÓN DE MINERALES Material 1Documento26 páginasFLOTACIÓN DE MINERALES Material 1Liset EliasAún no hay calificaciones
- Carga CirculanteDocumento9 páginasCarga CirculanteVinicio AlexanderAún no hay calificaciones
- PirometalurgiaDocumento12 páginasPirometalurgiarikocar_17Aún no hay calificaciones
- Seminario y CalculosDocumento12 páginasSeminario y CalculosCarmen Luz YCAún no hay calificaciones
- Flotacion y Modelos Cineticos PDFDocumento18 páginasFlotacion y Modelos Cineticos PDFsaulAún no hay calificaciones
- Evaluación de Reactivos de FlotaciónDocumento8 páginasEvaluación de Reactivos de FlotaciónMichael Vera OrellanaAún no hay calificaciones
- Análisis QuímicoDocumento12 páginasAnálisis QuímicoJackeline Jazmin Verastegui AlegriaAún no hay calificaciones
- Conc. Mesas de SacudidasDocumento28 páginasConc. Mesas de SacudidasRaul100% (2)
- CICLOSIZERDocumento2 páginasCICLOSIZERAlejandro Avila IturraAún no hay calificaciones
- Hidro Ciclon y Harnero DesaguadorDocumento1 páginaHidro Ciclon y Harnero DesaguadorAlanGonzalezRojasAún no hay calificaciones
- Conc MagneticaDocumento2 páginasConc MagneticaMacarena Paz Salinas AguilarAún no hay calificaciones
- Test de Bond-Canales-Stgos. Lab2 Procesamiento de MineralesDocumento22 páginasTest de Bond-Canales-Stgos. Lab2 Procesamiento de MineralesNelson RamoneAún no hay calificaciones
- Diagrama de Flujo Del Prueba de FlotaciónDocumento3 páginasDiagrama de Flujo Del Prueba de FlotaciónChristy EstradaAún no hay calificaciones
- Preparacion Mecanica de Minerales 2 PDFDocumento70 páginasPreparacion Mecanica de Minerales 2 PDFSergio V. LorcaAún no hay calificaciones
- Diagrama de Pourbaix Del CobreDocumento10 páginasDiagrama de Pourbaix Del CobreAle FloresAún no hay calificaciones
- Exposición (Flotación)Documento14 páginasExposición (Flotación)Dante Concha ChoqueAún no hay calificaciones
- Informe 7 FinalDocumento17 páginasInforme 7 FinalJhon Maicol Chavez AlayaAún no hay calificaciones
- Principios de Flotacion (Op Separacion Solido Liquido)Documento4 páginasPrincipios de Flotacion (Op Separacion Solido Liquido)jhoverleoAún no hay calificaciones
- Darwin de La Cruz Ore - Informe ConcentraminDocumento12 páginasDarwin de La Cruz Ore - Informe ConcentraminDarwin Frank De la Cruz oréAún no hay calificaciones
- 00 RIVERA Intr FLOTACIONDocumento71 páginas00 RIVERA Intr FLOTACIONOwer LopezAún no hay calificaciones
- Practica N°2 Concentracion IiDocumento9 páginasPractica N°2 Concentracion IiLewis Raul Poma RojasAún no hay calificaciones
- Reactivos de Flotación: MetalurgiaDocumento49 páginasReactivos de Flotación: Metalurgiamarco GaticaAún no hay calificaciones
- Costos y Presupuestos I U1 Material Complementario Costos y GastosDocumento11 páginasCostos y Presupuestos I U1 Material Complementario Costos y GastosNicolle ZarateAún no hay calificaciones
- Eval2 EcogenDocumento7 páginasEval2 EcogenNicolle ZarateAún no hay calificaciones
- Informe de PracticaDocumento29 páginasInforme de PracticaNicolle ZarateAún no hay calificaciones
- Instaladores Electricos ClaseDocumento7 páginasInstaladores Electricos ClaseNicolle ZarateAún no hay calificaciones
- Taller N°2Documento8 páginasTaller N°2Nicolle ZarateAún no hay calificaciones
- Comunicacion Oral y Escrita - Nicolle - Zarate - Solemne IiDocumento4 páginasComunicacion Oral y Escrita - Nicolle - Zarate - Solemne IiNicolle ZarateAún no hay calificaciones
- Ejercicios Propuestos ResueltosDocumento28 páginasEjercicios Propuestos ResueltosNicolle ZarateAún no hay calificaciones
- Sistema Electrico de Potencia 1.1Documento37 páginasSistema Electrico de Potencia 1.1Nicolle ZarateAún no hay calificaciones
- EMH, ProyDocumento9 páginasEMH, ProyNicolle ZarateAún no hay calificaciones
- Proyecto +++Documento25 páginasProyecto +++Nicolle ZarateAún no hay calificaciones
- Proyecto +++Documento25 páginasProyecto +++Nicolle ZarateAún no hay calificaciones
- DS 3549Documento56 páginasDS 3549Nicolle ZarateAún no hay calificaciones
- Libro Oro Bolivia 2015Documento302 páginasLibro Oro Bolivia 2015Anonymous 9znZEbaMoAún no hay calificaciones
- Inf.5.Flotacion de AntimonitaDocumento10 páginasInf.5.Flotacion de AntimonitaNicolle ZarateAún no hay calificaciones
- Empresa Minera HuanuniDocumento6 páginasEmpresa Minera HuanuniNicolle ZarateAún no hay calificaciones
- Inf.3.Efecto Del Porcentaje en Solidos en LaDocumento11 páginasInf.3.Efecto Del Porcentaje en Solidos en LaNicolle ZarateAún no hay calificaciones
- Yacimiento Aurífero CajonesDocumento9 páginasYacimiento Aurífero CajonesNicolle ZarateAún no hay calificaciones
- Catalogo de Presentacion SegabolDocumento16 páginasCatalogo de Presentacion SegabolNicolle ZarateAún no hay calificaciones
- Guia de Trabajo Gris Tejido Manaula 2018Documento26 páginasGuia de Trabajo Gris Tejido Manaula 2018Nicolle ZarateAún no hay calificaciones
- Guia Ecuaciones 6 BasicoDocumento4 páginasGuia Ecuaciones 6 BasicoAlexander ValdésAún no hay calificaciones
- O6, Optimizacion EnteraDocumento7 páginasO6, Optimizacion EnteraSilver PlatthaAún no hay calificaciones
- Pae Pediatria (Autoguardado)Documento20 páginasPae Pediatria (Autoguardado)Rudy GuarnizAún no hay calificaciones
- MANUAL SMS ESABOL Septiembre 2019 PDFDocumento166 páginasMANUAL SMS ESABOL Septiembre 2019 PDFAndres Guzman GuzmanAún no hay calificaciones
- Libro de Artistica de 3er AñoDocumento50 páginasLibro de Artistica de 3er AñotuxeroAún no hay calificaciones
- Cuarta Encuesta Sobre Consumo Drogas EL SALVADOR 2018 (ISBN)Documento146 páginasCuarta Encuesta Sobre Consumo Drogas EL SALVADOR 2018 (ISBN)Richard RiccioAún no hay calificaciones
- Proyecto Ing Mecanica RECORREGIDODocumento32 páginasProyecto Ing Mecanica RECORREGIDOYohanny NuñezAún no hay calificaciones
- Problemas para El Tercer ParcialDocumento5 páginasProblemas para El Tercer ParcialBryan FernandoAún no hay calificaciones
- Ca Estomago-JmhDocumento34 páginasCa Estomago-JmhAna Maria Ipanaque AlfaroAún no hay calificaciones
- NanocelulosaDocumento6 páginasNanocelulosaKeissy San MartínAún no hay calificaciones
- Guía Diagnostica y Nivelatoria Biologia 8 (Abcd) (5851)Documento6 páginasGuía Diagnostica y Nivelatoria Biologia 8 (Abcd) (5851)jair padillaAún no hay calificaciones
- Guia Trabajo CinematicaDocumento15 páginasGuia Trabajo CinematicaShirley sadiht Córdova GarcíaAún no hay calificaciones
- Soporte de VigaDocumento3 páginasSoporte de VigaAndyAún no hay calificaciones
- Aplicación Segura de PlaguicidasDocumento56 páginasAplicación Segura de PlaguicidasVictor MarinAún no hay calificaciones
- E 43768Documento9 páginasE 43768AbrahamAún no hay calificaciones
- Técnicas de Conteo (AGOSTO)Documento62 páginasTécnicas de Conteo (AGOSTO)Daniel Rivera TapiaAún no hay calificaciones
- XincaDocumento2 páginasXincaJose AguilarAún no hay calificaciones
- Que Son Los MineralesDocumento4 páginasQue Son Los MineralesyonathanAún no hay calificaciones
- Cuestionario de FarmacologíaDocumento5 páginasCuestionario de Farmacologíahealliz36912Aún no hay calificaciones
- Guiaderepasounmsm 2015 150701015853 Lva1 App6892Documento91 páginasGuiaderepasounmsm 2015 150701015853 Lva1 App6892paolawAún no hay calificaciones
- Ejemplo 6.3 La Operación de Un AutobúsDocumento7 páginasEjemplo 6.3 La Operación de Un AutobúsCamilo RicoAún no hay calificaciones
- Ele 2Documento6 páginasEle 2Vinueza AndrésAún no hay calificaciones
- Angel Ejercicio 78 Ecuaciones Enteras de Primer Grado Con Una IncógnitaDocumento6 páginasAngel Ejercicio 78 Ecuaciones Enteras de Primer Grado Con Una IncógnitaAngel GaesAún no hay calificaciones
- Thoth 12 PirmidesDocumento60 páginasThoth 12 PirmidesAntonio ManuelAún no hay calificaciones
- Ingrid Araceli de Leon AlbinoDocumento5 páginasIngrid Araceli de Leon AlbinoNaomis CibercafeAún no hay calificaciones