También podría gustarte
- WPQRSMAWWPS3Documento1 páginaWPQRSMAWWPS3Eduardo LLERENA LOPEZAún no hay calificaciones
- Cog WPQ Asme 011 19 Prl33Documento1 páginaCog WPQ Asme 011 19 Prl33ERNESTO SALVADOR VALLE PELAEZAún no hay calificaciones
- Asme-Smaw-Rfpa-6g - 1Documento1 páginaAsme-Smaw-Rfpa-6g - 1Victor Hugo Tuanama GarciaAún no hay calificaciones
- WPQ-ASME-032 (S-EIC) - 3G FirmDocumento3 páginasWPQ-ASME-032 (S-EIC) - 3G FirmmilagrosAún no hay calificaciones
- WPQ-016 - Natividad Huaripata-Asme Ix - 2GDocumento2 páginasWPQ-016 - Natividad Huaripata-Asme Ix - 2GWilliam ŽfAún no hay calificaciones
- Flujo Gestion de CambiosDocumento2 páginasFlujo Gestion de CambiosPeter PittmanAún no hay calificaciones
- Homologacion 6G Valerio Villanueva MorenoDocumento1 páginaHomologacion 6G Valerio Villanueva MorenoDiego ChávezAún no hay calificaciones
- WPQ-ASME-038 (S-HPJ) - 3G FirmDocumento3 páginasWPQ-ASME-038 (S-HPJ) - 3G FirmmilagrosAún no hay calificaciones
- So 04Documento1 páginaSo 04alex de la cruz yalan0% (1)
- AaaDocumento1 páginaAaaDuverlyOrlandoMattaVásquezAún no hay calificaciones
- Homologacion 4G Jhordan Miranda IgnacioDocumento1 páginaHomologacion 4G Jhordan Miranda IgnacioDiego ChávezAún no hay calificaciones
- Experiencia laboral soldadorDocumento32 páginasExperiencia laboral soldadorElvin Dante Vera VillanesAún no hay calificaciones
- LC-WPQ-01 (LC-519) FirmadoDocumento1 páginaLC-WPQ-01 (LC-519) FirmadoFrancis QuispeAún no hay calificaciones
- LC-WPQ-02 (LC-799)Documento1 páginaLC-WPQ-02 (LC-799)Francis Quispe100% (1)
- WPQ Aguilar Porras Smaw 6g 2022. Ingevap 1Documento1 páginaWPQ Aguilar Porras Smaw 6g 2022. Ingevap 1Joe Mario Galindo VasquezAún no hay calificaciones
- Alejandro Alarcon Arones - 3G - ASME IX FCAWDocumento1 páginaAlejandro Alarcon Arones - 3G - ASME IX FCAWJesus CondoriAún no hay calificaciones
- 001-SGT-WPS-6G-SMAW-Rev.01xlsxDocumento2 páginas001-SGT-WPS-6G-SMAW-Rev.01xlsxVictor Hugo Tuanama GarciaAún no hay calificaciones
- WPQ w204 Gtaw SmawDocumento1 páginaWPQ w204 Gtaw SmawWilmer Rios Diaz100% (1)
- Rooc BalbinDocumento2 páginasRooc BalbinCarlos Lluen AquinoAún no hay calificaciones
- Wpq-Asme Ix - JCCHDocumento1 páginaWpq-Asme Ix - JCCHangel cuyaAún no hay calificaciones
- WPQ-CVH SMAW 6G-WPS 059 Rev 02Documento2 páginasWPQ-CVH SMAW 6G-WPS 059 Rev 02Luis CONDORI SOTOAún no hay calificaciones
- CV - Henry Estewart Mena Herrada NuevoDocumento37 páginasCV - Henry Estewart Mena Herrada NuevoLuis R. Napán PizarroAún no hay calificaciones
- Calificacion Mauricio Gatica Estampa 32Documento1 páginaCalificacion Mauricio Gatica Estampa 32matias vargas apablazaAún no hay calificaciones
- MC-001 Asme SmawDocumento1 páginaMC-001 Asme Smawvg chileAún no hay calificaciones
- Calificación soldador ASMEDocumento4 páginasCalificación soldador ASMEGerardoYanezAún no hay calificaciones
- Formulario WPQ ASMEDocumento5 páginasFormulario WPQ ASMEHugo Ortega100% (1)
- WPQ SMAW 6G-NHCh93-2023Documento2 páginasWPQ SMAW 6G-NHCh93-2023William ŽfAún no hay calificaciones
- Alexander Chilo HuamaniDocumento1 páginaAlexander Chilo HuamaniBenjamin Enmanuel Mango DAún no hay calificaciones
- 3687 W WP 000002 - 2 PDFDocumento13 páginas3687 W WP 000002 - 2 PDFlucianaAún no hay calificaciones
- 3687 W WP 000002 - 1 PDFDocumento13 páginas3687 W WP 000002 - 1 PDFlucianaAún no hay calificaciones
- WPQ de WPS-33Documento4 páginasWPQ de WPS-33MA RCasasAún no hay calificaciones
- Felix Mariño Desktop 7gmnvik 2Documento4 páginasFelix Mariño Desktop 7gmnvik 2GerardoYanezAún no hay calificaciones
- Registro de calificación de soldador SUPERFICIALESDocumento1 páginaRegistro de calificación de soldador SUPERFICIALESdanielAún no hay calificaciones
- 03.1calificacion de Soldador Javier Vega Bonilla FirmadoDocumento1 página03.1calificacion de Soldador Javier Vega Bonilla Firmadojavier ayalaAún no hay calificaciones
- Alejandro Pereira Camus ASMEDocumento1 páginaAlejandro Pereira Camus ASMEGerardoYanezAún no hay calificaciones
- Calif - de Soldador TofiñoDocumento4 páginasCalif - de Soldador TofiñoPedro Miguel Zavala Vinces100% (1)
- PQR HDP PN 16 160 MMDocumento4 páginasPQR HDP PN 16 160 MMminero01Aún no hay calificaciones
- Miguel Ortega ZeladaDocumento2 páginasMiguel Ortega ZeladaCarlos Lluen AquinoAún no hay calificaciones
- Soldador CalificadoDocumento1 páginaSoldador CalificadoFelix BoyerAún no hay calificaciones
- WPS-SEI-001-Procedimiento de soldadura SMAW para acero A-36Documento1 páginaWPS-SEI-001-Procedimiento de soldadura SMAW para acero A-36Alftigre TovarAún no hay calificaciones
- CV Oscar Alfredo Alca RojasDocumento33 páginasCV Oscar Alfredo Alca RojasErick100% (1)
- 7 Registro de Homologacion Del Soldador Jorge Luis 1 PDFDocumento2 páginas7 Registro de Homologacion Del Soldador Jorge Luis 1 PDFMayra Roman HurtadoAún no hay calificaciones
- MB-101/03 Mecanicas Bolea, S.A. Daniel Colbarán Urán 23.016.776 - D B115 (1) GTAW + (2) SMAW Manual 1 MAYO - 2021 11.0 MMDocumento1 páginaMB-101/03 Mecanicas Bolea, S.A. Daniel Colbarán Urán 23.016.776 - D B115 (1) GTAW + (2) SMAW Manual 1 MAYO - 2021 11.0 MMdaniAún no hay calificaciones
- WPS TuberiaDocumento2 páginasWPS TuberiaOmar BecerrilAún no hay calificaciones
- 0302 Gms WPQ Maquisant 06 18 - Jose Paredes 6gDocumento1 página0302 Gms WPQ Maquisant 06 18 - Jose Paredes 6gNoemi ParedesAún no hay calificaciones
- WPS 00-1-22 Gmaw-FcawDocumento2 páginasWPS 00-1-22 Gmaw-FcawLUIS ALBERTO YUPANQUI ESCOBARAún no hay calificaciones
- WpsDocumento2 páginasWpsDAEL CASTRO VILLAMIZARAún no hay calificaciones
- Registro de calificación de procedimiento de soldadura SMAWDocumento3 páginasRegistro de calificación de procedimiento de soldadura SMAWCarlos BAún no hay calificaciones
- W-14 SPC-003Documento1 páginaW-14 SPC-003danielAún no hay calificaciones
- Wps No Ramp-Inox-smaw-001Documento5 páginasWps No Ramp-Inox-smaw-001Pedro Martin Carvajal JiménezAún no hay calificaciones
- Registro de Calificacion de Desempeño de Soldadura (WPQR) : (De Acuerdo A AWS D1.1:2020)Documento2 páginasRegistro de Calificacion de Desempeño de Soldadura (WPQR) : (De Acuerdo A AWS D1.1:2020)Elvin Dante Vera VillanesAún no hay calificaciones
- WPS - La-001-2021 - 6G - Asme Ix - Gtaw - PreliminarDocumento2 páginasWPS - La-001-2021 - 6G - Asme Ix - Gtaw - PreliminarAder ParedesAún no hay calificaciones
- Formato Calificacion de ProcedimientoDocumento3 páginasFormato Calificacion de ProcedimientoJose Miguel GarciaAún no hay calificaciones
- Relacion y Calificacion de Soldadores - Copia 01 10Documento1 páginaRelacion y Calificacion de Soldadores - Copia 01 10JORGE LUIS MAMANIAún no hay calificaciones
- 3G (A-36) Smaw WPQ (7) - 240315 - 170538Documento2 páginas3G (A-36) Smaw WPQ (7) - 240315 - 170538ffffgjchchjAún no hay calificaciones
- Hoja 3-4Documento2 páginasHoja 3-4Haug S.A.Aún no hay calificaciones
- Registro de Calificación de Desempeño de Soldador, Operador de Soldadura o Apuntalador (WPQR) Según AWS D1.1/D1.1M Edición 2015Documento2 páginasRegistro de Calificación de Desempeño de Soldador, Operador de Soldadura o Apuntalador (WPQR) Según AWS D1.1/D1.1M Edición 2015antony bolivarAún no hay calificaciones
- David Sarmiento Contreras - 3G D1.1Documento5 páginasDavid Sarmiento Contreras - 3G D1.1Dany Williams Ramos VargasAún no hay calificaciones
- WPQ SoldaduraDocumento2 páginasWPQ SoldaduraRicardo BurbanoAún no hay calificaciones
- Procedimiento de Instalaciòn de Tuberìas de CobreDocumento17 páginasProcedimiento de Instalaciòn de Tuberìas de CobreElvin Dante Vera Villanes100% (2)
- Procedimiento de Prueba NeumaticaDocumento9 páginasProcedimiento de Prueba NeumaticaElvin Dante Vera VillanesAún no hay calificaciones
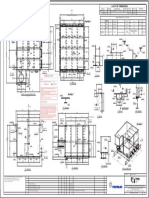
- PLANOS DE FABRICACION DE MODULO - Tapa Superior de DadoDocumento1 páginaPLANOS DE FABRICACION DE MODULO - Tapa Superior de DadoElvin Dante Vera VillanesAún no hay calificaciones
- Engineering Data V5X VRF 380V (Versión Español)Documento213 páginasEngineering Data V5X VRF 380V (Versión Español)Elvin Dante Vera VillanesAún no hay calificaciones
- Experiencia laboral soldadorDocumento32 páginasExperiencia laboral soldadorElvin Dante Vera VillanesAún no hay calificaciones
- Planos de Fabricacion de ModuloDocumento15 páginasPlanos de Fabricacion de ModuloElvin Dante Vera VillanesAún no hay calificaciones
- FT - Panel ParedDocumento1 páginaFT - Panel ParedElvin Dante Vera VillanesAún no hay calificaciones
- F103A8A400 - DUAL SHIELD 7100 ULTRA 1.60mm 15.00kgDocumento1 páginaF103A8A400 - DUAL SHIELD 7100 ULTRA 1.60mm 15.00kgWaldo ArellanoAún no hay calificaciones
- 22521513-D-23414-ME-DWG-00001 - 3: Lista de EmbarqueDocumento1 página22521513-D-23414-ME-DWG-00001 - 3: Lista de EmbarqueElvin Dante Vera VillanesAún no hay calificaciones
- UntitledDocumento2 páginasUntitledElvin Dante Vera VillanesAún no hay calificaciones
- Cera para AutosDocumento1 páginaCera para AutosElvin Dante Vera VillanesAún no hay calificaciones
- Registro de Calificacion de Desempeño de Soldadura (WPQR) : (De Acuerdo A AWS D1.1:2020)Documento2 páginasRegistro de Calificacion de Desempeño de Soldadura (WPQR) : (De Acuerdo A AWS D1.1:2020)Elvin Dante Vera VillanesAún no hay calificaciones
- Planos de Fabricacion de Modulo - DadoDocumento1 páginaPlanos de Fabricacion de Modulo - DadoElvin Dante Vera VillanesAún no hay calificaciones
- PQR SDP 02Documento6 páginasPQR SDP 02Elvin Dante Vera VillanesAún no hay calificaciones
- Ficha Tecnica Banco Soporte de Motor 680kgDocumento1 páginaFicha Tecnica Banco Soporte de Motor 680kgElvin Dante Vera VillanesAún no hay calificaciones
- LIMPIAVIDRIOSDocumento1 páginaLIMPIAVIDRIOSElvin Dante Vera VillanesAún no hay calificaciones
- Abrillantador para LlantasDocumento1 páginaAbrillantador para LlantasElvin Dante Vera VillanesAún no hay calificaciones
- EMSTI 2250 - Grupo electrógeno Caterpillar 3516 PKG de 2250 kVADocumento14 páginasEMSTI 2250 - Grupo electrógeno Caterpillar 3516 PKG de 2250 kVAElvin Dante Vera VillanesAún no hay calificaciones
- 001-4348 - Cotiz. Venta de Contenedor Tipo Almacén de 40 .Documento3 páginas001-4348 - Cotiz. Venta de Contenedor Tipo Almacén de 40 .Elvin Dante Vera VillanesAún no hay calificaciones
- Shampoo para AutosDocumento1 páginaShampoo para AutosElvin Dante Vera VillanesAún no hay calificaciones
- Ambientador Cristal para AutosDocumento1 páginaAmbientador Cristal para AutosElvin Dante Vera VillanesAún no hay calificaciones
- 2a1011 7 Haug 2 PT 1001 Procedimiento de Excavacion - Rev 0Documento32 páginas2a1011 7 Haug 2 PT 1001 Procedimiento de Excavacion - Rev 0Elvin Dante Vera VillanesAún no hay calificaciones
- 2A1011-7-HAUG-00-PT-009 PROCEDIMIENTO TOPOGRAFIARev 0Documento32 páginas2A1011-7-HAUG-00-PT-009 PROCEDIMIENTO TOPOGRAFIARev 0Elvin Dante Vera VillanesAún no hay calificaciones
- 2A1011-7-HAUG-00-PT-006 Ingreso A Espacios Confinados 2021Documento12 páginas2A1011-7-HAUG-00-PT-006 Ingreso A Espacios Confinados 2021Elvin Dante Vera VillanesAún no hay calificaciones
- Basf Masterseal CR 125 Balx5 GL (18.9 LT) Lote - 3R00405H01Documento1 páginaBasf Masterseal CR 125 Balx5 GL (18.9 LT) Lote - 3R00405H01Elvin Dante Vera VillanesAún no hay calificaciones
- 2a1002-7-Haug-2-Pt-1009 Inst. de Geo. y Geotextil-0Documento47 páginas2a1002-7-Haug-2-Pt-1009 Inst. de Geo. y Geotextil-0Elvin Dante Vera VillanesAún no hay calificaciones
- Informe Del LedDocumento94 páginasInforme Del LedIvan Felipe Huaracha CruzAún no hay calificaciones
- Jitorres - Jaime Jaramillo, La Población Indígena de Colombia PDFDocumento55 páginasJitorres - Jaime Jaramillo, La Población Indígena de Colombia PDFAngela MaríaAún no hay calificaciones
- IMPUTACIONDocumento7 páginasIMPUTACIONjhuliano usmayoAún no hay calificaciones
- ViviendaDocumento6 páginasViviendaamanda grimaldoAún no hay calificaciones
- Módulo I - Tema 1Documento10 páginasMódulo I - Tema 1Pauli GonzálezAún no hay calificaciones
- HALLAZGOSDocumento3 páginasHALLAZGOSSilvia RivadeneiraAún no hay calificaciones
- ComunicaciónDocumento35 páginasComunicaciónEdramirez2Aún no hay calificaciones
- Material y MetodoDocumento28 páginasMaterial y MetodoLuigui CabanillasAún no hay calificaciones
- Temario Toolbox 2022 - CL JunioDocumento8 páginasTemario Toolbox 2022 - CL JunioManuel Eduardo Samanez GarcíaAún no hay calificaciones
- Tabla Periódica Historia MendeleievDocumento2 páginasTabla Periódica Historia MendeleievSexto Grado100% (1)
- Informe Manejo y Reconocimiento Del MecheroDocumento6 páginasInforme Manejo y Reconocimiento Del MecheroCesar Hernan Arcila SuarezAún no hay calificaciones
- Protocolo Final Análisis Del Conocimiento de Los Riesgos Del Vapeo en Adultos Jóvenes de 20 A 24 AñosDocumento13 páginasProtocolo Final Análisis Del Conocimiento de Los Riesgos Del Vapeo en Adultos Jóvenes de 20 A 24 Años21030642Aún no hay calificaciones
- Rse EmpresasDocumento43 páginasRse EmpresasErick Zarate PrudencioAún no hay calificaciones
- Marco Conceptual y TeoricoDocumento3 páginasMarco Conceptual y TeoricoDiana Suarez0% (1)
- Taller de Intervencion para FamiliaDocumento6 páginasTaller de Intervencion para FamiliaEstefanySaldañaAún no hay calificaciones
- Weazel NewsDocumento3 páginasWeazel NewsAndrea MezaAún no hay calificaciones
- Selección de talentos deportivosDocumento22 páginasSelección de talentos deportivosRamiroAún no hay calificaciones
- Estatutos Visiòn 2020 1Documento17 páginasEstatutos Visiòn 2020 1TAVOUSUGA TAVOUSUGAAún no hay calificaciones
- Fundamentos Del Método CientificoDocumento19 páginasFundamentos Del Método CientificoCatalina GuzmánAún no hay calificaciones
- 5.2.-Estudio de Trafico - Churubamba-Carretera Central (Limón Pampa) IMPRIMIRDocumento17 páginas5.2.-Estudio de Trafico - Churubamba-Carretera Central (Limón Pampa) IMPRIMIROmar Barboza VasquezAún no hay calificaciones
- Sesion 1Documento21 páginasSesion 1RaulAún no hay calificaciones
- S09 s1-MaterialTEC PSIC, CASOSDocumento15 páginasS09 s1-MaterialTEC PSIC, CASOSAnggielina BracoAún no hay calificaciones
- Mejora procesos extracción aceites esencialesDocumento5 páginasMejora procesos extracción aceites esencialesestefaniaAún no hay calificaciones
- Ortrosis, ProtesisDocumento21 páginasOrtrosis, ProtesisLeonel VargasAún no hay calificaciones
- S 2. 3. Exposición S2 PersonaDocumento3 páginasS 2. 3. Exposición S2 PersonaBREYNER MEJIA GUERREROAún no hay calificaciones
- Lectura TEXTO III 28122012Documento7 páginasLectura TEXTO III 28122012Altamirano AsuncionAún no hay calificaciones
- Mejoramiento continuoDocumento34 páginasMejoramiento continuodaniel noe magne solizAún no hay calificaciones
- Conceptualización e Investigación - C - ProsocialDocumento4 páginasConceptualización e Investigación - C - ProsocialLJ CSAún no hay calificaciones
- Informe Caida LibreDocumento6 páginasInforme Caida LibreLaura CastillaAún no hay calificaciones
- Historia Clínica. Aspectos Éticos de La HistoriaDocumento38 páginasHistoria Clínica. Aspectos Éticos de La HistoriaValeria Moretto Vega100% (1)