También podría gustarte
- Wps Calificado Sia Aws d1.2Documento3 páginasWps Calificado Sia Aws d1.2Janet Jacqueline Alvarez Chiara100% (2)
- Wpq-Asme Ix - JCCHDocumento1 páginaWpq-Asme Ix - JCCHangel cuyaAún no hay calificaciones
- Doblez Cematic d1.3Documento1 páginaDoblez Cematic d1.3Erick VazquezAún no hay calificaciones
- WPQ TDocumento2 páginasWPQ TDavid RiveraAún no hay calificaciones
- Calificacion Soldador 3G SMAW PDFDocumento1 páginaCalificacion Soldador 3G SMAW PDFFelipe Erreape Avendaño0% (1)
- Certificacion - Dante Gonzales Chimoy - Datos de Identificación Soldador HomologadoDocumento1 páginaCertificacion - Dante Gonzales Chimoy - Datos de Identificación Soldador HomologadoRichardAún no hay calificaciones
- WPQ SoldaduraDocumento2 páginasWPQ SoldaduraRicardo BurbanoAún no hay calificaciones
- Wladimir 4gDocumento1 páginaWladimir 4gJorge PaezAún no hay calificaciones
- RCS Aws D1.1 Gmaw 2F MS - Flores JorgeDocumento4 páginasRCS Aws D1.1 Gmaw 2F MS - Flores JorgeJORGE RODRIGUEZAún no hay calificaciones
- Calificacion de La Habilidad Del Soldador (WPQR)Documento4 páginasCalificacion de La Habilidad Del Soldador (WPQR)JUAN FELIPE CARMONA DEOSSAAún no hay calificaciones
- Soldador CalificadoDocumento1 páginaSoldador CalificadoFelix BoyerAún no hay calificaciones
- 0068-Reportes RT Mepi 14. 28-04-23Documento7 páginas0068-Reportes RT Mepi 14. 28-04-23Jaime Galmiche AriasAún no hay calificaciones
- WPQ FCAW-W03 BryanDocumento1 páginaWPQ FCAW-W03 BryanWilliam Alexander Suntaxi PaucarAún no hay calificaciones
- Homologacion 4G Jhordan Miranda IgnacioDocumento1 páginaHomologacion 4G Jhordan Miranda IgnacioDiego ChávezAún no hay calificaciones
- UntitledDocumento32 páginasUntitledElvin Dante Vera VillanesAún no hay calificaciones
- David Sarmiento Contreras - 3G D1.1Documento5 páginasDavid Sarmiento Contreras - 3G D1.1Dany Williams Ramos VargasAún no hay calificaciones
- PQR MergedDocumento6 páginasPQR MergedJUAN FELIPE CARMONA DEOSSAAún no hay calificaciones
- WPQR GMAW TuboDocumento1 páginaWPQR GMAW TuboGustavo PomaqueroAún no hay calificaciones
- Homologacion 6G Valerio Villanueva MorenoDocumento1 páginaHomologacion 6G Valerio Villanueva MorenoDiego ChávezAún no hay calificaciones
- 0070-Reportes RT Mepi 14. 10-05-23Documento11 páginas0070-Reportes RT Mepi 14. 10-05-23Jaime Galmiche AriasAún no hay calificaciones
- FCAW WPQ 3G AWS D1.1 Eduardo Alvarez QuispeDocumento1 páginaFCAW WPQ 3G AWS D1.1 Eduardo Alvarez QuispeEdgar YauriAún no hay calificaciones
- WPQ JJVMDocumento1 páginaWPQ JJVMJohn Jairo Villegas MartinezAún no hay calificaciones
- Homologacion de Soldador de Carlos TorresDocumento2 páginasHomologacion de Soldador de Carlos TorresEdgar DiazAún no hay calificaciones
- WPQ de WPS-33Documento4 páginasWPQ de WPS-33MA RCasasAún no hay calificaciones
- WPQ FCAW-W02 KevinDocumento1 páginaWPQ FCAW-W02 KevinWilliam Alexander Suntaxi PaucarAún no hay calificaciones
- Registro de Calificacion de Desempeño de Soldador: de Acuerdo Al Código ASME - Sección IX-2021Documento6 páginasRegistro de Calificacion de Desempeño de Soldador: de Acuerdo Al Código ASME - Sección IX-2021Elvin Dante Vera VillanesAún no hay calificaciones
- LC-WPQ-01 (LC-519) FirmadoDocumento1 páginaLC-WPQ-01 (LC-519) FirmadoFrancis QuispeAún no hay calificaciones
- Páginas DesdeWPS SML 2 20Documento1 páginaPáginas DesdeWPS SML 2 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Calificacion Soldador - 3G A36Documento1 páginaCalificacion Soldador - 3G A36Jorge PaezAún no hay calificaciones
- Rooc BalbinDocumento2 páginasRooc BalbinCarlos Lluen Aquino100% (1)
- Homolgacion 6g Victor VasquezDocumento1 páginaHomolgacion 6g Victor VasquezRuth TantaneAún no hay calificaciones
- W-14 SPC-002Documento1 páginaW-14 SPC-002danielAún no hay calificaciones
- Eps Rdca-03Documento3 páginasEps Rdca-03jesusAún no hay calificaciones
- Miguel Ortega ZeladaDocumento2 páginasMiguel Ortega ZeladaCarlos Lluen AquinoAún no hay calificaciones
- LC-WPQ-02 (LC-799)Documento1 páginaLC-WPQ-02 (LC-799)Francis Quispe100% (1)
- WPQRSMAWWPS3Documento1 páginaWPQRSMAWWPS3Eduardo LLERENA LOPEZAún no hay calificaciones
- Formato Actividad 4Documento1 páginaFormato Actividad 4Marian NataliaAún no hay calificaciones
- Felix Mariño Desktop 7gmnvik 2Documento4 páginasFelix Mariño Desktop 7gmnvik 2GerardoYanezAún no hay calificaciones
- AaaDocumento1 páginaAaaDuverlyOrlandoMattaVásquezAún no hay calificaciones
- Ilovepdf MergedDocumento11 páginasIlovepdf MergedCarlos LòpezAún no hay calificaciones
- Flujo Gestion de CambiosDocumento2 páginasFlujo Gestion de CambiosPeter PittmanAún no hay calificaciones
- Cet SoldDocumento1 páginaCet SoldBrandon RodriguezAún no hay calificaciones
- Hoja de Datos de ValvulasDocumento3 páginasHoja de Datos de Valvulasnicandro hdez100% (1)
- WPQ AWS D1.1 Noviembre 2022 - Jose Antonio - FCAW 4GDocumento1 páginaWPQ AWS D1.1 Noviembre 2022 - Jose Antonio - FCAW 4Grodolfo100% (1)
- Asme - 001 - Swps-Ac-Gmaw-001 BusaDocumento2 páginasAsme - 001 - Swps-Ac-Gmaw-001 BusaeduardoAún no hay calificaciones
- F-OPE-C-3 Reporte MT JUNTAS SOLDADAS Rev4Documento2 páginasF-OPE-C-3 Reporte MT JUNTAS SOLDADAS Rev4Jesús D Q SakerAún no hay calificaciones
- L57-INM-100-S-PC-0005 PROCEDIMIENTO DE SOLDADURA - WPS Rev. ADocumento3 páginasL57-INM-100-S-PC-0005 PROCEDIMIENTO DE SOLDADURA - WPS Rev. Ajose jarol mirano soplaAún no hay calificaciones
- Alejandro Pereira CamusDocumento4 páginasAlejandro Pereira CamusGerardoYanezAún no hay calificaciones
- Calificación Paso A Paso Del Soldador D1.1 - 2020 SMAW 3GDocumento17 páginasCalificación Paso A Paso Del Soldador D1.1 - 2020 SMAW 3GSneider PalaciosAún no hay calificaciones
- Registro de Calificación de Desempeño de Soldador, Operador de Soldadura o Apuntalador (WPQR) Según AWS D1.1/D1.1M Edición 2015Documento2 páginasRegistro de Calificación de Desempeño de Soldador, Operador de Soldadura o Apuntalador (WPQR) Según AWS D1.1/D1.1M Edición 2015antony bolivarAún no hay calificaciones
- Wps-Asme-O&m-001-1 WPS SoldaduraDocumento2 páginasWps-Asme-O&m-001-1 WPS SoldaduraJose Alfredo Camacho C.Aún no hay calificaciones
- Formato Actividad 4 SenaDocumento1 páginaFormato Actividad 4 SenaMarian Natalia0% (1)
- (RCP) RD RCP CS 01Documento2 páginas(RCP) RD RCP CS 01jesusAún no hay calificaciones
- MC-001 Asme SmawDocumento1 páginaMC-001 Asme Smawvg chileAún no hay calificaciones
- Calificación SoldadorDocumento1 páginaCalificación SoldadorJaime Julio Rosado DazaAún no hay calificaciones
- Aeis Test Francisco CruzDocumento1 páginaAeis Test Francisco CruzBj CastanedaAún no hay calificaciones
- WPS-3g (A-36) ESPECIFICACION DE PROCEDIMIENTO (8) - 240315 - 170608Documento3 páginasWPS-3g (A-36) ESPECIFICACION DE PROCEDIMIENTO (8) - 240315 - 170608ffffgjchchjAún no hay calificaciones
- Wps-Calificado - Sia-001Documento1 páginaWps-Calificado - Sia-001Logan Arcos IzaguirreAún no hay calificaciones
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
- Antenas verticales para bajas frecuencias: (MF y HF)De EverandAntenas verticales para bajas frecuencias: (MF y HF)Aún no hay calificaciones
- 2.2do NivelDocumento1 página2.2do NivelRichardAún no hay calificaciones
- WPSDocumento11 páginasWPSRichardAún no hay calificaciones
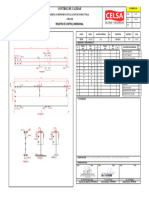
- 008-0 - P - 02 - Reg C - Dim - Viga 20-VG6Documento1 página008-0 - P - 02 - Reg C - Dim - Viga 20-VG6RichardAún no hay calificaciones
- 2 Agua Segundo NivelDocumento1 página2 Agua Segundo NivelRichardAún no hay calificaciones
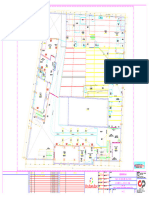
- 1.00 Arquitectura D A 02Documento1 página1.00 Arquitectura D A 02RichardAún no hay calificaciones
- 3.00 Inst - Sanitarias - D-Is-02Documento1 página3.00 Inst - Sanitarias - D-Is-02RichardAún no hay calificaciones
- 3.00 Inst - Sanitarias D Is 06Documento1 página3.00 Inst - Sanitarias D Is 06RichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Viga 20-V1Documento1 página008-0 - P - 02 - Reg C - Dim - Viga 20-V1RichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Viga 20-VG3Documento1 página008-0 - P - 02 - Reg C - Dim - Viga 20-VG3RichardAún no hay calificaciones
- 008-0 - P - 03-1 - Informe de Preparacion y Proteccion de PinturaDocumento10 páginas008-0 - P - 03-1 - Informe de Preparacion y Proteccion de PinturaRichardAún no hay calificaciones
- 008-0 - P - 03 - Reg Control de Preparacion y Proteccion Superficial de EstructurasDocumento1 página008-0 - P - 03 - Reg Control de Preparacion y Proteccion Superficial de EstructurasRichardAún no hay calificaciones
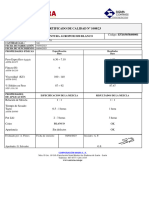
- 005-0 - 06 - Certificados de Calidad de Pintura BaseDocumento1 página005-0 - 06 - Certificados de Calidad de Pintura BaseRichardAún no hay calificaciones
- 005-0 - 09 - Certificados de Calidad de Catalizador para Pintura BaseDocumento1 página005-0 - 09 - Certificados de Calidad de Catalizador para Pintura BaseRichardAún no hay calificaciones
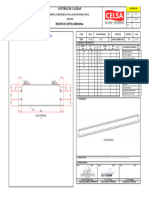
- 008-0 - P - 02 - Reg C - Dim - Canal de Cierre 20-CC2Documento1 página008-0 - P - 02 - Reg C - Dim - Canal de Cierre 20-CC2RichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Viga 20-VG7Documento1 página008-0 - P - 02 - Reg C - Dim - Viga 20-VG7RichardAún no hay calificaciones
- 008-0 - P - 01 - Reg C - Dim - Columna 20-C6Documento1 página008-0 - P - 01 - Reg C - Dim - Columna 20-C6RichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Diagonal 20-D1Documento1 página008-0 - P - 02 - Reg C - Dim - Diagonal 20-D1RichardAún no hay calificaciones
- 002-1 - Ppi - Estructuras Chiller - Celsa - 2023Documento3 páginas002-1 - Ppi - Estructuras Chiller - Celsa - 2023RichardAún no hay calificaciones
- 005-0 - 07 - Certificados de Calidad de Pintura BaseDocumento1 página005-0 - 07 - Certificados de Calidad de Pintura BaseRichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Canal de Cierre 20-CC1Documento1 página008-0 - P - 02 - Reg C - Dim - Canal de Cierre 20-CC1RichardAún no hay calificaciones
- 003-2 - Procedimiento Liquidos PenetrantesDocumento26 páginas003-2 - Procedimiento Liquidos PenetrantesRichardAún no hay calificaciones
- 001-1 - Plan de Calidad - Celsa - 2023Documento22 páginas001-1 - Plan de Calidad - Celsa - 2023RichardAún no hay calificaciones
- 005-0 - 05 - Certificados de Calidad de ThinerDocumento1 página005-0 - 05 - Certificados de Calidad de ThinerRichardAún no hay calificaciones
- 003-0 - P - Procedimientos OperativosDocumento1 página003-0 - P - Procedimientos OperativosRichardAún no hay calificaciones
- 002-0 - P - Plan de Puntos de InspeccionDocumento1 página002-0 - P - Plan de Puntos de InspeccionRichardAún no hay calificaciones
- 001-0 - P - Plan de CalidadDocumento1 página001-0 - P - Plan de CalidadRichardAún no hay calificaciones
- 003-3-1 Procedimiento de Soldadura - WPS 1 - CELSADocumento1 página003-3-1 Procedimiento de Soldadura - WPS 1 - CELSARichardAún no hay calificaciones
- 003-1 - Procedimiento VisualDocumento12 páginas003-1 - Procedimiento VisualRichardAún no hay calificaciones
- 004-0 - P - Especificaciones Tecnicas ConstructivasDocumento1 página004-0 - P - Especificaciones Tecnicas ConstructivasRichardAún no hay calificaciones
- 003-5 - Procedimiento para Torque o Ajuste Manual de PernosDocumento9 páginas003-5 - Procedimiento para Torque o Ajuste Manual de PernosRichardAún no hay calificaciones
- SESION 03 V CICLO CYT Las Emociones en Sistema CelebralDocumento5 páginasSESION 03 V CICLO CYT Las Emociones en Sistema CelebralSara Joaquin VilaAún no hay calificaciones
- Modificacion Ley 24-660 LeyDocumento10 páginasModificacion Ley 24-660 LeyBTIAún no hay calificaciones
- Preguntas de NeuropsicologiaDocumento8 páginasPreguntas de NeuropsicologiaJose Ignacio Ponton BenavidesAún no hay calificaciones
- III Unidad PasivoDocumento5 páginasIII Unidad PasivogreidelgresAún no hay calificaciones
- NMX B 066 1988Documento8 páginasNMX B 066 1988LUIS ALBERTO LOPEZAún no hay calificaciones
- Emma y Su Piano RosaDocumento45 páginasEmma y Su Piano RosaLourdes Pozo MuñozAún no hay calificaciones
- Critica Economía NaranjaDocumento7 páginasCritica Economía NaranjaJosé Luis Macas Paredes100% (1)
- Brochure Diplomatura Pando Supply Chain Management v5Documento9 páginasBrochure Diplomatura Pando Supply Chain Management v5Luisa ValdiviaAún no hay calificaciones
- Barrera AcústicaDocumento4 páginasBarrera AcústicachessAún no hay calificaciones
- Prelectura de El MataderoDocumento2 páginasPrelectura de El Mataderoprof.nataliafernandez91Aún no hay calificaciones
- Pozo Gordon-U. Cuenca-Realidades Comercio Exterior Ecuatoriano-170Documento170 páginasPozo Gordon-U. Cuenca-Realidades Comercio Exterior Ecuatoriano-170Marta Donoso LlanosAún no hay calificaciones
- Texto Expositivo 2023Documento19 páginasTexto Expositivo 2023Walter Garzón VillalbaAún no hay calificaciones
- Los Asentamientos en La Ciudad de Barcelona: Dificultades y Retos de La Atención Social en El Espacio PúblicoDocumento20 páginasLos Asentamientos en La Ciudad de Barcelona: Dificultades y Retos de La Atención Social en El Espacio Públicolaura peñuelaAún no hay calificaciones
- Greener - Ingeniería de Líneas de Distribución y Transmisión EléctricaDocumento25 páginasGreener - Ingeniería de Líneas de Distribución y Transmisión EléctricaOscar VelandiaAún no hay calificaciones
- Guia Artes Noveno, Acento y Tonada 2021Documento3 páginasGuia Artes Noveno, Acento y Tonada 2021Miguel RiverosAún no hay calificaciones
- Materialidad Papas NacionalDocumento7 páginasMaterialidad Papas NacionalLaura LosadaAún no hay calificaciones
- Telemando 4CH 3750Documento3 páginasTelemando 4CH 3750Antonio OteroAún no hay calificaciones
- Hoja de Vida - Micromotor 6864Documento3 páginasHoja de Vida - Micromotor 6864yuly lAún no hay calificaciones
- Manual de Proyectos Junio 2009Documento176 páginasManual de Proyectos Junio 2009ropema100% (1)
- Glandula Pineal Nuestro Chaman y El Camino de La LuzDocumento8 páginasGlandula Pineal Nuestro Chaman y El Camino de La LuzMaria Del Pilar RomeroAún no hay calificaciones
- Rúbrica Exposición Oral de Un LibroDocumento2 páginasRúbrica Exposición Oral de Un LibroBegonia Lizbeth Mena Muñoz50% (2)
- Vsip - Info Laboratorio de Sonido PDF FreeDocumento2 páginasVsip - Info Laboratorio de Sonido PDF FreeRICARDOAún no hay calificaciones
- Biogeograia Cladistica-Otros Metodos-ManualDocumento5 páginasBiogeograia Cladistica-Otros Metodos-ManualpacchooAún no hay calificaciones
- Maria LionzaDocumento1 páginaMaria LionzaVicmel DiazAún no hay calificaciones
- Premios Nobel de EconomíaDocumento13 páginasPremios Nobel de EconomíaDiego PeñalozaAún no hay calificaciones
- José Guadalupe Ramos HernándezDocumento69 páginasJosé Guadalupe Ramos HernándezFrancisco Josue VargasAún no hay calificaciones
- Autodiagnóstico Res. 0312 Frikaz S.A.SDocumento15 páginasAutodiagnóstico Res. 0312 Frikaz S.A.SLilo BernalAún no hay calificaciones
- Alhambra PDFDocumento4 páginasAlhambra PDFFrancisco Romero PorrasAún no hay calificaciones
- TP4 - Balance de MaterialesDocumento8 páginasTP4 - Balance de MaterialesAgustín BrusaAún no hay calificaciones
- UNSM Semana 1-Propos Log (CONT-ADM-2020-1)Documento18 páginasUNSM Semana 1-Propos Log (CONT-ADM-2020-1)plasztzAún no hay calificaciones